一种自动卷料激光焊接装置的制作方法
本发明涉及激光焊接设备,特别涉及一种自动卷料激光焊接装置。
背景技术:
1、目前,激光板材加工领域多为单一设备独立工作,且激光板材加工领域所用的原材料一般为卷料,所以其需要开卷机、校平机、切割机、折弯机等多个设备连续加工后才能得到最终的成品。但在该种生产方式中,由于其缺乏连续的自动化工序,生产过程中需要人工将板材搬运到不同的设备上进行加工,从而使得整个生产过程的加工时间变长、加工效率降低,且板材的加工精度误差会增大。
2、可见,现有技术还有待改进和提高。
技术实现思路
1、鉴于上述现有技术的不足之处,本发明的目的在于提供一种自动卷料激光焊接装置,用于解决现有技术中激光焊接加工时间过长、效率过低的问题。
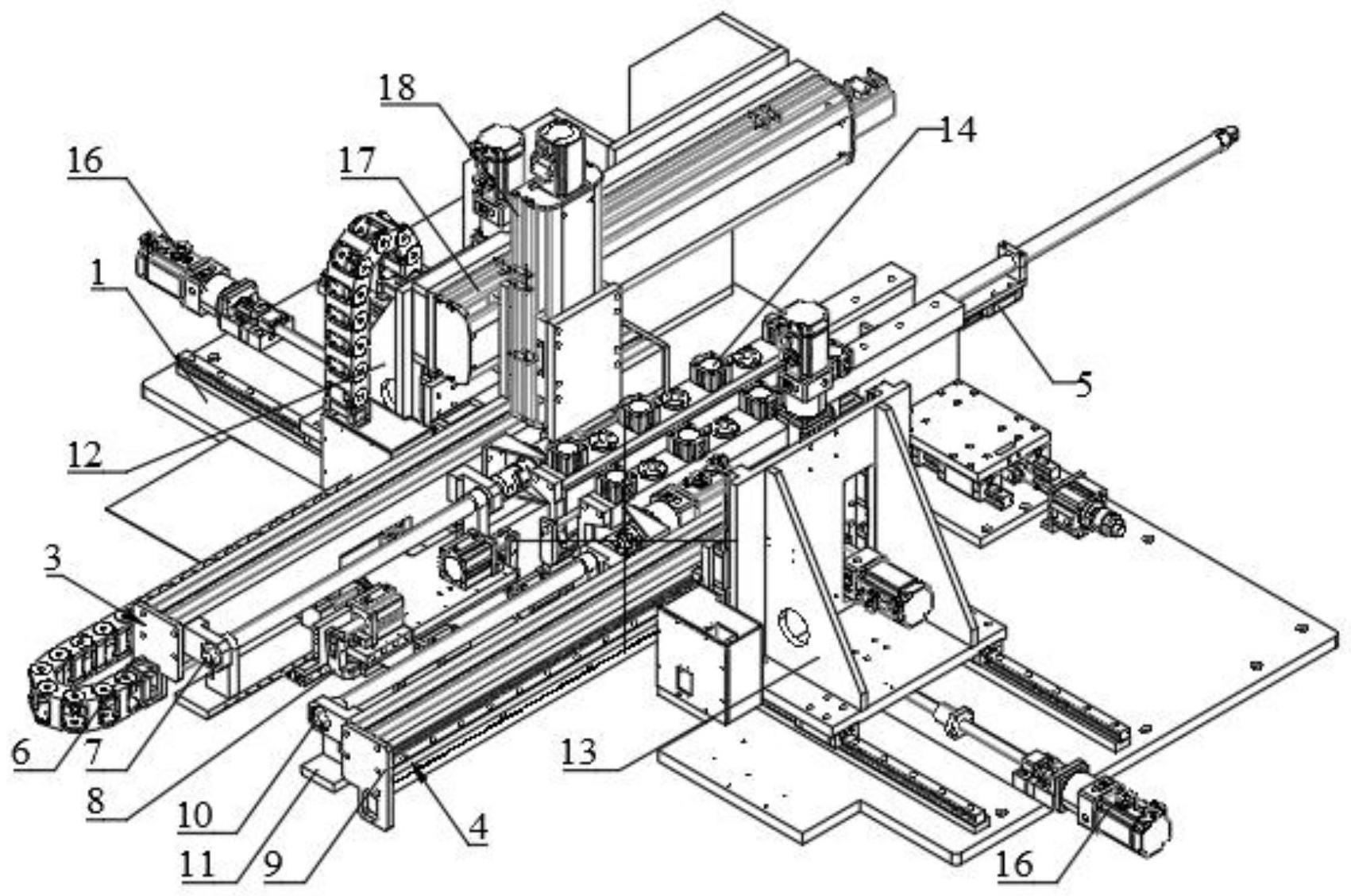
2、为了达到上述目的,本发明采取了以下技术方案:一种自动卷料激光焊接装置,包括用于焊接板材的焊接工作台以及设置在所述焊接工作台中心线上的公共焊接线,所述焊接工作台上连续设置有卷材工位和焊接工位,还包括第一卷材机构、第二卷材机构和挡块,所述第一卷材机构和所述第二卷材机构关于所述公共焊接线对称设置于所述卷材工位上;
3、所述第一卷材机构包括第一安装架、第一转轴和第一夹爪,所述焊接工作台上沿所述公共焊接线可滑动设置有所述第一安装架,所述第一安装架的内侧可转动设置有所述第一转轴,所述第一转轴上固定设置有所述第一夹爪,所述第一夹爪夹持于所述板材的另一侧;
4、所述第二卷材机构包括第二安装架、第二转轴和第二夹爪,所述焊接工作台上沿所述公共焊接线可滑动设置有所述第二安装架,所述第二安装架的内侧可转动设置有所述第二转轴,所述第二转轴上固定设置有所述第二夹爪,所述第二夹爪夹持于所述板材的另一侧;
5、所述公共焊接线上可滑动设置有所述挡块,所述挡块位于所述焊接工位上。
6、于本发明的一实施例中,所述第一卷材机构和所述第二卷材机构分设于所述公共焊接线的左右两侧,所述第一转轴设于所述第一安装架靠近所述公共焊接线的一侧,所述第二转轴设于所述第二安装架靠近所述公共焊接线的一侧。
7、上述实施例的有益效果在于:第一夹爪和第二夹爪分别沿第一转轴和第二转轴转动,使得板材的焊接点向公共焊接线靠拢,方便后续的焊接加工。
8、于本发明的一实施例中,还包括分设于所述公共焊接线两侧的第一定位机构和第二定位机构,所述第一定位机构和所述第二定位机构均垂直所述公共焊接线可活动设于所述焊接工作台上,所述第一定位机构上活动设置有所述第一卷材机构,所述第二定位机构上活动设置有所述第二卷材机构。
