航空发动机尾喷管狭窄深腔电阻点焊方法及工具与流程
本发明属于航空发动机焊接,特别是流道两侧薄板与流道中间支撑隔板的电阻点焊焊接方法和工具,主要适用于发动机尾喷管组件的外罩、支撑隔板及流道内侧薄板形成的狭窄环腔深处的电阻点焊。
背景技术:
1、如图1所示是一种航空发动机的尾喷管组件,尾喷管组件呈双层薄壁筒形结构,由尾喷管流道焊接组件1、外罩2与支撑隔板3采用电阻点焊焊接连接而成。电阻点焊焊接位置最远距离外罩端面距离a>300mm。尾喷管流道焊接组件与外罩形成的环腔口部尺寸小于40mm,中间的支撑隔板3高度尺寸h<40mm,支撑隔板3示意图见图2和图3,其厚度为δ,宽度为w。
2、焊接时,首先将尾喷管流道焊接组件1与支撑隔板3两侧长b、宽c的表面搭接、点焊,之后将支撑隔板3拱形位置长b、宽d的外表面与外罩2搭接点焊。
3、焊接过程中存在以下问题:外罩2与支撑隔板3装配焊接前,支撑隔板3已经与尾喷管流道焊接组件1完成焊接,外罩2与支撑隔板3装配焊接时,尾喷管组件外罩2、尾喷管流道焊接组件1之间形成了环形腔,点焊位置位于环腔深处,环腔出口尺寸小,空间狭窄,普通电阻焊电极无法伸入环腔深处,无法将电极伸入支撑隔板3拱形空间以支撑隔板3与外罩2进行点焊。如果使用专用电极,则会因为专用电极因支撑隔板3的长度过长,造成伸入环腔内的专用电极弯曲而不能焊接的情况。
技术实现思路
1、本发明的旨在提供一种航空发动机尾喷管狭窄深腔电阻点焊方法及工具,通过点焊工具,解决普通点焊电极无法伸入狭窄环腔中的难题。
2、本发明的实现原理是:点焊时,将垫块伸入狭窄环腔深处,使垫块、尾喷管流道焊接组件和下电极共同起着下电极的导电、支撑作用。
3、为了实现上述目的,本发明采用了以下技术方案:
4、航空发动机尾喷管狭窄深腔电阻点焊工具,包括,
5、垫块,所述垫块为导电材质,且垫块的电阻率小于支撑隔板的电阻率,垫块的高度不大于支撑隔板内表面到尾喷管流道焊接组件外表面的距离,垫块的截面面积小于支撑隔板的内腔截面面积;
6、连杆,所述连杆的一端与垫块可拆卸连接,连杆的另一端向着远离垫块的方向延伸。
7、进一步,所述垫块的表面开有螺纹孔,所述连杆为直线杆体,连杆的一端表面加工有外螺纹。
8、进一步,所述垫块的材质与点焊机上电极的材质相同。
9、航空发动机尾喷管狭窄深腔电阻点焊方法,所述航空发动机尾喷管包括尾喷管流道焊接组件和外罩构成的双层环形结构,尾喷管流道焊接组件和外罩之间通过支撑隔板连接,点焊方法采用权利要求所述的电阻点焊工具,且包括以下步骤:
10、步骤一,通过点焊完成尾喷管流道焊接组件和支撑隔板的连接;
11、步骤二,将外罩装配在尾喷管流道焊接组件和支撑隔板的外侧,外罩与支撑隔板的拱形外表面位置搭接,然后采用氩弧焊定位支撑隔板;
