一种智能螺母焊点焊生产线的制作方法
本发明涉及螺母焊点焊,具体为一种智能螺母焊点焊生产线。
背景技术:
1、当今技术,白车身提供给其它功能部件固定的螺母采用提前预制焊接于白车身的薄壁钣金零部件基体中,薄壁钣金零部件基体外形为冷加工成型的复杂多曲面形状。以薄壁钣金零部件为基体的种类繁多,结构形式差异大,设备不能兼容,主要由人工和特定机器组合成固定单元完成螺母和薄壁钣金零部件的焊接。由于薄壁钣金零部件种类繁多、形状迥异、外形尺寸小等特性,螺母外形尺寸细小、定位尺寸要求高、焊缝强度高、螺纹区域质量好等特点。
2、现阶段由人工和特定机器主导的技术执行螺母和以薄壁钣金零部件作为基体的点焊工艺,实现了对螺母的焊接,但存在以下缺点:
3、1)不联动,生产效率低;
4、2)工作台不柔性,占用生产场地面积大,降低了生产区域利用率,也致使现场管理难;
5、3)工况不安全,存在伤人风险;
6、4)螺纹定位尺寸不统一,成品率低;
7、5)偏焊过多,焊缝质量差;
8、6)螺纹受损多,螺纹质量差危害安全;
9、7)螺母损耗多,物料浪费成本昂贵。
10、故而,提出了一种智能螺母焊点焊生产线来解决上述问题。
技术实现思路
1、针对现有技术的不足,本发明提供了一种智能螺母焊点焊生产线,具备结构巧妙、存储量大、兼容性高、占地少、性价比高,经济价值大等优点,可广泛应用于智能化程度高的工业自动化生产线中。
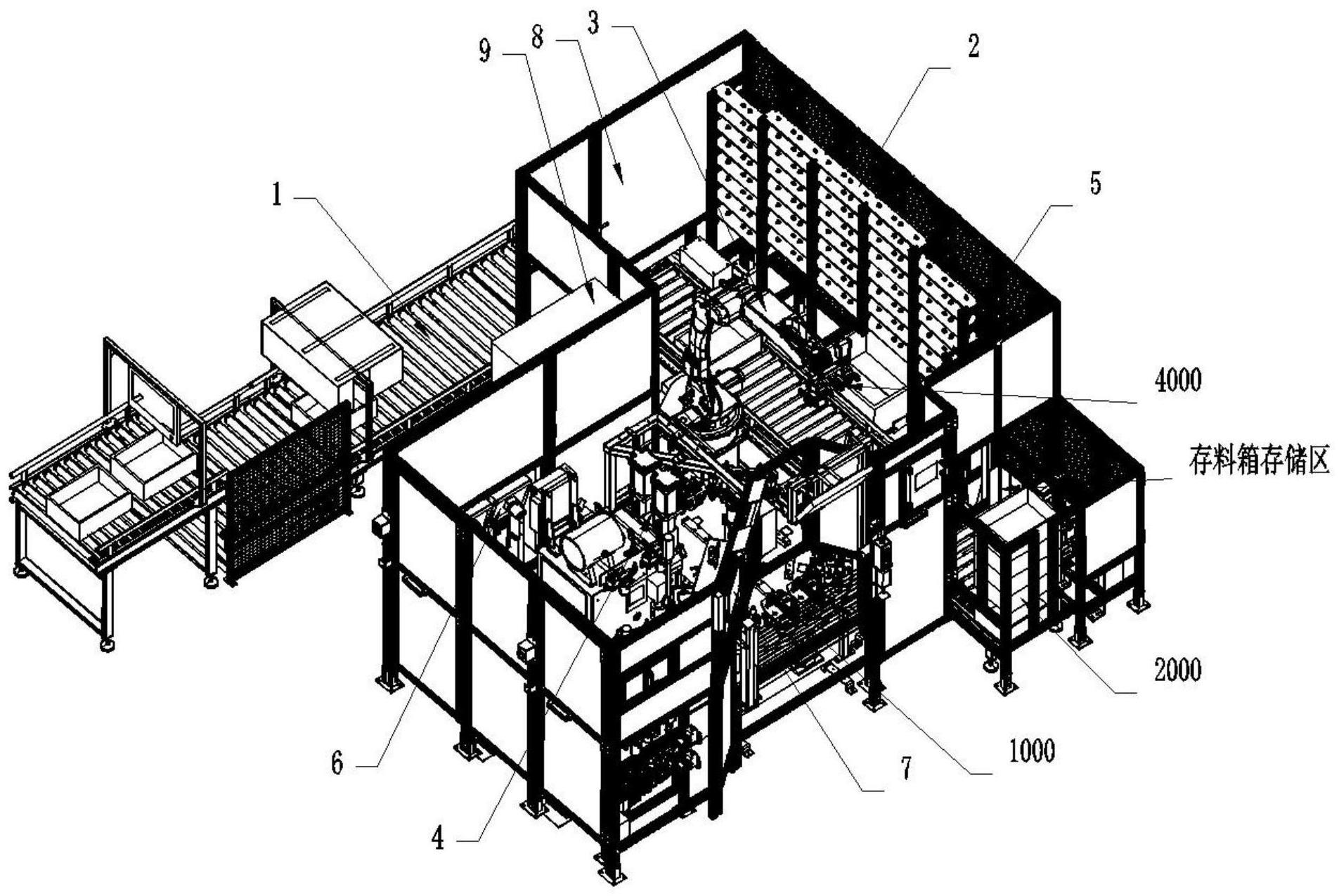
2、为实现上述目的,本发明提供如下技术方案:一种智能螺母焊点焊生产线,包括物料输送线、治具库、搬运机器人系统、四轴螺母焊凸焊机、夹具中转架、螺母筛选盘、触摸屏系统、安全防护系统、中央控制系统;
3、所述四轴螺母焊凸焊机包括双轴螺母焊凸焊枪、动柱结构、c轴工作台、废水回收机构、凸焊枪底座以及智能检测装置;
4、所述双轴螺母焊凸焊枪包括双z轴驱动源和焊钳,双z轴驱动源驱使焊钳在z轴上做线性运动;
5、所述凸焊枪底座包括底座框架本体、底座伺服驱动源、丝杆、螺母座、轴承座、电机座、直线导轨副,所述底座伺服驱动源通过电机座安装于底座框架本体中止口,所述底座伺服驱动源的输出轴与丝杆的端部固定,所述螺母座螺纹套接于丝杆的外表面,丝杆的另一端转动设置于轴承座上;
6、动柱结构包括动柱框架本体、动柱底板、储气罐、焊接控制器,所述动柱框架本体固定于动柱底板的顶面,所述储气罐固定于动柱框架本体的顶面,动柱底板固定于底座中的螺母座顶面,保证动力源传递到动柱结构,并驱使动柱结构往返精确运动;
