一种用于输出受限下的轧机垂扭耦合振动抑制控制方法
本发明涉及板带轧制过程振动控制,尤其是一种用于输出受限下的轧机垂扭耦合振动抑制控制方法。
背景技术:
1、轧机系统是一个包含机械、电气和液压的复杂多质量体转动系统,轧制工艺参数与机械结构、不同振动模态、机械,电气与液压之间的耦合作用关系,会使得板带在轧制过程会出现不同类型的耦合振动。
2、由于轧机耦合振动形式的多样性以及机理的复杂性,使得轧机耦合振动问题吸引了国内外学者的关注。目前,对于轧机耦合振动建模主要是从多模态耦合以及机电液耦合等角度进行研究。基于上述建立的轧机耦合振动模型,耦合振动控制算法被逐渐应用到轧机耦合振动抑制控制中。liu分别设计了积分分离控制算法、基于干扰观测器的pi控制模型以及带阻滤波器来分别治理存在积分积累导致系统超调、外部扰动和谐振干扰下的轧机机电液耦合振动。李强强应用状态空间方程表示轧机垂扭耦合振动模型,通过采用对角矩阵解耦方法,研究了轧机垂扭耦合振动系统的解耦控制方法。柴斌虎设计了鲁棒解耦控制器,可以有效的消除垂扭耦合关系,并且通过仿真证明了鲁棒解耦控制器抗干扰性能的优越性。曾家谦通过设计二阶扭振抑制器以及对轧机液压压下系统进行参数修改和优化,有效地抑制了轧机机电液耦合振动现象。上述文献在建立轧机垂扭耦合模型时,忽略了系统中存在的非线性因素,而实际板带轧制过程不可避免的会存在多种非线性因素如非线性轧制力、非线性刚度、非线性阻尼和死区等,从而使得现有的耦合振动模型与实际工况存在差别。并且当轧机出现垂扭耦合振动时,由于机械设计以及设备安全的原因会导致电机转速、负载转速等需要满足不同的受限要求。而上述文献提出的垂扭耦合振动控制算法中并没有考虑轧机垂扭耦合振动时存在的输出受限问题。
3、因此,考虑到轧机耦合垂振系统和耦合扭转系统存在输出性能受限,采用耦合设计方法,分别设计耦合垂振控制器和耦合扭振控制器,实现对的轧机垂扭耦合振动抑制控制是具有实际意义的。
技术实现思路
1、本发明需要解决的技术问题是提供一种用于输出受限下的轧机垂扭耦合振动抑制控制方法,针对轧机系统在轧制过程中存在的垂扭耦合振动问题,本发明首先考虑了轧机机电液垂扭耦合影响,建立了更加符合实际工况的轧机垂扭耦合振动非线性模型,然后,基于该模型,针对耦合垂振子系统和耦合扭振子系统输出性能受限问题,基于耦合设计法,利用非对称正切障碍李雅普诺夫函数和反步法,通过先设计耦合垂振自适应控制策略,再设计耦合扭振自适应控制策略,最终实现了对轧机垂扭耦合振动的有效抑制,保证板带轧制过程的稳定。
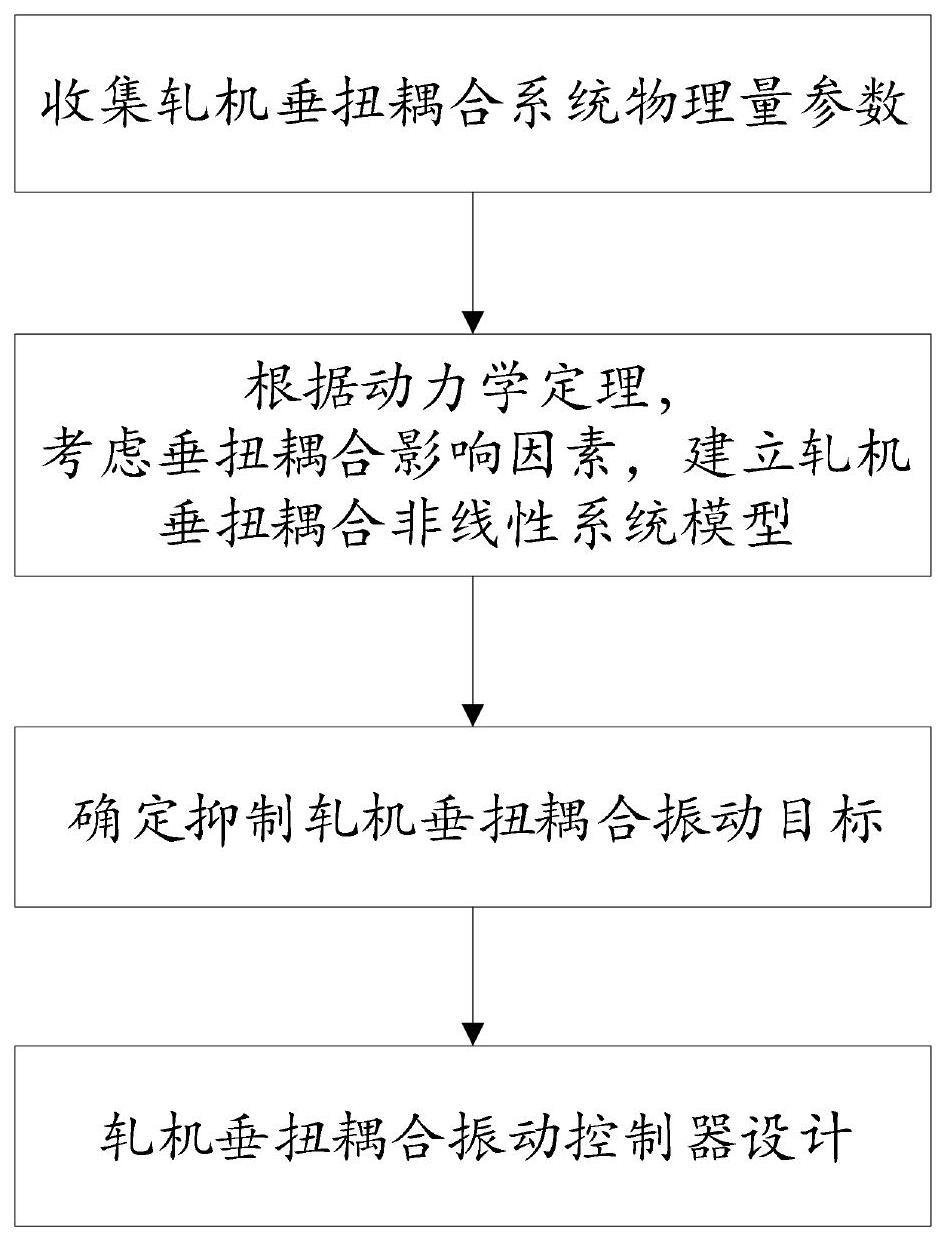
2、为解决上述技术问题,本发明所采用的技术方案是:一种用于输出受限下的轧机垂扭耦合振动抑制控制方法,包括如下步骤:
3、步骤s1、收集轧机垂扭耦合系统物理量参数;
