一种半自动省料开料系统的制作方法
本发明涉及一种家具加工,尤其是涉及一种半自动省料开料系统。
背景技术:
1、在全铝家具生产中有很多小料,由这些小料规格不一、厚薄不同、结构差异甚大,无法使用统一的夹具,因此也就不能像板件类的板材可以在全自动的cnc机器上进行开料,只能是手工来开。
2、之前使用了早期铂芬发明的“壹铝铂芬全铝家居开料工具软件”(软件著作登记号:2018sr774113)来计算多种不同的尺寸在一条6米长的材料怎样省料,只解决了省料计算的问题,但是在实际生产中员工需要手动来移动机器的定位尺,并且由于是在同一条料上有不同尺寸,那么涉及到相同尺寸但是在不同长料时,就需要更换长料来达到省料目的,那么虽然节省了材料,但是增加了工人的操作时间,总成本并没有下来,时间浪费也多,工人的工作强度较大,不利于整体效率提高。
3、而且由于切料机器只具备比较简单的功能,只能手工移动定位尺或手动输入尺寸数据,既容易出错,效率也低。
技术实现思路
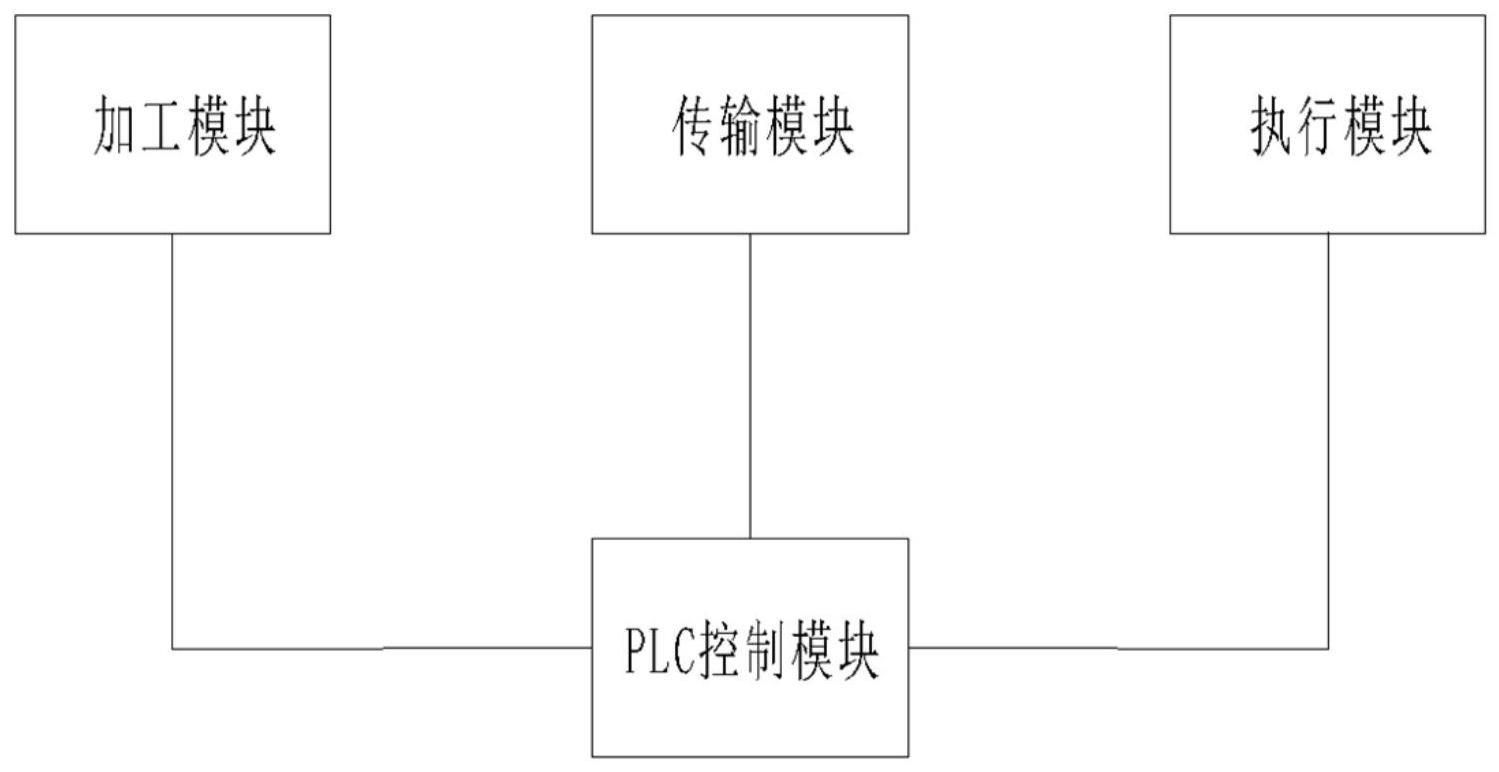
1、为了达到上述目的,本发明采用的技术方案为,本发明提供一种半自动省料开料系统,包括传输模块、plc控制模块、执行模块以及加工模块;
2、所述传输模块、执行模块以及加工模块分别与所述plc控制模块连接;
3、所述传输模块为u盘传输、二维码数据传输以及wifi局域网传输三种模式;
4、所述执行模块为切割组件,其中包括切割电机、切割锯片以及固定组件;
5、所述加工模块含有与切割步骤相关的传感触发组件。
6、上述所述传输模块:包含三种可选部分,usb接口:整合在控制系统中,读取u盘所储存的尺寸数据信息,供系统调用;
7、wifi传输模块:整合在控制系统中,连接上同一局域网后,通过电脑的发送端来传输尺寸数据给系统调用;
8、二维码方式:在系统中整合二维码识别模块,通过外设的二维码扫描枪读取电脑端生成的尺寸信息给系统调用。
9、优选的,所述plc控制模块:使用触摸屏作为交互手段的工业控制终端,来控制整套定位设备的运作。
10、优选的,所述执行模块:主要是由控制模块控制的带减速机的混合式步进电机来加上移动轨道、定位装置,来根据尺寸数据移动靠山,实现脱离人工输入,自动定位的目的。
