变径水纹线加工刀具的制作方法
本发明涉及刀具领域,特别是变径水纹线加工刀具。
背景技术:
1、阀门密封法兰端面需要加工水纹线(图1所示),水纹线具有一定的密封作用;加工中心上,原有加工水纹线的方法是通过加工中心的u轴或平旋盘车削加工完成,加工时间较长,设备造价高,加工成本高。
2、综上,如何实现水纹线快速加工以及一次加工成型成为了本领域研究人员急需解决的问题。
技术实现思路
1、本发明要解决的技术问题是:实现水纹线快速加工以及一次加工成型;
2、为解决上述技术问题,本发明采取的技术方案为:
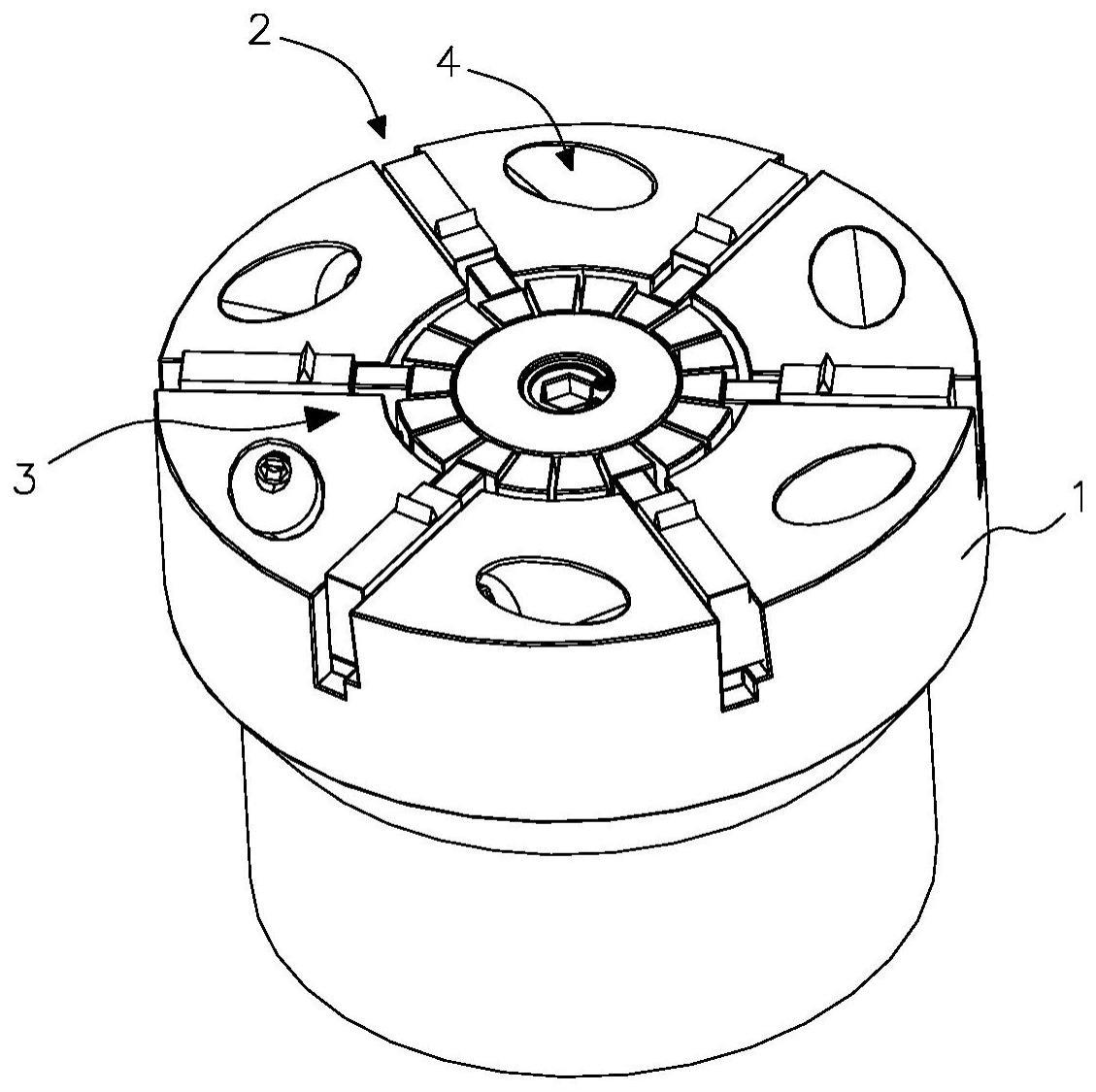
3、本发明是变径水纹线加工刀具,包括:刀柄;若干切削组件,其等分设置在所述刀柄径向处;膨胀组件,其设置在所述刀柄中心处,并与所述切削组件相抵;锁紧组件,其将所述切削组件与所述刀柄固定连接;
4、刀柄通过外接的转动机构实现自转,刀柄端面顶部等分设置有多个切削组件;膨胀组件用于调整对应切削组件带刀柄圆心处的距离,即能够通过膨胀组件将多个切削组件进行同步外扩或内缩,使得切削组件内的刀片始终处于同一圆中;当完成多个切削组件的调整后通过锁紧组件将切削组件与刀柄固定;切削组件与需要加工的阀门端面相抵,实现了对阀门端面水纹线的快速加工。
5、为了说明切削组件的结构,本发明采用,所述切削组件包括:底托,其设置在所述刀柄端面处的径向槽内;刀片,其设置在所述底托上,其刀尖呈弧形结构;
6、底托与膨胀组件相抵,底托上设置有刀片,底托用于保护刀片在膨胀组件膨胀时不受损坏,刀片的刀尖呈弧形结构,且每个刀片仅设有一个刀尖,刀尖避免了加工过程中与环形水纹线轮廓产生干涉;单刃刀尖与多刃刀尖相比,更加有利于排屑,刀尖的刚性相比多刃成组刀尖强度更高;当一个刀尖破损时,只需单个更换即可,而多刃刀片需要将整个刀片更换,其它完好的刀尖也无法使用、造成浪费。
7、为了说明底托的具体结构,本发明采用所述底托为l型结构,其包括:水平段,其上适于放置所述刀片;竖直段,其与所述膨胀组件相抵;
8、水平段用于支撑刀片,竖直段用于保护刀片,防止刀片直接与膨胀组件接触;
9、当需要加工其他直径的水纹线时,通过更换底托,即增加或减小竖直段的厚度来达到变化加工水纹线直径的目的。
10、为了能够将刀片与水平段定位连接,本发明采用所述水平段顶部设置有限位凸起;所述刀片底部设置有与所述限位凸起配合的限位凹槽;