4、步骤s2、根据动力学定理,考虑垂扭耦合影响因素,建立轧机垂扭耦合振动非线性系统模型;
5、步骤s3、根据实际工况确定抑制轧机垂扭耦合振动目标;
6、步骤s4、结合轧机垂扭耦合振动的非线性模型和抑制轧机振动的控制目标,根据李雅普诺夫稳定性定理给出控制器和参数自适应律,设计轧机耦合振动控制器。
7、本发明技术方案的进一步改进在于:所述步骤s1中收集的轧机垂扭耦合系统物理量参数包括如下:工作辊及轴承座等效质量m1,工作辊与液压缸之间的等效刚度k11,工作辊与液压缸之间的等效阻尼c11,液压缸活塞面积a1,液压缸有杆腔的有效工作面积a2,液压缸无杆腔的工作压力p1,液压缸有杆腔工作压力p2,电机转矩tm,稳定轧制时的负载转矩tl1,干扰转矩tld,电机和负载的转动惯量jm,jl,电机转动角度θm,轧辊转动角度θl,连接轴的刚度系数k,阻尼系数c1、c2、c3、c4,液压缸的内泄露系数ct,液压缸的控制腔初始体积v,液压油的体积模量βe,阀口流量系数cd,阀口面积梯度w,阀芯位移xv,增益系数kv,液压油密度ρ,连接轴的刚度系数k,液压缸供油压力ps,液压缸回油压力pt,乳化液浓度、流量、温度系数a,b,c,轧辊半径r。
8、本发明技术方案的进一步改进在于:所述步骤s2中轧机垂扭耦合振动非线性系统模型包括两个子系统,子系统1的动态方程如下:
9、
10、子系统2的动态方程如下:
11、
12、其中,z11为工作辊振动位移,z12为工作辊振动速度,z13为液压缸无杆腔的工作压力,z21为轧辊转动角速度,z22为电机与轧辊转动角度差,z23为电机转动角速度,m1为工作辊及轴承座等效质量,k11为工作辊与液压缸之间的等效刚度,c11为工作辊与液压缸之间的等效阻尼,a1为液压缸活塞面积,a2为液压缸有杆腔的有效工作面积,p1为液压缸无杆腔的工作压力,p2为液压缸有杆腔工作压力,ct为液压缸的内泄露系数,v为液压缸的控制腔初始体积,βe为液压油的体积模量,cd为阀口流量系数,w为阀口面积梯度,xv为阀芯位移,kv为增益系数,ρ为液压油密度,k为连接轴的刚度系数,tm为电机转矩,tl为负载转矩,jm,jl分别为电机和负载的转动惯量,fz(z11,z12)为轧制力,a,b,c为与乳化液浓度、流量、温度相关的参数,c1、c2、c3、c4为阻尼系数,r为轧辊半径,为轧辊角速度,f11(z21)为垂振对扭振的未知耦合项,f21(z11)为扭振对垂振的未知耦合项。
13、本发明技术方案的进一步改进在于:所述步骤s3中根据工作辊振动位移和负载转速跟踪误差确定抑制轧机垂扭耦合振动目标,并且考虑到轧机耦合垂振系统和耦合扭转系统存在输出性能受限。
14、本发明技术方案的进一步改进在于:所述步骤s4的具体过程如下:
15、步骤s41、根据步骤s2中轧机垂扭耦合振动非线性模型的子系统1和子系统2,分别选取李雅普诺夫函数;
