一种链牙冲齿成型装置的制作方法
本发明涉及链牙冲齿成型装置,尤其涉及一种链牙冲齿成型装置。
背景技术:
1、链牙是拉链的重要组成部分之一,也是整个拉链结构中关键的部分,它直接决定拉链的侧拉强度。链牙的材料一般分为金属链牙和非金属链牙两大类,其中金属链牙的齿形是通过人工将金属原料放置在冲压设备内进行冲压出所需的形状。
2、在常用链牙的制作方法中,通常是由人工将原料放在切割设备中,根据所需链牙形状将金属原料切割成所需形状,然后在采用厚度冲压机将加工成型后的金属材料冲压成所需厚度,然后在转换到凹点冲压设备再一次冲压出链牙的凹点,至此完成链牙形状的加工。但是,这样对生产企业而言需要多台加工设备,其加工设备的成本较高,而且需要将材料转换多次,在转换的过程中需要人工从上一工序将工件取出后再转入到下一工序的设备中,这样工作效率低下,而且在长时间的作业后,工人劳动强度大,还易发生将工件放错工序设备的情况,导致工件的整体加工顺序发生错乱,从而影响工件的不良品率。
技术实现思路
1、本发明的目的是提供一种链牙冲齿成型装置,旨在解决上述技术问题,采用本发明链牙冲齿成型装置对颗粒牙进行冲压加工,可以减少设备购置成本,提高工作效率,而且在生产过程中无废料产生,成品率高。
2、为了达到上述目的,本发明通过以下技术方案来实现:
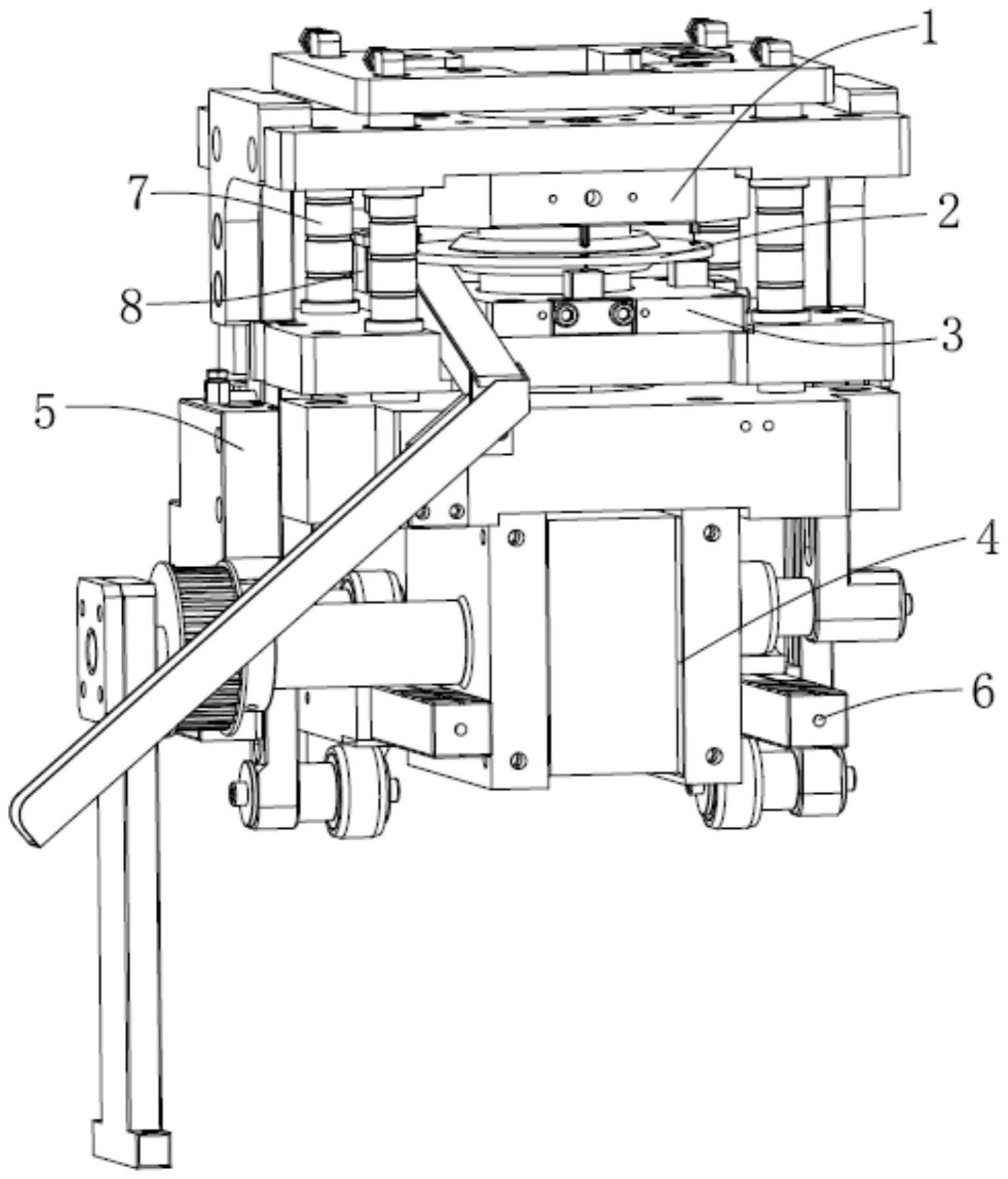
3、一种拉链冲齿成型装置,包括上模机构、中模机构、下模机构、旋转机构、上下对冲机构和推动机构,所述上模机构和所述下模机构分别可活动设置在所述中模机构的上方和下方,所述旋转机构设置在下模机构的下方,并穿过下模机构与中模机构连接,可带动中模机构做旋转,所述上下对冲机构设置在旋转机构两侧,其上部与上模机构和下模机构连接,其下部与推动机构形成传动连接,并由推动机构带动上下对冲机构,进而带动上模机构和下模机构形成对冲动作。
4、优选地,所述上模机构包括上模板,所述上模板底面设有刀模安装板,所述刀模安装板的底面均匀排布有进料上刀模、冲平上刀模、凹点成型上刀模和出料上刀模,所述进料上刀模、冲平上刀模、凹点成型上刀模和出料上刀模呈环形布局设置,所述上模板的两侧边固定设有推动机构连接板,所述上模机构通过推动机构连接板与上下对冲机构连接。
5、优选地,所述中模机构包括旋转模盘和模盘安装轴,所述模盘安装轴的上部设有模盘下托板,所述旋转模盘套装在模盘安装轴的上端部,所述旋转模盘的上面设有模盘上固定板,所述模盘上固定板通过固定件与模盘安装轴的上端部形成固定连接,并将旋转模盘固定在模盘上固定板和模盘下托板之间,所述模盘安装轴的底部与旋转机构形成固定连接,并由旋转机构带动,所述旋转模盘上还均布有呈环形设置的四个材料限位孔,所述材料限位孔的内部形状与原材料的外形结构相适配。
6、优选地,所述下模机构包括有下模板,所述下模板上表面中部设有成型模安装板,所述成型模安装板设有凸起设置的冲平成型模和凹点成型模,所述冲平成型模与冲平上刀模对应设置,所述凹点成型模与凹点成型上刀模对应设置,所述成型模安装板的一侧设有出料通道,所述出料通道的入料口位于出料上刀模正下方。
