一种上钢控制方法、装置及上钢系统与流程
本发明涉及钢材生产,具体而言,涉及一种上钢控制方法、装置及上钢系统。
背景技术:
1、在高棒生产线上,钢材经过精轧机组轧制后,会通过冷却水箱冷却,最终由倍尺剪分段,送至冷床。在此过程中,一般是通过在冷却水箱入口和出口处设置传感器以确定钢材的位置以及测量钢材通过系统的长度。
2、然而,由于钢材在轧制过程中往往会产生钢坯尾部翘皮,可能会导致传感器的误检,进而使得控制系统产生逻辑混乱,造成堆钢等事故,十分不安全。
技术实现思路
1、本发明的目的包括,例如,提供了一种上钢控制方法、装置及上钢系统,其能够至少部分解决上述技术问题。
2、本发明的实施例可以这样实现:
3、第一方面,本发明实施例提供了一种上钢控制方法,应用于上钢系统中的控制器,所述上钢系统还包括精轧机组、冷却水箱以及第一钢材检测器,所述第一钢材检测器设置于所述精轧机组以及所述冷却水箱之间,所述第一钢材检测器以及所述精轧机组与所述控制器通信连接;所述方法包括:
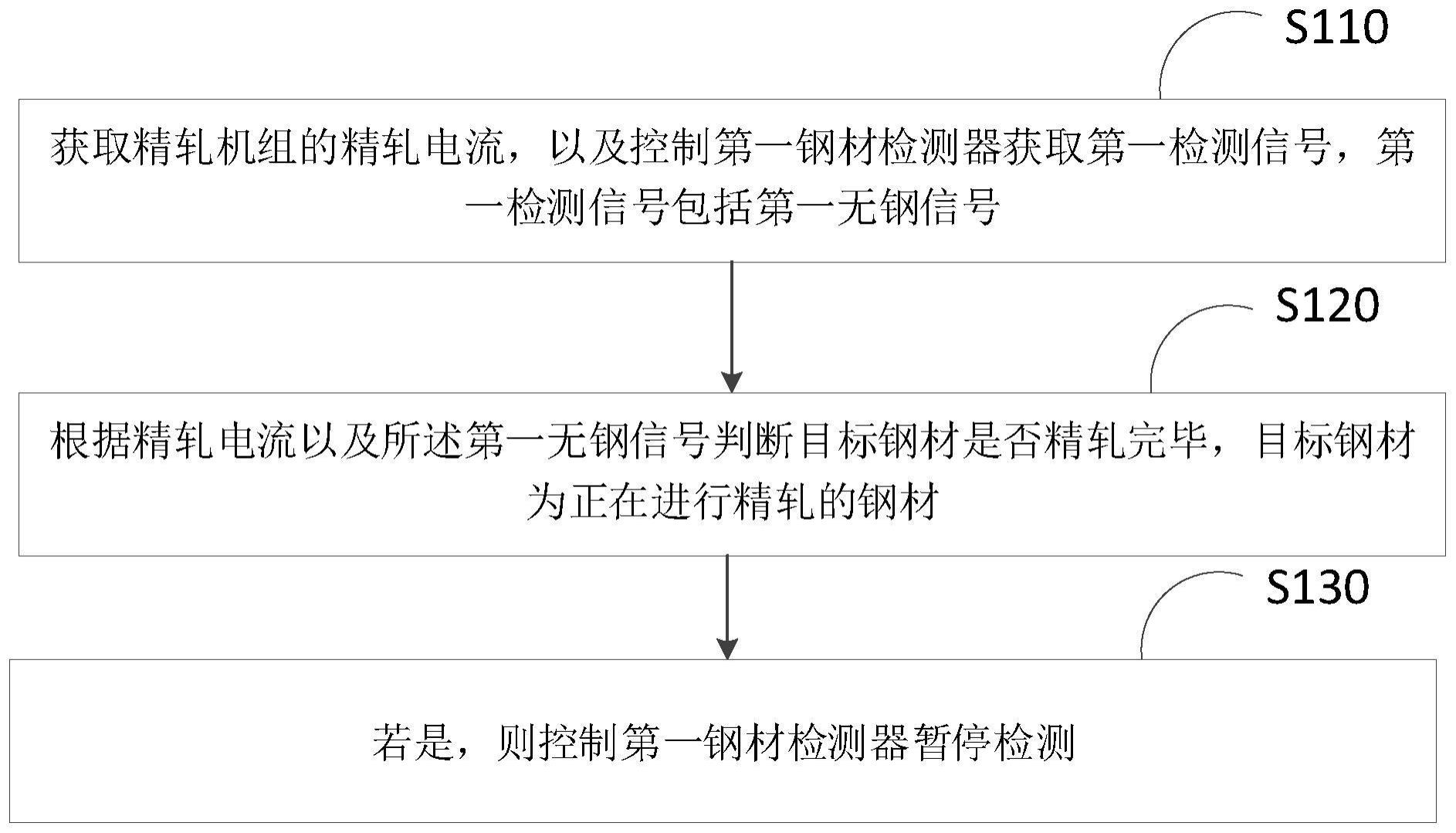
4、获取所述精轧机组的精轧电流,以及控制所述第一钢材检测器获取第一检测信号,所述第一检测信号包括第一无钢信号;
5、根据所述精轧电流以及所述第一无钢信号判断目标钢材是否精轧完毕,所述目标钢材为正在进行精轧的钢材;
6、若是,则控制所述第一钢材检测器暂停检测。
7、可选地,所述上钢系统还包括倍尺剪以及第二钢材检测器,所述第二钢材检测器设置于所述倍尺剪与所述冷却水箱之间,所述第二钢材检测器以及所述倍尺剪与所述控制器通信连接;所述方法还包括:
8、控制获取所述第二钢材检测器获取第二检测信号,所述第二检测信号包括第二无钢信号;
9、判断在获取到所述第一无钢信号后,经过第一预设时长是否获取到所述第二无钢信号。
10、若是,则在第二预设时长后,控制所述倍尺剪暂停剪切动作。
11、可选地,所述根据所述精轧电流以及所述第一无钢信号判断目标钢材是否精轧完毕,包括:
12、判断所述精轧电流是否低于预设电流;
13、若是,则继续判断在第三预设时长后是否获取到所述第一无钢信号;
14、若是,则判定所述目标钢材精轧完毕;若否,则判定所述目标钢材未精轧完毕。
15、可选地,在所述控制所述第一钢材检测器暂停检测之后,所述方法还包括:
16、实时监测所述精轧电流;
17、判断所述精轧电流是否高于所述预设电流;
18、若是,则控制所述第一钢材检测器重新启动。
19、可选地,在所述控制所述第一钢材检测器暂停检测之后,所述方法还包括:
20、判断所述第一钢材检测器暂停检测的时长是否达到第四预设时长;
21、若是,则控制所述第一钢材检测器重新启动。
22、可选地,所述第一检测信号还包括第一有钢信号,所述第二检测信号还包括第二有钢信号,在所述控制所述第一钢材检测器重新启动之后,所述方法还包括:
23、判断在检测到所述精轧电流高于所述预设电流之后,经过第五预设时长是否获取到所述第一有钢信号,并在检测到所述精轧电流高于所述预设电流之后,经过第六预设时长是否获取到所述第二有钢信号,其中,所述第五预设时长小于所述第六预设时长;
