一种车门外板拉延模的门把手区域调试方法与流程
本发明涉及拉延模调试,尤其涉及一种车门外板拉延模的门把手区域调试方法。
背景技术:
1、汽车车门外板拉延模调试方法用于汽车覆盖件前后门的外板拉延工序。目前,常规的车门外板拉延模调试方法是根据首次出件的着色情况,先检查门把手区域的着色是否良好,若着色不佳,则对该区域的拉延模凸/凹模进行研配处理——钳工通常以0.01mm为一个基本单位,用风枪对拉延模凸/凹模对应的细微凹凸不平处进行打磨,再通过沙砖进行推光,从而使模具的着色得到改善,满足客户需求。
2、然而,在生产现场发现,门把手区域着色不佳不一定是由拉延模凸/凹模表面细微不平引起的。若直接在研配之初就对拉延模凸/凹模门把手区域的型面进行打磨并将着色研配到位,等到模具其它区域整体研配到位后,门把手区域着色反而变差,典型的面品缺陷就是门把手区域的凹陷问题。并且,由于外板件a面拉延模不允许补焊,因此在模具调试后期,此类面品缺陷就成了影响模具发运的首要问题,严重影响零件表面质量。
技术实现思路
1、本发明的目的是提供一种车门外板拉延模的门把手区域调试方法,该方法能避免出现模具型面缺量造成的不可逆影响,从而能保证消除门把手区域面品缺陷,提升零件表面品质,进而满足客户的满意度。
2、为实现上述目的,本发明提供一种车门外板拉延模的门把手区域调试方法,依次包括以下步骤:
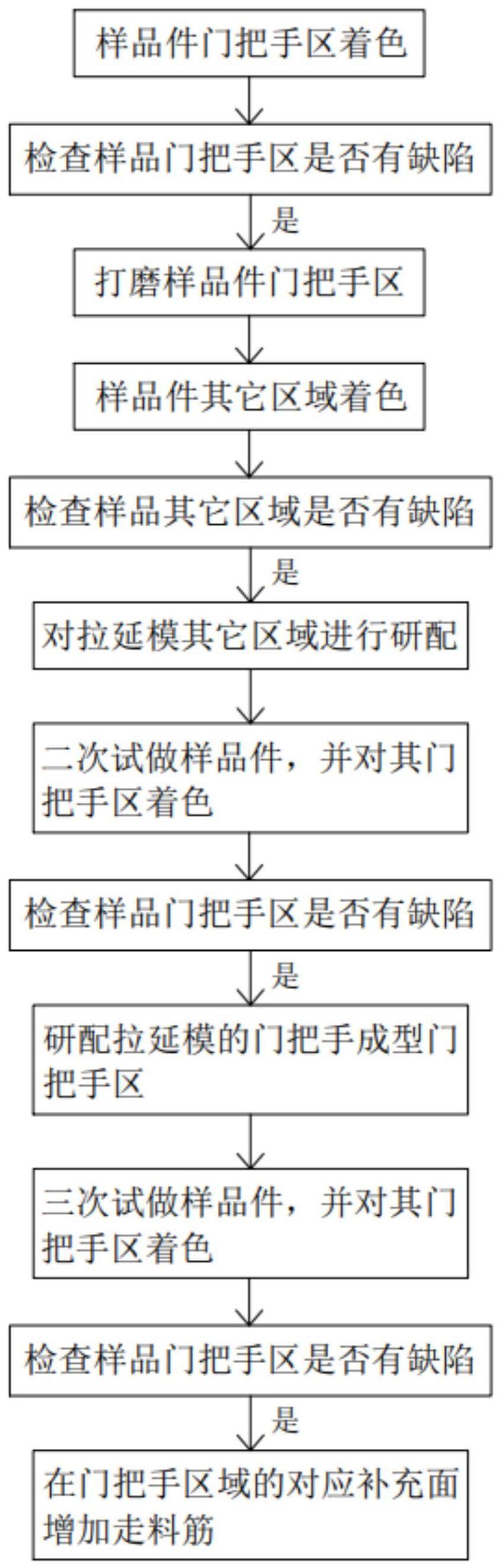
3、s1、采用未经研配的车门外板拉延模试做样品件,并在样品件的门把手区域进行兰油着色;
4、s2、检查样品件的门把手区域的着色是否均匀,若着色不均匀,则通过砂轮对样品件的门把手区域的缺陷进行打磨处理,消除样品件的门把手区域的缺陷;
5、s3、对样品件的其它域进行兰油着色,检查样品件的其它区域的着色是否均匀,若着色不均匀,则利用该样品件对拉延模其它区域进行研配,消除拉延模其它区域的缺陷;
6、s4、利用一次研配后的车门外板拉延模二次试做样品件,并在样品件的门把手区域进行兰油着色;
7、s5、检查二次试做的样品件的门把手区域的着色是否均匀,若着色不均匀,则利用二次试做的样品件对拉延模的门把手成型区进行研配,消除拉延模的门把手成型区的缺陷。
8、作为本发明的更进一步改进,在步骤s5之后,还依次包括以下步骤:
9、s6、利用二次研配后的车门外板拉延模再次试做样品件,并在样品件的门把手区域进行兰油着色;
10、s7、检查三次试做样品件的门把手区域的着色是否均匀,若着色不均匀,则在门把手区域的对应补充面增加走料筋,通过改变板料成型过程中的线长变化使板料材料流动,增加零件门把手区域的刚性,从而消除拉延模的门把手成型区的缺陷。