7、优选地,所述下模机构的侧边设有出料机构,所述出料机构包括出料杆,所述出料杆的一端固定在第一斜面推块的一端部上,另一端正好位于出料通道的入料口处,所述第一斜面推块可滑动插设在出料座内部,所述出料座固定在下模板的侧边,所述第一斜面推块的另一端设有斜面,所述第一斜面推块的斜面上贴合设有第二斜面推块,所述第二斜面推块的上端部固定在上模板的侧边,第二斜面推块的下端面设有的斜面与第一斜面推块相贴合的斜面适配。
8、优选地,所述下模板的下方设有下模底板,所述上模板的上方设有上模顶板,所述下模底板和所述上模顶板之间设有导向柱,所述导向柱的上端部固定在上模顶板上,下端部固定在下模底板上,其中部穿过上模板和下模板,使得上模板和下模板可以在导向柱上做上下活动。
9、优选地,所述旋转机构包括角度旋转器和分度盘同步轮,所述角度旋转器设置在下模机构的下方,其输出端与模盘安装轴的下端部连接,所述分度盘同步轮安装在同步轮轴的一端,并位于角度旋转器的外侧,所述同步轮轴的另一端与角度旋转器的输入端连接,并可以带动角度旋转器,所述分度盘同步轮由驱动机构通过传动带带动。
10、优选地,所述上下对冲机构包括上模推轮、上模推杆、下模推轮和下模推杆,所述上模推轮通过轮轴安装在上模推杆的下端部,其上端面抵设在推动机构的底面,所述上模推杆的上端部与上模机构形成固定连接,所述下模推轮通过轮轴安装在下模推杆的下端部,其下端面抵设在推动机构的上端面,所述下模推杆的上端部与下模机构形成固定连接。
11、优选地,所述推动机构包括推动导板,所述推动导板的一端与驱动机构连接,并由驱动机构带动,所述推动导板另一端两侧边缘底面对称设有上模推动行道,上端面对称设有下模推动行道,所述上模推动行道和所述下模推动行道均呈波浪形设置,使得上模推动行道带动上模板向下移动的同时,下模推动行道带动下模板向上移动形成对冲,当上模推动行道带动上模板向上移动的同时,下模推动行道带动下模板向下移动形成同时分开。
12、本发明链牙冲齿成型装置,具有如下的有益效果:
13、1、本发明链牙冲齿成型装置,采用的是金属的成型原材料,由其他的切割机构将成型原材料切割出所需工件,然后由进料上刀模将工件从其他的切割机构中间推入到中模的旋转模盘的上对应的材料限位孔内,然后由旋转机构带动中模机构旋转,使得位于材料限位孔的工件旋转至冲平上刀模下方,然后由冲平上刀模对工件进行冲压成所需厚度,然后再由旋转机构带动中模机构旋转,使得冲压后的工件旋转至凹点成型上刀模下方,然后由凹点成型上刀模对工件进行冲压出凹点,至此完成链牙的成型加工,然后再由旋转机构带动中模机构旋转,将完成加工的链牙旋转至出料上刀模下方,由出料刀模将链牙从中模的材料限位孔中推出至出料通道,再由出料机构将链牙推出从出料通道内滑至收集箱内,这样可以采用本发明完成冲压和凹点成型工艺,无需采购多台设备降低生产成本;
14、2、本发明链牙冲齿成型装置,采用的是金属的成型原材料,其工艺经过切割成段,然后再冲压厚度和冲压凹点成型,在此工艺过程中无废料产生,可以有效的调高成型原材料的利用率,使得成品率高;
15、3、本发明链牙冲齿成型装置,采用机械自动化生产,其加工动作精度统一,工艺顺序固定,可以有效的避免人工放错工序的现象,进而可以有效的降低不良品的产生,使得产品尺寸规格统一;
16、4、本发明链牙冲齿成型装置,所述旋转模盘设有4个材料限位孔,可以同时对四个工件进行不同工序的加工,减少转换的时间,进而可以有效的提高工作效率;
17、5、采用本发明链牙冲齿成型装置加工颗粒牙,采用的是金属成型原材料,可以无需在生产企业设置电镀工艺,改善和突破生产工艺,减少电镀工艺带来的环境影响。