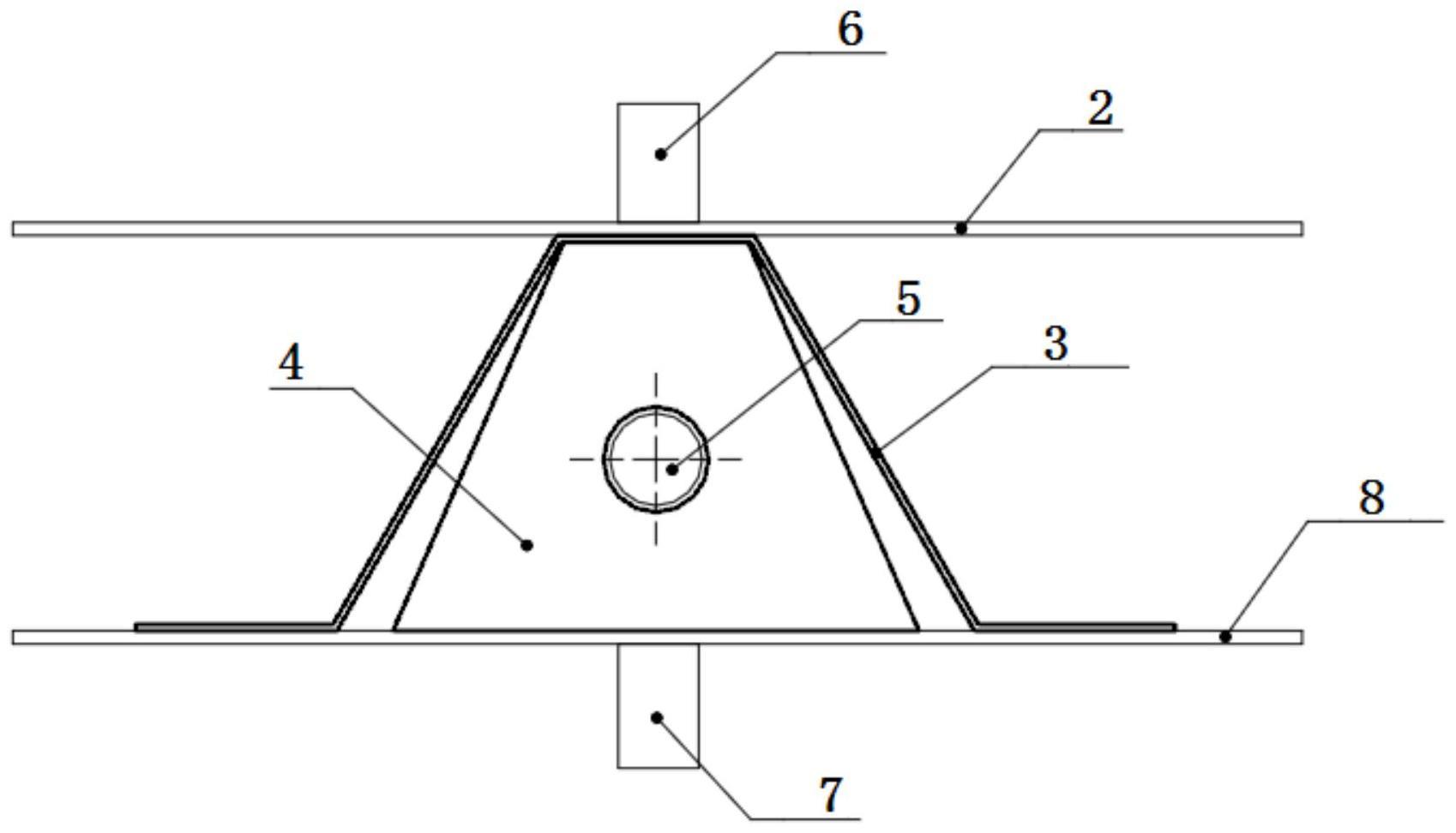
12、步骤三,将步骤二中完成装配和氩弧焊定位的尾喷管流道焊接组件、外罩以及支撑隔板整体放置到点焊机上,再将垫块伸入支撑隔板的拱形内腔中,使得垫块高度方向的上、下表面分别与支撑隔板内腔表面、尾喷管流道焊接组件表面紧贴;
13、步骤四,实施外罩与支撑隔板的点焊。
14、进一步,所述步骤三中,调整尾喷管流道焊接组件、外罩以及支撑隔板的位置,使得外罩外表面朝向点焊机的上电极,点焊机的下电极支撑着尾喷管流道焊接组件。
15、与现有技术相比,本发明提供的点焊工具和点焊方法解决了狭窄环腔深处电极无法伸入的难题,改变了传统思路中通过改变电极形状进行焊接的思路,另辟蹊径。点焊工具制造方便,使用方便,操作简单。连杆可根据实际情况调整形状尺寸,垫块也可根据隔板形状尺寸作出调整,扩大使用范围。
技术特征:
1.航空发动机尾喷管狭窄深腔电阻点焊工具,其特征在于:包括,
2.根据权利要求1所述的航空发动机尾喷管狭窄深腔电阻点焊工具,其特征在于:所述垫块(4)的表面开有螺纹孔,所述连杆(5)为直线杆体,连杆(5)的一端表面加工有外螺纹。
3.根据权利要求1所述的航空发动机尾喷管狭窄深腔电阻点焊工具,其特征在于:所述垫块(4)的材质与点焊机上电极的材质相同。
4.航空发动机尾喷管狭窄深腔电阻点焊方法,所述航空发动机尾喷管包括尾喷管流道焊接组件(1)和外罩(2)构成的双层环形结构,尾喷管流道焊接组件(1)和外罩(2)之间通过支撑隔板(3)连接,其特征在于:点焊方法采用权利要求1所述的电阻点焊工具,且包括以下步骤:
5.根据权利要求4所述的航空发动机尾喷管狭窄深腔电阻点焊方法,其特征在于:所述步骤三中,调整尾喷管流道焊接组件(1)、外罩(2)以及支撑隔板(3)的位置,使得外罩(2)外表面朝向点焊机的上电极(6),点焊机的下电极(7)支撑着尾喷管流道焊接组件(1)。
技术总结
本发明公开了一种航空发动机尾喷管狭窄深腔电阻点焊方法及工具,工具包括垫块和连杆,垫块为导电材质,且垫块的电阻率小于支撑隔板的电阻率,垫块的高度不大于支撑隔板内表面到尾喷管流道焊接组件外表面的距离,垫块的截面面积小于支撑隔板的内腔截面面积。焊接时,先点焊尾喷管流道焊接组件和支撑隔板,再将外罩装配在支撑隔板外侧,然后将工具伸入支撑隔板的内腔中,通过点焊机的上下电极将外罩、支撑隔板、垫块、尾喷管流道焊接组件压紧,最终实施点焊。本发明解决了普通点焊电极无法伸入狭窄环腔中的难题。
技术研发人员:陆柒安,张林嘉,于越华,陈昊,杨政武,王立会,王小飞
受保护的技术使用者:中国航发贵州黎阳航空动力有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!