9、上述实施例的有益效果在于:垂直公共焊接线活动的第一定位机构和第二定位机构能够调节板材两端与公共焊接线之间的间距,保证板材焊接的达到标准的一致性。
10、于本发明的一实施例中,所述挡块位于所述第一定位机构与所述第二定位机构之间。
11、上述实施例的有益效果在于:第一定位机构和第二定位机构以挡块的阻挡限位为参考基准,具有较高的对准精度。
12、于本发明的一实施例中,还包括设于所述焊接工作台上的激光焊接机构,所述激光焊接机构位于所述挡块的正上方。
13、于本发明的一实施例中,还包括水平安装臂和垂直安装臂,所述焊接工作台上安装有所述水平安装臂,所述垂直安装臂可前后滑动设于所述水平安装臂上,所述激光焊接机构可升降设于所述垂直安装臂上。
14、上述实施例的有益效果在于:水平安装臂可以相对垂直安装臂活动,方便激光焊接机构在焊接工作台上自由移动位置,此外固定的滑动轨道保证了焊接过程中的激光焊接机构平稳按照线路进行运动。
15、于本发明的一实施例中,还包括第一驱动件和第二驱动件,所述第一驱动件用于驱动所述第一转轴和第二转轴转动,所述第二驱动件用于驱动所述第一定位机构和第二定位机构移动。
16、于本发明的一实施例中,所述第一驱动件为伺服电机,所述第二驱动件为气缸。
17、上述实施例的有益效果在于:伺服电机具有速度可控,位置精度准确的产品优势;而气缸在轴线方向上的输出具有较高的稳定性。
18、于本发明的一实施例中,所述第一定位机构和所述第二定位机构上分别设置有红外传感器,所述红外传感器朝向所述板材设置。
19、上述实施例的有益效果在于:通过红外传感器对板材的位置进行检测,可以有效提高板材对齐的平整度,消除误差。
20、于本发明的一实施例中,所述第一转轴和所述第二转轴转动角度的取值范围分别为0-180°。
21、如上所述,本发明的自动卷料激光焊接装置,具有以下有益效果:第一夹爪和第二夹爪分别夹持在板材的相对两侧,第一转轴和第二转轴分别带动第一夹爪和第二夹爪,使其转过一定角度后实现板材的弯折和收卷,继而由第一卷材机构和第二卷材机构将板材移动至焊接工位上,在挡块的阻挡限位作用下进行精准焊接,整个过程中不容易产生错位,能够避免出现焊接不均匀以及焊接错位的问题,并且保证较高的焊接加工效率以及产品的焊接质量。
技术特征:
1.一种自动卷料激光焊接装置,包括用于焊接板材的焊接工作台以及设置在所述焊接工作台中心线上的公共焊接线,所述焊接工作台上连续设置有卷材工位和焊接工位,其特征在于,还包括第一卷材机构、第二卷材机构和挡块,所述第一卷材机构和所述第二卷材机构关于所述公共焊接线对称设置于所述卷材工位上;