技术特征:
1.一种链牙冲齿成型装置,其特征在于:包括上模机构(1)、中模机构(2)、下模机构(3)、旋转机构(4)、上下对冲机构(5)和推动机构(6),所述上模机构(1)和所述下模机构(3)分别可活动设置在所述中模机构(2)的上方和下方,所述旋转机构(4)设置在下模机构(3)的下方,并穿过下模机构(3)与中模机构(2)连接,可带动中模机构(2)做旋转,所述上下对冲机构(5)设置在旋转机构(4)两侧,其上部与上模机构(1)和下模机构(3)连接,其下部与推动机构(6)形成传动连接,并由推动机构(6)带动上下对冲机构(5),进而带动上模机构(1)和下模机构(3)形成对冲动作。
2.根据权利要求1所述的链牙冲齿成型装置,其特征在于:所述上模机构(1)包括上模板(101),所述上模板(101)底面设有刀模安装板(102),所述刀模安装板(102)的底面均匀排布有进料上刀模(103)、冲平上刀模(104)、凹点成型上刀模(105)和出料上刀模(106),所述进料上刀模(103)、冲平上刀模(104)、凹点成型上刀模(105)和出料上刀模(106)呈环形布局设置,所述上模板(101)的两侧边固定设有推动机构连接板(107),所述上模机构(1)通过推动机构连接板(107)与上下对冲机构(5)连接。
3.根据权利要求1所述的链牙冲齿成型装置,其特征在于:所述中模机构(2)包括旋转模盘(201)和模盘安装轴(203),所述模盘安装轴(203)的上部设有模盘下托板(204),所述旋转模盘(201)套装在模盘安装轴(203)的上端部,所述旋转模盘(201)的上面设有模盘上固定板(202),所述模盘上固定板(202)通过固定件与模盘安装轴(203)的上端部形成固定连接,并将旋转模盘(201)固定在模盘上固定板(202)和模盘下托板(204)之间,所述模盘安装轴(203)的底部与旋转机构(4)形成固定连接,并由旋转机构(4)带动,所述旋转模盘(201)上还均布有呈环形设置的四个材料限位孔(205),所述材料限位孔(205)的内部形状与原材料的外形结构相适配。
4.根据权利要求2所述的链牙冲齿成型装置,其特征在于:所述下模机构(3)包括有下模板(301),所述下模板(301)上表面中部设有成型模安装板(302),所述成型模安装板(302)设有凸起设置的冲平成型模(303)和凹点成型模(304),所述冲平成型模(303)与冲平上刀模(104)对应设置,所述凹点成型模(304)与凹点成型上刀模(105)对应设置,所述成型模安装板(302)的一侧设有出料通道(305),所述出料通道(305)的入料口位于出料上刀模(106)正下方。
5.根据权利要求4所述的链牙冲齿成型装置,其特征在于:所述下模机构(3)的侧边设有出料机构(8),所述出料机构(8)包括出料杆(804),所述出料杆(804)的一端固定在第一斜面推块(802)的一端部上,另一端正好位于出料通道(305)的入料口处,所述第一斜面推块(802)可滑动插设在出料座(801)内部,所述出料座(801)固定在下模板(301)的侧边,所述第一斜面推块(802)的另一端设有斜面,所述第一斜面推块(802)的斜面上贴合设有第二斜面推块(803),所述第二斜面推块(803)的上端部固定在上模板(101)的侧边,第二斜面推块(803)的下端面设有的斜面与第一斜面推块(802)相贴合的斜面适配。