24、若在检测到所述精轧电流高于所述预设电流之后,经过所述第五预设时长获取到所述第一有钢信号,且在检测到所述精轧电流高于所述预设电流之后,经过所述第六预设时长获取到所述第二有钢信号,则控制所述倍尺剪恢复剪切。
25、可选地,所述第一钢材检测器以及所述第二钢材检测器均为红外热金属检测器。
26、第二方面,本发明实施例提供了一种上钢控制装置,应用于上钢系统中的控制器,所述上钢系统还包括精轧机组、冷却水箱以及第一钢材检测器,所述第一钢材检测器设置于所述精轧机组以及所述冷却水箱之间,所述第一钢材检测器以及所述精轧机组与所述控制器通信连接;所述上钢控制装置包括:
27、第一参数获取单元,用于获取所述精轧机组的精轧电流,以及控制所述第一钢材检测器获取第一检测信号,所述第一检测信号包括第一无钢信号;
28、第一判断单元,用于根据所述精轧电流以及所述第一无钢信号判断目标钢材是否精轧完毕,所述目标钢材为正在进行精轧的钢材;
29、第一钢材检测器控制单元,用于在所述目标钢材精轧完毕时,控制所述第一钢材检测器暂停检测。
30、可选地,所述上钢系统还包括倍尺剪以及第二钢材检测器,所述第二钢材检测器设置于所述倍尺剪与所述冷却水箱之间,所述第二钢材检测器以及所述倍尺剪与所述控制器通信连接;所述上钢控制装置还包括:
31、第二参数获取单元,用于控制获取所述第二钢材检测器获取第二检测信号,所述第二检测信号包括第二无钢信号;
32、第二判断单元,用于判断在获取到所述第一无钢信号后,经过第一预设时长是否获取到所述第二无钢信号。
33、倍尺剪控制单元,用于在获取到所述第一无钢信号后,经过所述第一预设时长获取到所述第二无钢信号时,在第二预设时长后,控制所述倍尺剪暂停剪切动作。
34、第三方面,本发明实施例提供了一种上钢系统,所述上钢系统包括控制器、精轧机组、冷却水箱以及第一钢材检测器,所述第一钢材检测器设置于所述精轧机组以及所述冷却水箱之间,所述第一钢材检测器以及所述精轧机组与所述控制器通信连接;
35、所述精轧机组,用于对目标钢材进行精轧处理;
36、所述冷却水箱,用于对经所述精轧机组精轧处理后的所述目标钢材进行冷却;
37、所述控制器,用于获取所述精轧机组的精轧电流,以及控制所述第一钢材检测器获取第一检测信号,所述第一检测信号包括第一无钢信号;根据所述精轧电流以及所述第一无钢信号判断所述目标钢材是否精轧完毕,所述目标钢材为正在进行精轧的钢材;若是,则控制所述第一钢材检测器暂停检测;
38、所述第一钢材检测器,用于获取所述第一检测信号。
39、第四方面,本发明实施例提供了一种计算机可读存储介质,所述计算机可读存储介质包括计算机程序,所述计算机程序运行时控制所述计算机可读存储介质所在服务器实现上述任一项所述方法的步骤。
40、本发明实施例的有益效果包括,例如:
41、通过在冷却水箱和精轧机组之间设置第一钢材检测器,当根据精轧电流和第一无钢信号判断为目标钢材精轧完毕时,控制第一钢材检测器暂停检测,使得上钢系统不会因为刚才产生的钢坯尾部翘皮而发生误检,提高了钢材检测的准确性,并增加了操作人员的安全性。