11、作为本发明的更进一步改进,所述走料筋为凸起高度3mm、半径2.5mm的半圆形凸起筋。
12、作为本发明的更进一步改进,在步骤s2、s3、s5以及s7中,检查试做样品件着色是否均匀时,若着色均匀,则还需通过打油石检验样品件的门把手区域的面品质量、曲率是否合格,若面品质量不合格,则通过打油石确定样品件的缺陷区域。
13、有益效果
14、与现有技术相比,本发明的一种车门外板拉延模的门把手区域调试方法的优点为:
15、该方法先打磨样品件的门把手区域而不是直接打磨拉延模的门把手成型区,在使样品件的门把手区域着色满足要求后,再去把拉延模其它区域研配到位,最后再返回来使用没有打磨过的二次试做的样品件来研配拉研模的门把手区域。通过该方法,能在排除拉延模其它区域研配可能对产品门把手区域产生影响的情况下,将拉延模的门把手成型区留在最后研配,从而避免模具型面缺量造成的不可逆影响,进而能消除面品缺陷,提升零件表面品质,从而满足客户的满意度。
16、通过以下的描述并结合附图,本发明将变得更加清晰,这些附图用于解释本发明的实施例。
技术特征:
1.一种车门外板拉延模的门把手区域调试方法,其特征在于,依次包括以下步骤:
2.根据权利要求1所述的车门外板拉延模的门把手区域调试方法,其特征在于,在步骤s5之后,还依次包括以下步骤:
3.根据权利要求2所述的车门外板拉延模的门把手区域调试方法,其特征在于,所述走料筋为凸起高度3mm、半径2.5mm的半圆形凸起筋。
4.根据权利要求2或3所述的车门外板拉延模的门把手区域调试方法,其特征在于,在步骤s2、s3、s5以及s7中,检查试做样品件着色是否均匀时,若着色均匀,则还需通过打油石检验样品件的门把手区域的面品质量、曲率是否合格,若面品质量不合格,则通过打油石确定样品件的缺陷区域。
技术总结
本发明公开了一种车门外板拉延模的门把手区域调试方法,涉及拉延模调试技术领域。主要用于解决现有的调试方法容易因模具型面缺量而出现不可逆缺陷的问题。其依次包括以下步骤:S1、试做样品件,并进行兰油着色;S2、着色不均匀,则通过砂轮对样品件的门把手区域的缺陷进行打磨处理;S3、对样品件的其它域进行兰油着色,若着色不均匀,则对拉延模其它区域进行研配;S4、二次试做样品件,并进行兰油着色;S5、若着色不均匀,则对拉延模的门把手成型区进行研配。本发明提供的一种车门外板拉延模的门把手区域调试方法,该方法能避免出现模具型面缺量造成的不可逆影响,从而能保证消除门把手区域面品缺陷,提升零件表面品质,进而满足客户的满意度。
技术研发人员:周雪峰,刘探,陈文锋,杨玉贵,胡建全,郑朝锋
受保护的技术使用者:四川成飞集成科技股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!