一种电机转轴及轴承自动安装系统的制作方法
本技术涉及电机生产加工的,尤其是涉及一种电机转轴及轴承自动安装系统。
背景技术:
1、目前,电机是指依据电磁感应定律实现电能转换或传递的一种电磁装置,现有的电机在生产加工过程中,会在电机壳内先预安装轴承,再将将安装好的电机壳进行后续的工序。
2、相关技术中设计的电机轴承安装装置,大多包括工作台和设置在工作台上的支架,支架上设置有冲压机,冲压机的活塞杆连接冲压块;安装时,通过将电机盖布置在工作台上,将轴承连接在冲压块上,通过冲压机带动冲压块伸长以将轴承冲压卡接固定在电机盖上的安装孔内。
3、针对上述中的相关技术,安装时需要人工对电机盖和轴承预先进行定位安装,同时只能完成对轴承的安装,后续还需要在轴承内安装转轴,工作耗费的劳动力较大,工作效率低下,因此有待改善。
技术实现思路
1、本技术的目的是提供一种电机转轴及轴承自动安装系统,其具有自动将电机的转轴和轴承安装在电机盖上,减少人为劳动力,提高电机加工效率的优势。
2、本技术提供的一种电机转轴及轴承自动安装系统采用如下的技术方案:
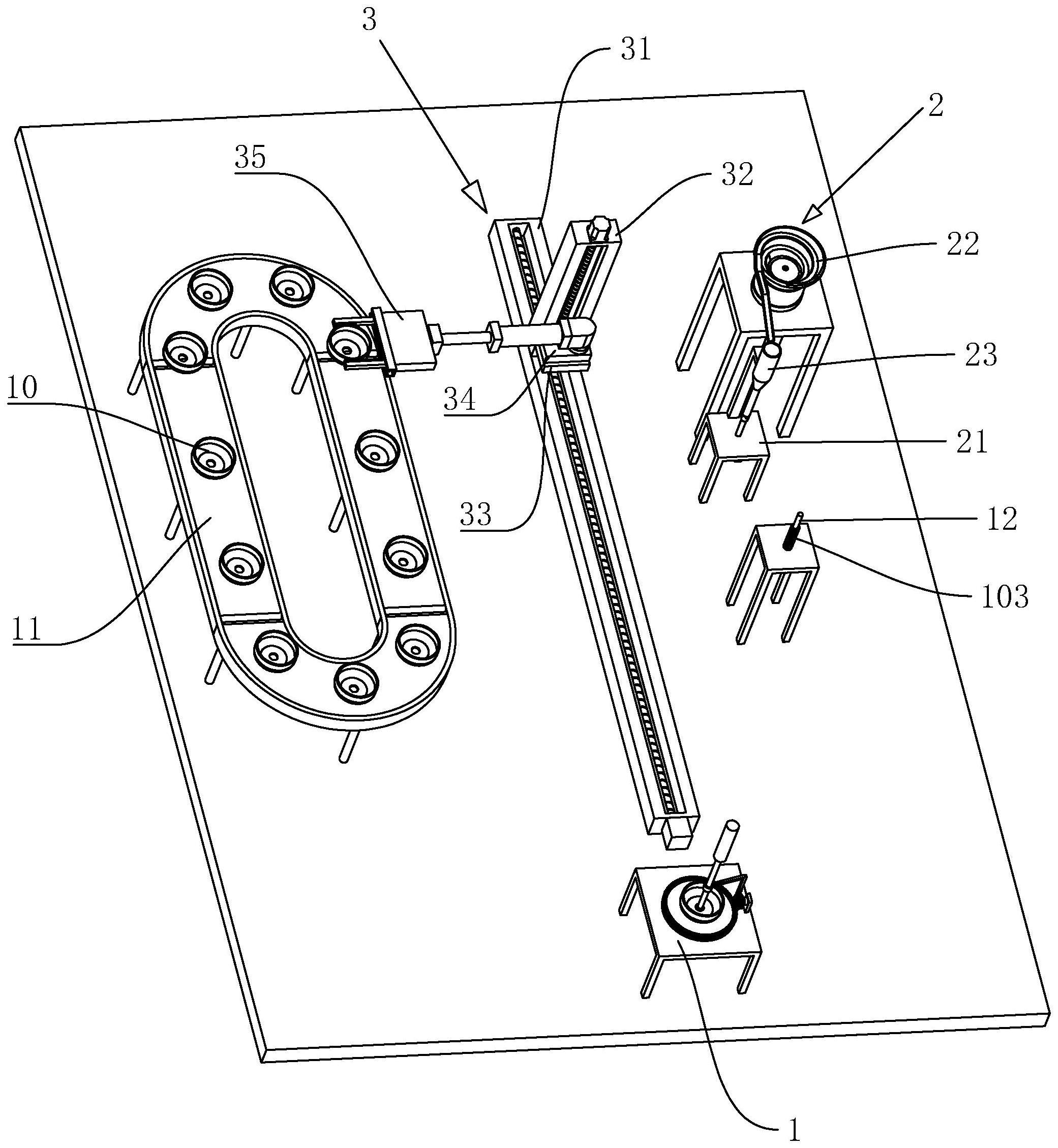
3、一种电机转轴及轴承自动安装系统,包括工作台,所述工作台的一侧设置有环形输送机、转轴输送组件和排列杆,所述环形输送机用于输送电机壳,所述转轴输送组件用于输送电机转轴并使电机转轴竖直排列,所述排列杆用于供轴承套设;所述工作台的一侧还设置有抓取组件,所述抓取组件用于抓取电机壳、转轴或轴承,所述工作台上设置有定位杆,所述定位杆与工作台之间活动连接,所述工作台的底壁设置有弹性件,所述弹性件用于驱动定位杆向工作台上方滑移;所述工作台上还设置有支架,所述支架上设置有液压缸,所述液压缸的活塞杆连接冲压块,所述冲压块的底壁开设有供转轴插设的连接孔,所述连接孔内设置有用于吸附转轴的吸附件。
4、通过采用上述技术方案,系统工作时,环形输送机输送电机壳,抓取组件先抓取电机壳,并将电机壳沿竖直方向套设在工作台上的定位杆上,此时定位杆会贯穿电机壳上的安装孔,定位杆下宽上窄,定位杆可以对电机壳定位,避免电机壳在工作台上滑移;然后,抓取组件抓取排列杆上的轴承,抓取组件竖直移动使抓取的轴承与排列杆相互脱离,并且抓取组件将轴承套设在定位杆上,此时轴承无法卡接进电机壳上的安装孔内;然后抓取组件再抓取转轴输送组件输送过来的转轴,将转轴沿竖直方向插设至冲压块上的连接孔内,并且连接孔内的吸附件对转轴吸附固定,最后液压缸工作,液压缸带动冲压块下降,连接孔内的转轴会与定位杆相抵,定位杆逐渐下降后转轴会贯穿轴承和电机壳上的安装孔,直到冲压块与轴承相抵,将轴承压紧卡接在电机壳上的安装孔内,从而完成对电机壳上转轴和轴承的一次性安装,安装完成后抓取组件将电机壳抓取走,而在弹性件的作用力下定位杆向工作台上方滑移复位,以方便下一个电机壳的安装定位,整个过程无需人为操作,自动化程度高,大大提高了工作效率。