11、限位凸起与限位凹槽的配合能够将刀片与水平段定位连接,进而将刀片与底托定位连接。
12、为了说明膨胀组件,本发明采用膨胀组件包括:变径涨胎,其置于所述刀柄中心处的凹槽内,其外壁与所述切削组件相抵;压紧块,其置于在所述变径涨胎中心处;压紧螺钉,其与所述凹槽底部中心处的螺纹孔连接,其将所述变径涨胎、压紧块固定在所述凹槽内;当转动所述压紧螺钉时,带动所述压紧块下降,进而带动所述变径涨胎外扩,从而带动所述切削组件径向向外移动进行微调;
13、刀柄中心处且位于凹槽内从内到外依次设置有压紧螺钉、压紧块、变径涨胎,凹槽底部设置有螺纹孔,压紧螺栓与螺纹孔连接,转动压紧螺栓时,压紧螺栓向下移动带动压紧件同步向下移动,进而带动变径涨胎向外膨胀,变径涨胎与多个切削组件相抵,带动切削组件同步向外运动进行微调;
14、需要注意的是,初始状态下的变径涨胎与凹槽内壁之间具有间隙,从而能够满足变径涨胎的膨胀空间。
15、如何实现压紧螺栓转动带动压紧件向下运动,进而带动变径涨胎向外膨胀,本发明采用变径涨胎内壁与所述压紧块的外壁为楔形面配合;所述压紧螺钉置于所述压紧块的沉头孔内;
16、在本方案中,压紧螺钉的头部置于沉头孔内,压紧螺栓转动向下运动,带动压紧件向下运动;压紧件的外壁为从下至下渐窄的圆台结构,变径涨胎的内壁为从下至下渐宽的圆台结构,两者通过楔形面配合,将压紧螺钉的向下运动转为变径涨胎向外膨胀的运动。
17、如何能够防止变径涨胎在膨胀时的自转,本发明采用所述变径涨胎外壁有与所述切削组件限位相抵的刀位缺口;所述变径涨胎底部设置有与所述凹槽底壁限位配合的限位槽;
18、刀位缺口与底托侧边相抵,限位槽与凹槽底部的凸起配合,这样便能够限制变径涨胎在膨胀时的自转。
19、为了说明锁紧组件组件的具体结构,本发明采用所述锁紧组件组件包括:顶紧孔,其沿所述刀柄端面斜向下开设;顶丝,其与所述顶紧孔螺纹连接,当转动所述顶丝时,其端部与所述切削组件相抵,限制所述切削组件的移动;
20、顶紧孔斜向下开设,顶丝穿过顶紧孔与刀片相抵,将刀片定位在径向槽内。为了说明变径涨胎的具体结构,本发明采用所述变径涨胎为环形结构,其顶部向下以及底部向上开设有调节槽;
21、这样在变径涨胎外扩时,调节槽的间隙发生变化,实现整体变径涨胎的外扩形变。
22、压紧块内孔上部安装有开口卡环,开口卡环的作用能够防止螺钉脱落,拆卸时也便于将压紧块带出。
