一种磁铁座组件自动化装配设备的制作方法
本发明涉及磁铁座组件装配,尤其是涉及一种磁铁座组件自动化装配设备。
背景技术:
1、小型电器具,如美容产品、保健产品、医疗器械、玩具等的充电座一般采用磁铁座组件,磁铁座组件包括磁铁座和装配于磁铁座上的磁铁,目前的磁铁座组件装配、磁铁焊线工序均采用纯手工装配工艺。
2、本申请人发现现有技术至少存在以下技术问题:
3、1.磁铁与磁铁座的装配平整度得不到保证,时常出现高低不良造成返工的现象;
4、2.焊线品质得不到保证,存在虚焊、假焊的问题,且人工焊锡岗位对人体健康有害;
5、3.人工作业劳动强度高,生产效率低,用工成本高。
技术实现思路
1、本发明的目的在于提供一种磁铁座组件自动化装配设备,以解决现有技术中存在的磁铁座组件装配、磁铁焊线工序采用纯手工装配工艺,存在磁铁与磁铁座的装配平整度得不到保证,时常出现高低不良造成返工的现象、并且焊线品质得不到保证,存在虚焊、假焊的问题,且人工焊锡岗位对人体健康有害、以及人工作业劳动强度高,生产效率低,用工成本高的技术问题。本发明提供的诸多技术方案中的优选技术方案所能产生的诸多技术效果详见下文阐述。
2、为实现上述目的,本发明提供了以下技术方案:
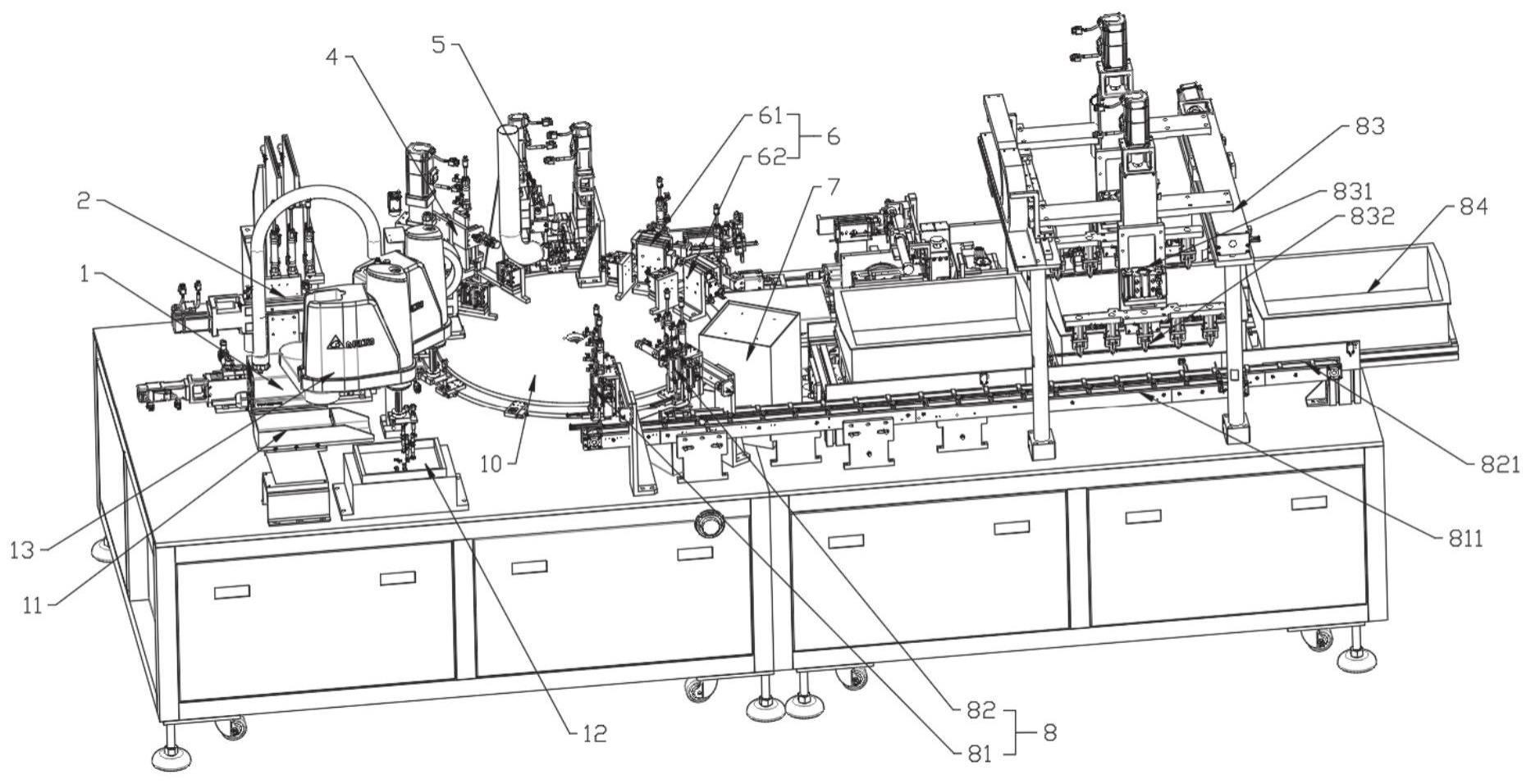
3、本发明提供的一种磁铁座组件自动化装配设备,包括装配平台、以及沿所述装配平台依次设置的磁铁座上料组件、磁铁上料组件、装配组件、焊线组件和下料组件,其中:
4、所述装配平台上依次设置多个工位,所述磁铁座上料组件、所述磁铁上料组件、所述装配组件、所述焊线组件和所述下料组件分别依次对应不同的工位设置,所述装配平台连接用于带动所述装配平台运动的动力装置,以使位于所述装配平台上的工件随着所述装配平台的运动移动至下一工位;
5、所述磁铁座上料组件用于上料磁铁座至所述装配平台;所述磁铁上料组件用于上料磁铁,并将所述磁铁预装配至所述磁铁座内;所述装配组件用于装配所述磁铁至所述磁铁座内,形成磁铁座组件;所述焊线组件对所述磁铁座组件进行焊线作业,所述下料组件下料所述磁铁座组件。
6、优选地,所述装配平台采用圆形结构,其中:
7、多个工位沿所述装配平台的周向均匀布置,每个所述工位上均设置定位治具;
8、所述动力装置设置于所述装配平台的底部,用于带动所述装配平台旋转。
9、优选地,还包括用于检测所述磁铁与所述磁铁座装配高度的第一检测组件,所述第一检测组件设置于所述装配组件与所述焊线组件之间,其中:
10、所述第一检测组件至少包括位置探测传感器。
11、优选地,还包括用于检测焊线牢固度的第二检测组件,所述第二检测组件设置于所述焊线组件和所述下料组件之间,其中:
12、所述第二检测组件包括第一检测机构和第二检测机构,所述第一检测机构与所述第二检测机构分别依次对应不同的工位,分别用于对两根焊线进行检测;
13、所述第一检测机构与所述第二检测机构均包括动力装置、与所述动力装置连接的夹爪、以及拉力传感器。
14、优选地,还包括清理组件,所述清理组件设置于所述第二检测组件与所述下料组件之间,其中:
15、所述清理组件包括隔音罩,所述隔音罩内设置吹气机构。
16、优选地,所述装配平台上至少包括一个备用工位。
17、优选地,所述下料组件包括良品下料机构和不良品下料机构,所述良品下料机构和所述不良品下料机构分别对应不同的工位,其中:
18、所述良品下料机构与所述不良品下料机构分别包括第一传送单元和第二传送单元,所述第一传送单元与所述第二传送单元平行设置;
19、所述第一传送单元、所述第二传送单元的上方设置移载单元,所述移载单元上设置伸缩臂,所述伸缩臂的底部设置夹爪。
20、优选地,所述磁铁座上料组件包括储料盘、振动盘、ccd视觉相机以及四轴机器人,其中:
21、所述振动盘设置于所述储料盘的出口处且位于所述储料盘的底部;
22、所述ccd视觉相机设置于所述四轴机器人上,所述四轴机器人用于选取所述磁铁座并将所选取的磁铁座移动至所述装配平台上。
23、优选地,所述焊线组件包括焊线制作单元、焊接单元和排烟单元,其中:
24、所述焊线制作单元用于制作电子线并将所述电子线输送至所述焊接单元处,所述焊接单元用于对所述装配平台上的所述磁铁座组件进行焊线作业,所述排烟单元设置于所述焊接单元的顶部,所述排烟单元至少包括排烟管道,用于在焊线的过程中排烟。
25、优选地,所述磁铁上料组件至少包括上料单元和抓取单元,其中:
26、所述上料单元包括磁铁方向检测装置;
27、所述抓取单元用于抓取磁铁至所述装配平台。
28、本发明提供的磁铁座组件自动化装配设备,通过设置装配平台,并沿装配平台依次设置的磁铁座上料组件、磁铁上料组件、装配组件、焊线组件和下料组件,工件随着装配平台的运动自动移动至下一工位进行相应的自动化装配工作,将现有技术手工装配、焊线等操作采用自动化组件替代,避免对人体健康造成的同时有助于提升产品装配的稳定性和产品质量,使产品装配一次合格率大幅度提高,有效的降低了企业的制造成本。
技术特征:
1.一种磁铁座组件自动化装配设备,其特征在于,包括装配平台、以及沿所述装配平台依次设置的磁铁座上料组件、磁铁上料组件、装配组件、焊线组件和下料组件,其中:
2.根据权利要求1所述的磁铁座组件自动化装配设备,其特征在于:所述装配平台采用圆形结构,其中:
3.根据权利要求1或2所述的磁铁座组件自动化装配设备,其特征在于:还包括用于检测所述磁铁与所述磁铁座装配高度的第一检测组件,所述第一检测组件设置于所述装配组件与所述焊线组件之间,其中:
4.根据权利要求1或2所述的磁铁座组件自动化装配设备,其特征在于:还包括用于检测焊线牢固度的第二检测组件,所述第二检测组件设置于所述焊线组件和所述下料组件之间,其中:
5.根据权利要求4所述的磁铁座组件自动化装配设备,其特征在于:还包括清理组件,所述清理组件设置于所述第二检测组件与所述下料组件之间,其中:
6.根据权利要求1或2所述的磁铁座组件自动化装配设备,其特征在于:所述装配平台上至少包括一个备用工位。
7.根据权利要求1或2所述的磁铁座组件自动化装配设备,其特征在于:所述下料组件包括良品下料机构和不良品下料机构,所述良品下料机构和所述不良品下料机构分别对应不同的工位,其中:
8.根据权利要求1或2所述的磁铁座组件自动化装配设备,其特征在于:所述磁铁座上料组件包括储料盘、振动盘、ccd视觉相机以及四轴机器人,其中:
9.根据权利要求1或2所述的磁铁座组件自动化装配设备,其特征在于:所述焊线组件包括焊线制作单元、焊接单元和排烟单元,其中:
10.根据权利要求1或2所述的磁铁座组件自动化装配设备,其特征在于:所述磁铁上料组件至少包括上料单元和抓取单元,其中:
技术总结
本发明提供了一种磁铁座组件自动化装配设备,涉及磁铁座组件装配技术领域,以解决现有的磁铁座组件装配、磁铁焊线工序手工装配,平整度、焊线品质稳定性差,且生产效率低的技术问题,该装置包括装配平台、以及沿所述装配平台依次设置的磁铁座上料组件、磁铁上料组件、装配组件、焊线组件和下料组件,装配平台上依次设置多个工位,磁铁座上料组件、磁铁上料组件、装配组件、焊线组件和下料组件分别依次对应不同的工位设置,装配平台连接用于带动装配平台运动的动力装置,以使位于装配平台上的工件随着装配平台的运动移动至下一工位,本发明用于替代手工装配、焊线等操作避免对人体健康造成的同时有助于提升产品装配的稳定性和产品质量。
技术研发人员:徐孝林,马文硕
受保护的技术使用者:宁海县集美特电器有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!