5、可选的,所述转轴输送组件包括安装板、振动盘和排列管,所述振动盘和排列管均设置在安装板上,所述排列管与振动盘的出料口相互连接,所述排列管的底端与安装板之间存在间隙,所述排列管的底端设置有缺口,所述缺口处转动设置有限位块,所述限位块与缺口内壁的转动连接处设置有扭簧。
6、通过采用上述技术方案,大量转轴被放置在振动盘内,在振动盘的振动下转轴依次落入排列管内,由于排列管沿竖直方向设置,转轴与排列管内壁贴合,从而转轴可以依次在排列管内沿竖直排列,并且最下方的转轴会与安装架表面相抵,而扭簧驱使限位板与转轴侧壁相抵对转轴限位,需要对转轴抓取时,抓取组件伸入排列管和安装架之间并抓取位于最下方的转轴,抓取组件移动转轴,使转轴通过缺口与排列管相互脱离,扭簧再驱使限位块复位对下一个转轴限位,将转轴依次沿竖直方向排列,方便抓取组件对转轴抓取。
7、可选的,所述抓取组件包括水平滑台、竖直滑台、滑块、旋转气缸和夹具,所述竖直滑台滑移设置在水平滑台上,所述滑块滑移设置在竖直滑台上,所述旋转气缸设置在滑块上,所述夹具设置在旋转气缸的驱动轴上。
8、通过采用上述技术方案,水平滑台可以带动竖直滑台在水平方向上滑移,竖直滑台可以带动滑块沿竖直方向滑移,旋转气缸可以带动夹具旋转,从而方便夹具夹持电机壳、转轴或轴承,并将电机壳和轴承套设在定位杆上,将转轴插设至连接孔内,控制方便快捷,同时控制精度高,有利于提高工作效率和加工精度。
9、可选的,所述弹性件包括安装杆、抵接弹簧和导向杆,所述安装杆设置在工作台的底壁上,所述安装杆顶端开设有安装槽,所述定位杆贯穿工作台伸入安装槽内,所述导向杆固定设置在安装槽的底壁上,所述定位杆滑移设置在导向杆上,所述抵接弹簧套设在导向杆上,所述抵接弹簧的一端与安装槽底壁相抵,所述抵接弹簧的另一端与定位杆底壁相抵。
10、通过采用上述技术方案,在安装轴承与转轴时,液压缸带动转轴与定位杆相抵,定位杆受力向安装槽内滑移,此时抵接弹簧收缩,直到转轴完全贯穿电机壳和转轴时,定位杆完全与电机壳相互脱离,利用冲压块将轴承压紧卡接在电机壳上的安装孔内;完成安装后,抓取组件取走电机壳,抵接弹簧与定位杆相抵,定位杆受导向杆的导向向工作台上方滑移,快速将定位杆定位,方便利用定位杆对电机壳安装定位。
11、可选的,所述安装杆包括安装筒和抵接盘,所述安装筒设置在工作台的底壁上,所述抵接盘设置在安装筒的底壁上并与安装筒之间螺纹连接,所述导向杆固定设置在抵接盘上。
