一种中温焊料的制作方法
本发明涉及电子焊料,具体为一种中温焊料。
背景技术:
1、在本世纪初,电子行业中以锡、铅为主要成分的中温焊料仍处于主流制造工艺地位,但因铅含量较多,不做防护长时间接触对身体有害,并且不环保。正是由于传统焊接技术使用的sn-pb焊料中的铅会对环境造成污染而被禁止使用,所以近年来无铅焊料成为了研究热点。sn-zn系中温无铅焊料,使用时需要加强活性焊剂,才能确保焊接质量,同时存在浸润性差的缺点。
技术实现思路
1、本发明的目的在于提供一种中温焊料,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
3、一种焊接温度在220至240℃的中温焊料,按照重量百分比,焊料包括原料76~87%、助焊剂6~12%以及多孔载体2~12%,所述原料包括锡和铟,所述多孔载体主要由聚乙烯醇球形载体颗粒构成。
4、进一步的,所述聚乙烯醇(pva)球形载体颗粒内孔隙率不低于60%,颗粒直径350~560μm。
5、进一步的,所述原料还包括铋,铜以及镍,其中铟为22%,铋为7%,镍为1.8%,铜为0.3%,其余为锡。
6、进一步的,所述助焊剂包括松香、增稠剂、添加剂、去离子水。
7、进一步的,所述松香为20%、增稠剂为32%、添加剂为4%,其中松香为丙烯酸松香、歧化松香、氢化松香、聚合松香中的一种或多种,所述增稠剂包括三乙胺和司盘,二者的重量比为20:1,所述添加剂包括戊二酸和水杨酸,二者的重量比为1:1。
8、进一步的,所述助焊剂还包括混合剂为3%,该混合剂包括聚乙二醇、萜烯油、醇醚、烷基醇中的一种或多种。
9、为实现上述目的,本发明还提供如下技术方案:
10、一种中温焊料的制备方法,其特征在于,包括:
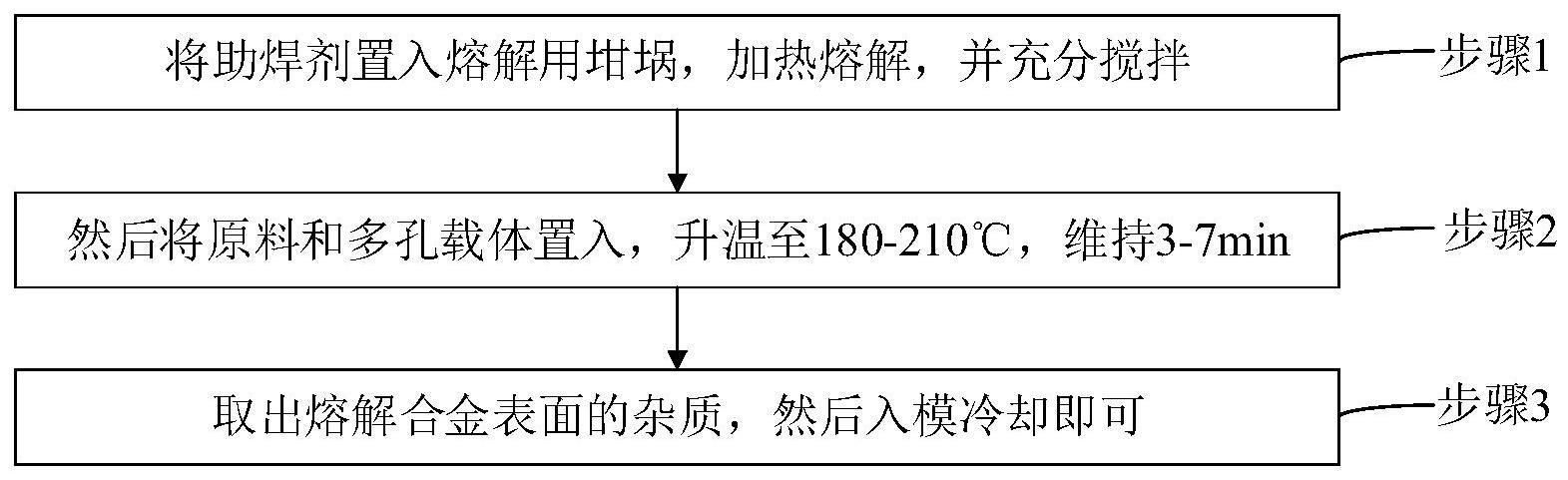
11、步骤1、将助焊剂置入熔解用坩埚,加热熔解,并充分搅拌;
12、步骤2、然后将原料和多孔载体置入,升温至180-210℃,维持3-7min;
13、步骤3、取出熔解合金表面的杂质,然后入模冷却即可。
14、进一步的,步骤1中温度为100-120℃,步骤2中的升温速度90-120℃/min。
15、与现有技术相比,本发明的有益效果是:
16、在本发明中,采用了多孔载体,不仅可以在升温至180-210℃的情况下多孔载体的微孔可以被扩大,具有较大口径、致密的微孔隙,这样以便于原料:锡、铟、铋、镍等进行快速弥散填充,使得制备时间得到缩减,在改善强化材料金相组织结构同时,使得混合料的内部和和表面弥散硬化,可以使制备的焊料焊点表面硬度提高。而且焊接温度在220至240℃能够使焊料能够焊接使用,此温度下多孔载体开始融化,所以能够与原料一起释放到被焊接的载板(基板)上,使得焊料具有较好的流动性,能够快速实现焊接。