7、c轴工作台包括c轴伺服驱动源、工作台板、治具安装座以及线缆防绕装置,c轴伺服驱动源固定于凸焊枪底座的底座框架本体上,所述工作台板固定于c轴伺服驱动源的输出端,所述治具安装座安装于工作台板的顶面,所述治具安装座包括电极安装板、下部电极、螺母定位销、治具定位销、直线轴承、安装导杆、弹簧导杆以及复位弹簧,所述下部电极、治具定位销均固定于电极安装板上,所述螺母定位销固定于下部电极上,所述电极安装板通过直线轴承套设于安装导杆上,所述复位弹簧套设于弹簧导杆上且位于电极安装板下方。
8、进一步,所述直线导轨副包括直线导轨、滑块以及连接块,所述直线导轨固定于底座框架本体上,滑块滑动设置于直线导轨上,连接块固定于滑块上。
9、进一步,所述物料输送线包括料箱存储装置、线内输送线、阻挡机构、线外输送线、90°转角移栽机构、提升移栽机构、取料平台以及智能识别装置,料箱存储装置和阻挡机构均设置于线内输送线上,所述90°转角移栽机构和智能识别装置均设置于线外输送线上,取料平台设置于线外输送线的端部。
10、进一步,料箱存储装置由存储框架本体和气动组件组成,气动组件设置于存储框架本体上,所述线内输送线由线内支架、若干个线内滚筒以及溜槽组成,所述线内滚筒转动设于线内支架上,所述溜槽固定于线内支架上且位于线内滚筒上方,阻挡机构安装于线内输送线的线内支架上。
11、进一步,所述线外输送线由线外支架和若干个等距排列的线外滚筒组件,线外滚筒转动设置于线外支架上,通过线外支架将若干个线外滚筒组成线体,所述90°转角移栽机构设置于线外输送线中的线外支架上,所述90°转角移栽机构由气动升降装置和转角移栽装置组成,气动升降装置设置于线外支架内,且气动升降装置的输出端固定于转角移栽装置的底面。
12、进一步,所述智能识别装置设置于线外输送线中的线外支架上,所述提升移栽机构由“剪刀式”升降装置和水平移栽装置组成,“剪刀式”升降装置设置于线外输送线的端部,“剪刀式”升降装置的输出端固定于水平移栽装置的底面,所述取料平台设置于提升移栽机构的端部,取料平台由取料支架和若干个等距排列的取料滚筒组成,若干个取料滚筒转动设置于取料支架内,通过取料支架将若干个取料滚筒组成线体。
13、进一步,治具库包括治具框架本体、仓位板、检棒、圆柱定位销和菱形定位销,治具库为多层结构,仓位板分布于治具框架本体的侧面,仓位板为多层结构且层距相等,所述仓位板的两端均开设有与检棒配合的功能孔,所述仓位板通过检棒连接,仓位板的端面向外凸出形成止口,且仓位板的四角均开设有长圆孔,圆柱定位销和菱形定位销交叉固定于仓位板的顶面。
14、进一步,搬运机器人系统包括六轴机器人、快换盘公头、机器人底座及控制系统组成,六轴机器人安装于机器人底座的顶面,快换盘公头安装于六轴机器人的端部。
15、进一步,所述夹具中转架包括基础中转框架、承台板、圆柱定位柱、菱形定位柱和挡盖机构,所述承台板固定于基础中转框架上,所述圆柱定位柱、菱形定位柱均固定于承台板上。