11、优选的,所述加工模块:使用市面上通用的铝材直角切割机械,增加传感触发组件,当锯片切完一条料后,走到设定的移动长度,或者阻断式光感,系统自动切换到下一条尺寸。
12、与现有技术相比,本发明的优点和积极效果在于,解决了数量众多、规格不一的小料的节省材料,提高材料利用率,减少损耗,降低成本,同时减去了人工移动定位靠山或输入尺寸浪费的时间,杜绝人为输错导致的损失等问题。
技术特征:
1.一种半自动省料开料系统,其特征在于,包括传输模块、plc控制模块、执行模块以及加工模块;
2.根据权利要求1所述的一种半自动省料开料系统,其特征在于,所述传输模块:包含三种可选部分,usb接口:整合在控制系统中,读取u盘所储存的尺寸数据信息,供系统调用;
3.根据权利要求1所述的一种半自动省料开料系统,其特征在于,所述plc控制模块:使用触摸屏作为交互手段的工业控制终端,来控制整套定位设备的运作。
4.根据权利要求1所述的一种半自动省料开料系统,其特征在于,所述执行模块:主要是由控制模块控制的带减速机的混合式步进电机来加上移动轨道、定位装置,来根据尺寸数据移动靠山,实现脱离人工输入,自动定位的目的。
5.根据权利要求1所述的一种半自动省料开料系统,其特征在于,所述加工模块:使用市面上通用的铝材直角切割机械,增加传感触发组件,当锯片切完一条料后,走到设定的移动长度,或者阻断式光感,系统自动切换到下一条尺寸。
技术总结
本发明公开了一种半自动省料开料系统,包括传输模块、PLC控制模块、执行模块以及加工模块;所述传输模块、执行模块以及加工模块分别与所述PLC控制模块连接;所述传输模块为U盘传输、二维码数据传输以及WIFI局域网传输三种模式;所述执行模块为切割组件,其中包括切割电机、切割锯片以及固定组件;所述加工模块含有与切割步骤相关的传感触发组件。本发明解决了数量众多、规格不一的小料的节省材料,提高材料利用率,减少损耗,降低成本,同时减去了人工移动定位靠山或输入尺寸浪费的时间,杜绝人为输错导致的损失等问题。
技术研发人员:陈春光
受保护的技术使用者:佛山市铂芬家居科技有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!