一种高速线材气雾冷却方法与流程
本发明涉及轧制工艺,特别涉及一种高速线材气雾冷却方法。
背景技术:
1、目前,高速线材轧制吐丝成圈后普遍采用斯太尔摩风冷线进行冷却,这种工艺方法在控制高速线材组织性能方面取得了显著效果,是一种较为完善的高速线材风冷工艺。斯太尔摩冷却工艺的主要优点是:线材的冷却速度可以进行人为控制,比较容易地保证线材的质量;与其他各种控制冷却工艺相比,斯太尔摩工艺较为稳妥、可靠。
2、但因穿水冷却设备无法使各阀的水流跟随头部进行穿水,导致轧件头部未穿水,温度较穿水部分高。头部未穿水段约 15-20 圈,因吐丝时温度未降到工艺要求温度,使该部分的性能指标得不到保证,需要在精整区域剪切掉,虽然产品质量得到了保证,但成材率达不到预期,浪费了材料,导致生产成本增加,降低了企业效益。
技术实现思路
1、本发明的目的在于:提出一种高速线材气雾冷却方法,用于解决以上问题。
2、为实现上述目的,采用以下技术方案:一种高速线材气雾冷却方法,具体包括以下步骤:
3、a.调节风冷线主辊道速度0.5-0.7 m/s,
4、a.轧后穿水压力为5mpa,全部开启连接轧后穿水管阀门;
5、b.开启斯太尔摩风冷线1#、2#风机;
6、c.开启连接在1#、2#风机的冷却装置,并调节冷却装置上的冷却阀门开启度为50%-100%;
7、d.经过轧制后的线材由吐丝机吐出成圈后散落经过1#、2#风机气水混合介质使成品温度降至680~700℃;
8、e.线材通过3#风冷辊道后进入相变温度,并由剩余风冷辊道继续输送,直至结束风冷。
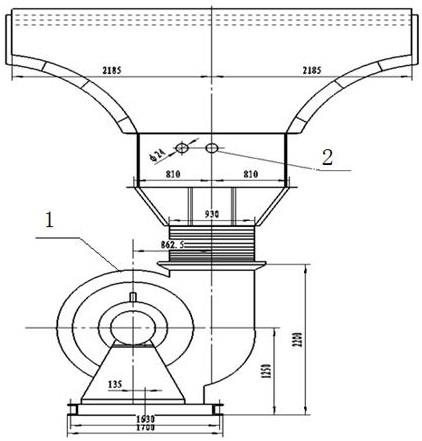
9、优选的,所述冷却装置包括设置在风冷辊道下方的风机,风机出风口向上设置,所述风机出风口处的每个侧壁均设置有多个安装孔,所述安装孔由外至内倾斜向上且不同倾斜角设置,所述安装孔上安装有连接管,所述连接管的一端连接有喷嘴,所述喷嘴位于风机内,所述连接管的另一端连接有连接组件。
10、优选的,所述连接管与安装孔螺纹连接。
11、优选的,所述连接组件包括金属软管,所述金属软管一端与连接管另一端连接,每两个相邻的金属软管另一端共同连接有冷却水总管,冷却水总管上连接有进水管。
12、优选的,位于同侧的多个安装孔水平和/或竖直布置。
13、优选的,所述冷却阀门包括分阀门和总阀门,所述分阀门设置在金属软管与冷却水总管连接处,总阀门设置在进水管上,所述风机外壁固定有支架,所述分阀门固定在支架上。
14、优选的,所述喷嘴型号为10067。
15、本发明取得的有益效果:
16、本发明提供的一种高速线材气雾冷却方法,通过设置的冷却装置,调节风冷线主辊道速度和冷却阀门开启度,提高了吐丝后线圈的冷却速度,抑制吐丝后奥氏体和铁素体晶粒长大,达到铁素体细化晶粒、减小珠光体团尺寸,消除魏氏组织,提高产品强度,达到降低生产成本和工艺的稳定性;同时避免由于吐丝时温度未降到工艺要求温度而剪切掉造成的成本增加,同时设置可调节的连接管以及不同倾斜角的安装孔,使喷嘴达到良好的喷雾距离和喷雾角度以提高冷却效果。
技术特征:
1.一种高速线材气雾冷却方法,其特征在于,具体包括以下步骤:
2.根据权利要求1所述的高速线材气雾冷却方法,其特征在于:所述冷却装置包括设置在风冷辊道下方的风机,风机出风口向上设置,所述风机出风口处的每个侧壁均设置有多个安装孔,所述安装孔由外至内倾斜向上且不同倾斜角设置,所述安装孔上安装有连接管,所述连接管的一端连接有喷嘴,所述喷嘴位于风机内,所述连接管的另一端连接有连接组件。
3.根据权利要求2所述的高速线材气雾冷却方法,其特征在于:所述连接管与安装孔螺纹连接。
4.根据权利要求2所述的高速线材气雾冷却方法,其特征在于:所述连接组件包括金属软管,所述金属软管一端与连接管另一端连接,每两个相邻的金属软管另一端共同连接有冷却水总管,冷却水总管上连接有进水管。
5.根据权利要求2所述的高速线材气雾冷却方法,其特征在于:位于同侧的多个安装孔水平和/或竖直布置。
6.根据权利要求4所述的高速线材气雾冷却方法,其特征在于:所述冷却阀门包括分阀门和总阀门,所述分阀门设置在金属软管与冷却水总管连接处,总阀门设置在进水管上,所述风机外壁固定有支架,所述分阀门固定在支架上。
7.根据权利要求2所述的高速线材气雾冷却方法,其特征在于:所述喷嘴型号为10067。
技术总结
一种高速线材气雾冷却方法,具体包括以下步骤:调节风冷线主辊道速度0.5‑0.7 m/s,轧后穿水压力为5MPa,全部开启连接轧后穿水管阀门;开启斯太尔摩风冷线1#、2#风机;开启连接在1#、2#风机的冷却装置,并调节冷却装置上的冷却阀门开启度为50%‑100%;经过轧制后的线材由吐丝机吐出成圈后散落经过1#、2#风机气水混合介质使成品温度降至680~700℃;线材通过3#风冷辊道后进入相变温度,并由剩余风冷辊道继续输送,直至结束风冷。本发明的一种高速线材气雾冷却方法,提高了吐丝后线圈的冷却速度,抑制吐丝后奥氏体和铁素体晶粒长大,达到铁素体细化晶粒、减小珠光体团尺寸,消除魏氏组织,提高产品强度,达到降低生产成本和提高工艺的稳定性。
技术研发人员:李勇,蒙世东,魏福龙,练昌,江金东,刘月,董学强,吴学林,叶雅妮,胡志红
受保护的技术使用者:首钢水城钢铁(集团)有限责任公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!