16、进一步,所述螺母筛选盘包括基础筛选框架、存储箱、离心机构、气动装置和送料机构,所述存储箱、离心机构固定于基础筛选框架上,所述送料机构设置于动柱结构中的动柱框架本体上,所述安全防护系统包括安全围栏、光幕。
17、与现有技术相比,本技术的技术方案具备以下有益效果:
18、1、该智能螺母焊点焊生产线,本专利集机、电、气、伺服、智能等技术形成一体式,主要通过物料输送线、搬运机器人系统、四轴螺母焊凸焊机之间设计的机械关系串联成一套运动链技术,创造协同生产新模式;按照“l”型物料输送线布局设置缩短空间距离,减少生产场地面积;四轴螺母焊凸焊机技术基于伺服技术、视觉技术、机械精密传动和气动传动的混合模式研制,形成多轴联动、在线检测等技术创新,创造无限循环生产新模式;四轴螺母焊凸焊机的c轴工作台巧妙设计,实现了兼容几十种基体,创造了工作台的技术柔性化;螺母筛选盘采用离心技术实现了对螺母筛选、整理、输送的创新生产工艺;螺母筛选盘与上部电极的螺母定位销的组合模式实现了螺母自动输送和自我定位的技术创新。本装备的研制首创了白车身零件螺母焊焊接的智能制造技术替换人工和特定机器主导的点焊方式,创造了多轴联动,各功能生产协同新技术;杜绝了对人身安全、健康的伤害;提高了生产效率;降低了物料损耗;提升了产品质量;提高了设备的智能化程度;减少了生产区域的占地面积,提升了生产场地利用率;填补了汽车行业白车身零件螺母焊点焊技术的空白。
19、2、该智能螺母焊点焊生产线,本专利开放式的接口使得其能兼入自动化检测单元,也能并入自动化生产线,形成联动。
20、3、该智能螺母焊点焊生产线,本专利结构紧凑、设备体积小、搬运安装方便、操作简单,承载范围大,可广泛应用于白车身零件螺母的智能智造螺母焊点焊的领域。
21、4、该智能螺母焊点焊生产线,本专利的输送线中溜槽的创新设计,既实现了线边存储容器中转功能,又保证了物料集中收存性能。
22、5、该智能螺母焊点焊生产线,本专利的治具库、搬运机器人系统、夹具中转架和四轴螺母焊凸焊机的创新性复合模式,采用治具库存储不同工件所需治具,采用夹具中转架存储不同工件所需夹具,二者增强了该生产线的兼容范围更广,焊接更柔性,换型更便捷,技术路线更先进。
23、6、该智能螺母焊点焊生产线,本专利的治具库中仓位板采用通长设置和检棒检测辅助制造工艺,保证其制造工艺更便捷,设备使用更容易操作,设备精度更优。
24、7、该智能螺母焊点焊生产线,本专利的治具库、夹具中转架中快速定位功能采用圆锥销与菱形销组合,杜绝工件的位置非正常偏移,保证快速导向、定位功能。
25、8、该智能螺母焊点焊生产线,本专利的中央控制系统提高了智能控制的柔性化,提升了物理功能的共融性能。
- 还没有人留言评论。精彩留言会获得点赞!