技术特征:
1.一种上钢控制方法,其特征在于,应用于上钢系统中的控制器,所述上钢系统还包括精轧机组、冷却水箱以及第一钢材检测器,所述第一钢材检测器设置于所述精轧机组以及所述冷却水箱之间,所述第一钢材检测器以及所述精轧机组与所述控制器通信连接;所述方法包括:
2.如权利要求1所述的上钢控制方法,其特征在于,所述上钢系统还包括倍尺剪以及第二钢材检测器,所述第二钢材检测器设置于所述倍尺剪与所述冷却水箱之间,所述第二钢材检测器以及所述倍尺剪与所述控制器通信连接;所述方法还包括:
3.如权利要求2所述的上钢控制方法,其特征在于,所述根据所述精轧电流以及所述第一无钢信号判断目标钢材是否精轧完毕,包括:
4.如权利要求3所述的上钢控制方法,其特征在于,在所述控制所述第一钢材检测器暂停检测之后,所述方法还包括:
5.如权利要求3所述的上钢控制方法,其特征在于,在所述控制所述第一钢材检测器暂停检测之后,所述方法还包括:
6.如权利要求4或权利要求5任一项所述的上钢控制方法,其特征在于,所述第一检测信号还包括第一有钢信号,所述第二检测信号还包括第二有钢信号,在所述控制所述第一钢材检测器重新启动之后,所述方法还包括:
7.如权利要求2所述的上钢控制方法,其特征在于,所述第一钢材检测器以及所述第二钢材检测器均为红外热金属检测器。
8.一种上钢控制装置,其特征在于,应用于上钢系统中的控制器,所述上钢系统还包括精轧机组、冷却水箱以及第一钢材检测器,所述第一钢材检测器设置于所述精轧机组以及所述冷却水箱之间,所述第一钢材检测器以及所述精轧机组与所述控制器通信连接;所述上钢控制装置包括:
9.如权利要求8所述的上钢控制装置,其特征在于,所述上钢系统还包括倍尺剪以及第二钢材检测器,所述第二钢材检测器设置于所述倍尺剪与所述冷却水箱之间,所述第二钢材检测器以及所述倍尺剪与所述控制器通信连接;所述上钢控制装置还包括:
10.一种上钢系统,其特征在于,所述上钢系统包括控制器、精轧机组、冷却水箱以及第一钢材检测器,所述第一钢材检测器设置于所述精轧机组以及所述冷却水箱之间,所述第一钢材检测器以及所述精轧机组与所述控制器通信连接;
技术总结
本发明的实施例提供了一种上钢控制方法、装置及上钢系统,涉及钢材生产技术领域。该方法应用于上钢系统中的控制器,上钢系统还包括精轧机组、冷却水箱以及第一钢材检测器,第一钢材检测器设置于精轧机组以及冷却水箱之间,第一钢材检测器以及精轧机组与控制器通信连接。该方法包括:获取精轧机组的精轧电流,以及控制第一钢材检测器获取第一检测信号,第一检测信号包括第一无钢信号。根据精轧电流以及所述第一无钢信号判断目标钢材是否精轧完毕,目标钢材为正在进行精轧的钢材。若是,则控制第一钢材检测器暂停检测。本发明可以有效避免因对钢材的信号误检而产生的堆钢等事故,提高了钢材生产的安全性。
技术研发人员:游经东,游经平,李贺,刘健,王华,吴长才,周利娇
受保护的技术使用者:新余钢铁股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!