同时液态的焊料具有很低的粘滞性,达到熔融温度后可以很快地浸润焊接面改善基板等焊接面与焊料形成紧密接触,利于接触反应熔化的进行。由于多孔载体的存在,在焊料焊接冷却后,可以在焊点表面形成致密的保护膜层,焊点不仅表面光泽好,而且具有较好的耐酸、耐腐蚀的功能。又由于添加了铋,铜以及镍,可以进一步提高焊料焊点的硬度,焊料液相温度趋于固相温度,以利于增加焊料的流动性,且具有良好的耐蚀性和抗氧化性。通过扫描电子显微(sem)及能谱仪(eds)观察焊点,可以发现其外表面光滑且较为平整。从外观看去,焊点表面光亮,焊点饱满、无连焊。使用时,更容易与基材(固材)产生良好亲和力,焊缝光滑美观。所以本发明的焊料可有效解决了目前中温无铅焊料由于表面硬度不够、使用后焊点耐腐蚀性不够的等技术问题。
技术特征:
1.一种中温焊料,其特征在于,按照重量百分比,焊料包括原料76~87%、助焊剂6~12%以及多孔载体2~12%,所述原料包括锡和铟,所述多孔载体主要由聚乙烯醇球形载体颗粒构成。
2.如权利要求1所述的一种中温焊料,其特征在于,所述聚乙烯醇(pva)球形载体颗粒内孔隙率不低于60%,颗粒直径350~560μm。
3.如权利要求1所述的一种中温焊料,其特征在于,所述原料还包括铋,铜以及镍,其中铟为22%,铋为7%,镍为1.8%,铜为0.3%,其余为锡。
4.如权利要求1所述的一种中温焊料,其特征在于,所述助焊剂包括松香、增稠剂、添加剂、去离子水。
5.如权利要求4所述的一种中温焊料,其特征在于,所述松香为20%、增稠剂为32%、添加剂为4%,其中松香为丙烯酸松香、歧化松香、氢化松香、聚合松香中的一种或多种,所述增稠剂包括三乙胺和司盘,二者的重量比为20:1,所述添加剂包括戊二酸和水杨酸,二者的重量比为1:1。
6.如权利要求5所述的一种中温焊料,其特征在于,所述助焊剂还包括混合剂为3%,该混合剂包括聚乙二醇、萜烯油、醇醚、烷基醇中的一种或多种。
7.一种根据权利要求1~6任一项所述的中温焊料的制备方法,其特征在于,包括:
8.如权利要求7所述的一种低温焊料的制备方法,其特征在于,步骤1中温度为100-120℃,步骤2中的升温速度90-120℃/min。
技术总结
本发明公开了一种中温焊料,尤其是焊接温度在220至240℃的中温焊料,按照重量百分比,焊料包括原料76~87%、助焊剂6~12%以及多孔载体2~12%,所述原料包括锡和铟,所述多孔载体主要由聚乙烯醇球形载体颗粒构成。本发明,在使用焊料时,焊点不仅表面光泽好,而且具有较好的耐酸、耐腐蚀的功能的。焊料可有效解决了目前无铅焊料由于表面硬度不够、使用后焊点耐腐蚀性不够的等技术问题。
技术研发人员:黄守友,张毅,叶桥生,黄义荣
受保护的技术使用者:东莞市千岛金属锡品有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!