12、通过采用上述技术方案,转动抵接盘,将抵接盘与安装筒相互脱离,可以将抵接弹簧从安装槽内拆卸,对抵接弹簧进行定期更换,有利于延长抵接弹簧的使用寿命。
13、可选的,所述工作台上转动设置有旋转盘,所述定位杆贯穿旋转盘和工作台与弹性件相互连接;所述冲压块与旋转盘之间设置有联动组件,所述联动组件用于在冲压块下降到一定高度时带动旋转盘转动。
14、通过采用上述技术方案,当电机壳套在定位杆上时,定位杆对电机壳定位,当液压缸带动冲压块上的转轴贯穿电机壳和转轴后,冲压块继续滑移,冲压块会与转轴上的轴承相抵,此时联动组件带动旋转盘转动,从而旋转盘上的电机壳会产生一定的旋转,有利于冲压块与轴承相抵将轴承压紧卡紧在电机壳上的安装孔内,通过联动组件使压紧轴承时电机壳能够产生一定的角度旋转,有利于提高轴承压紧的成功率,减少压装时损坏的情况。
15、可选的,所述联动组件包括传动锥齿轮、主动锥齿轮、齿轮和齿条,所述传动锥齿轮设置在旋转盘上,所述主动锥齿轮转动设置在工作台上并与传动锥齿轮相互啮合,所述齿轮设置在主动锥齿轮的端壁上,所述齿条与冲压块相互连接,所述齿条可与齿轮相互啮合。
16、通过采用上述技术方案,当冲压块下降到与转轴上的轴承相互接触时,此时齿条会刚好与齿轮啮合,冲压块继续下降一定高度时,齿条带动齿轮转动,进而带动主动锥齿轮转动,主动锥齿轮与传动锥齿轮相抵,进而带动传动锥齿轮和旋转盘转动,控制快捷,同时实现成本低。
17、可选的,所述定位杆的顶端开设有定位槽。
18、通过采用上述技术方案,当将冲压块上连接孔内的转轴与定位杆相抵时,转轴一端的弧形面可以与定位槽内壁相抵,提高转轴与定位杆相抵滑移时的稳定性。
19、综上所述,本技术包括以下至少一种有益技术效果:
20、1.通过设置工作台、环形输送机、转轴输送组件、排列杆、抓取组件、定位杆、弹性件、支架、液压缸、冲压块、连接孔和吸附件,可以一次性将转轴和轴承与电机壳之间进行安装,整个过程无需人为操作,自动化程度高,大大提高了工作效率;
21、2.通过设置水平滑台、竖直滑台、滑块、旋转气缸和夹具,水平滑台可以带动竖直滑台在水平方向上滑移,竖直滑台可以带动滑块沿竖直方向滑移,旋转气缸可以带动夹具旋转,从而方便夹具夹持电机壳、转轴或轴承,并将电机壳和轴承套设在定位杆上,将转轴插设至连接孔内,控制方便快捷,同时控制精度高,有利于提高工作效率和加工精度;
22、3.通过设置旋转盘和联动组件,当液压缸带动冲压块上的转轴贯穿电机壳和转轴后,冲压块继续滑移,冲压块会与转轴上的轴承相抵,此时联动组件带动旋转盘转动,从而旋转盘上的电机壳会产生一定的旋转,有利于冲压块与轴承相抵将轴承压紧卡紧在电机壳上的安装孔内,提高轴承压紧的成功率,减少压装时损坏的情况。
- 还没有人留言评论。精彩留言会获得点赞!