6.根据权利要求4所述的链牙冲齿成型装置,其特征在于:所述下模板(301)的下方设有下模底板(306),所述上模板(101)的上方设有上模顶板(108),所述下模底板(306)和所述上模顶板(108)之间设有导向柱(7),所述导向柱(7)的上端部固定在上模顶板(108)上,下端部固定在下模底板(306)上,其中部穿过上模板(101)和下模板(301),使得上模板(101)和下模板(301)可以在导向柱(7)上做上下活动。
7.根据权利要求3所述的链牙冲齿成型装置,其特征在于:所述旋转机构(4)包括角度旋转器(401)和分度盘同步轮(402),所述角度旋转器(401)设置在下模机构(3)的下方,其输出端与模盘安装轴(203)的下端部连接,所述分度盘同步轮(402)安装在同步轮轴(403)的一端,并位于角度旋转器(401)的外侧,所述同步轮轴(403)的另一端与角度旋转器(401)的输入端连接,并可以带动角度旋转器(401),所述分度盘同步轮(402)由驱动机构通过传动带带动。
8.根据权利要求4所述的链牙冲齿成型装置,其特征在于:所述上下对冲机构(5)包括上模推轮(501)、上模推杆(502)、下模推轮(503)和下模推杆(504),所述上模推轮(501)通过轮轴安装在上模推杆(502)的下端部,其上端面抵设在推动机构(6)的底面,所述上模推杆(502)的上端部与上模机构(1)形成固定连接,所述下模推轮(503)通过轮轴安装在下模推杆(504)的下端部,其下端面抵设在推动机构(6)的上端面,所述下模推杆(504)的上端部与下模机构(3)形成固定连接。
9.根据权利要求8所述的链牙冲齿成型装置,其特征在于:所述推动机构(6)包括推动导板(601),所述推动导板(601)的一端与驱动机构连接,并由驱动机构带动,所述推动导板(601)另一端两侧边缘底面对称设有上模推动行道(602),上端面对称设有下模推动行道(603),所述上模推动行道(602)和所述下模推动行道(603)均呈波浪形设置,使得上模推动行道(602)带动上模板(101)向下移动的同时,下模推动行道(603)带动下模板(301)向上移动形成对冲,当上模推动行道(602)带动上模板(101)向上移动的同时,下模推动行道(603)带动下模板(301)向下移动形成同时分开。
技术总结
本发明公开了一种链牙冲齿成型装置,涉及链牙冲齿成型装置技术领域,包括上模机构、中模机构、下模机构、旋转机构、上下对冲机构和推动机构,所述上模机构和下模机构分别可活动设置在中模机构的上方和下方,旋转机构设置在下模机构的下方,并穿过下模机构与中模机构连接,可带动中模机构做旋转,所述上下对冲机构设置在旋转机构两侧,其上部与上模机构和下模机构连接,其下部与推动机构形成传动连接,并由推动机构带动上下对冲机构,进而带动上模机构和下模机构形成对冲动作;采用本发明链牙冲齿成型装置对颗粒牙进行冲压加工,可以减少设备购置成本,提高工作效率,而且在生产过程中无废料产生,成品率高。
技术研发人员:陈文善,邹超,李磊,邹尔攀,邹尔纤妮,邹尔熠轩,陈昕,陈瑞
受保护的技术使用者:惠州市荣文科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!