23、本发明的有益效果:本发明是变径水纹线加工刀具,刀柄通过外接的转动机构实现自转,刀柄端面顶部等分设置有多个切削组件;膨胀组件用于调整对应切削组件带刀柄圆心处的距离,即能够通过膨胀组件将多个切削组件进行同步外扩或内缩,使得切削组件内的刀片始终处于同一圆中;当完成多个切削组件的调整后通过锁紧组件将切削组件与刀柄固定;切削组件与需要加工的阀门端面相抵,实现了对阀门端面水纹线的快速加工。
技术特征:
1.变径水纹线加工刀具,其特征在于,包括:
2.根据权利要求1所述的变径水纹线加工刀具,其特征在于,所述切削组件包括:
3.权利要求2所述的变径水纹线加工刀具,其特征在于,所述底托为l型结构,其包括:
4.权利要求3所述的变径水纹线加工刀具,其特征在于,所述水平段顶部设置有限位凸起;
5.根据权利要求1所述的变径水纹线加工刀具,其特征在于,所述膨胀组件包括:
6.根据权利要求5所述的变径水纹线加工刀具,其特征在于,所述变径涨胎内壁与所述压紧块的外壁为楔形面配合;
7.根据权利要求5所述的变径水纹线加工刀具,其特征在于,所述变径涨胎外壁有与所述切削组件限位相抵的刀位缺口;
8.根据权利要求1所述的变径水纹线加工刀具,其特征在于,所述锁紧组件组件包括:
9.根据权利要求5所述的变径水纹线加工刀具,其特征在于,所述变径涨胎为环形结构,其顶部向下以及底部向上开设有调节槽。
10.根据权利要求5所述的变径水纹线加工刀具,其特征在于,所述压紧螺钉、压紧块之间设置有开口卡环。
技术总结
本发明是变径水纹线加工刀具,包括:刀柄;若干切削组件,其等分设置在所述刀柄径向处;膨胀组件,其设置在所述刀柄中心处,并与所述切削组件相抵;锁紧组件,其将所述切削组件与所述刀柄固定连接;刀柄通过外接的转动机构实现自转,刀柄端面顶部等分设置有多个切削组件;膨胀组件用于调整对应切削组件带刀柄圆心处的距离,即能够通过膨胀组件将多个切削组件进行同步外扩或内缩,使得切削组件内的刀片始终处于同一圆中;当完成多个切削组件的调整后通过锁紧组件将切削组件与刀柄固定;切削组件与需要加工的阀门端面相抵,实现了对阀门端面水纹线的快速加工。
技术研发人员:李军,徐喜龙,张振,张明明,田世林
受保护的技术使用者:吴忠仪表有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!