2.根据权利要求1所述的自动卷料激光焊接装置,其特征在于,所述第一卷材机构和所述第二卷材机构分设于所述公共焊接线的左右两侧,所述第一转轴设于所述第一安装架靠近所述公共焊接线的一侧,所述第二转轴设于所述第二安装架靠近所述公共焊接线的一侧。
3.根据权利要求1所述的自动卷料激光焊接装置,其特征在于,还包括分设于所述公共焊接线两侧的第一定位机构和第二定位机构,所述第一定位机构和所述第二定位机构均垂直所述公共焊接线可活动设于所述焊接工作台上,所述第一定位机构上活动设置有所述第一卷材机构,所述第二定位机构上活动设置有所述第二卷材机构。
4.根据权利要求3所述的自动卷料激光焊接装置,其特征在于,所述挡块位于所述第一定位机构与所述第二定位机构之间。
5.根据权利要求4所述的自动卷料激光焊接装置,其特征在于,还包括设于所述焊接工作台上的激光焊接机构,所述激光焊接机构位于所述挡块的正上方。
6.根据权利要求5所述的自动卷料激光焊接装置,其特征在于,还包括水平安装臂和垂直安装臂,所述焊接工作台上安装有所述水平安装臂,所述垂直安装臂可前后滑动设于所述水平安装臂上,所述激光焊接机构可升降设于所述垂直安装臂上。
7.根据权利要求3所述的自动卷料激光焊接装置,其特征在于,还包括第一驱动件和第二驱动件,所述第一驱动件用于驱动所述第一转轴和第二转轴转动,所述第二驱动件用于驱动所述第一定位机构和第二定位机构移动。
8.根据权利要求7所述的自动卷料激光焊接装置,其特征在于,所述第一驱动件为伺服电机,所述第二驱动件为气缸。
9.根据权利要求7所述的自动卷料激光焊接装置,其特征在于,所述第一定位机构和所述第二定位机构上分别设置有红外传感器,所述红外传感器朝向所述板材设置。
10.根据权利要求1所述的自动卷料激光焊接装置,其特征在于,所述第一转轴和所述第二转轴转动角度的取值范围分别为0-180°。
技术总结
本发明公开了一种自动卷料激光焊接装置,包括焊接工作台、公共焊接线、第一卷材机构、第二卷材机构和挡块,焊接工作台上连续设置有卷材工位和焊接工位,第一卷材机构和第二卷材机构关于公共焊接线对称设置于卷材工位上;公共焊接线上设置有挡块,挡块位于所述焊接工位上。第一夹爪和第二夹爪分别夹持在板材的相对两侧,第一转轴和第二转轴分别带动第一夹爪和第二夹爪,使其转过一定角度后实现板材的弯折和收卷,继而由第一卷材机构和第二卷材机构将板材移动至焊接工位上,在挡块的阻挡限位作用下进行精准焊接,整个过程中不容易产生错位,能够避免出现焊接不均匀以及焊接错位的问题,并且保证较高的焊接加工效率以及产品的焊接质量。
技术研发人员:王恒
受保护的技术使用者:佛山市智焱激光科技有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!