16、步骤s42、对相应的李雅普诺夫函数求导,求解在t趋于无穷时,使得v(t)趋于零的虚拟控制器、实际控制器和自适应律;
17、步骤s43、最终得到抑制轧机垂扭耦合振动抑制控制器设计方法。
18、本发明技术方案的进一步改进在于:针对步骤s2中轧机垂扭耦合振动非线性模型的子系统1,为了限制输出变量ξ11,构造非对称的正切障碍李雅普诺夫函数如下:
19、
20、其中,ξ11=z11,δ11和是正实数,μ10,k1和μ1∞是给定的正实数;
21、为了使得输出变量ξ11趋于稳定,选取第一个李雅普诺夫函数:
22、
23、其中,是θij的估计值,θij为神经网络未知参量;
24、对第一个李雅普诺夫函数求导,求解在t趋于无穷时,使得v1(t)趋于零的虚拟控制器和自适应律为:
25、
26、
27、选取第二个李雅普诺夫函数:
28、
29、其中,ξ12=z12-α11,是ρ12的估计误差,是θ12的估计误差;
30、对第二个李雅普诺夫函数求导,求解在t趋于无穷时,使得v12(t)趋于零的虚拟控制器和自适应律为:
31、
32、
33、
34、选取第三个李雅普诺夫函数:
35、
36、对第三个李雅普诺夫函数求导,求解在t趋于无穷时,使得v13(t)趋于零的实际控制器和自适应律为:
37、
38、
39、
40、其中,ε132,l13和l131是设计的正参数。
41、本发明技术方案的进一步改进在于:针对步骤s2中轧机垂扭耦合振动非线性模型的子系统2,为了限制输出变量ξ21,构造非对称的正切障碍李雅普诺夫函数如下:
42、
43、其中,δ21和是正实数,μ20,k2和μ2∞是规定的正实数;
44、为了使得输出变量ξ21趋于稳定,构建第四个李雅普诺夫函数如下
45、
46、其中,是ρ12的估计值;
47、对第四个李雅普诺夫函数求导,求解在t趋于无穷时,使得v1(t)趋于零的虚拟控制器和自适应律为:
48、
49、
50、
51、选取第五个李雅普诺夫函数:
52、
53、对第五个李雅普诺夫函数求导,求解在t趋于无穷时,使得v22(t)趋于零的虚拟控制器和自适应律为:
54、
55、
56、选取第六个李雅普诺夫函数:
57、
58、其中,是ρ23的估计;
59、对第六个李雅普诺夫函数求导,求解在t趋于无穷时,使得v23(t)趋于零的实际控制器和自适应律为:
60、
61、
62、
63、由于采用了上述技术方案,本发明取得的技术进步是:
64、本发明提供一种用于输出受限下的轧机垂扭耦合振动抑制控制方法。根据动力学定理,考虑了轧机机电液垂扭耦合影响,建立了轧机垂扭耦合振动非线性模型;然后,根据实际工况确定抑制轧机振动的控制目标;最后,结合轧机垂扭耦合振动的非线性模型和抑制轧机振动的控制目标设计轧机耦合振动控制器。本发明建立了更加符合实际工况的轧机垂扭耦合振动非线性模型,针对耦合垂振子系统和耦合扭振子系统输出性能受限问题,基于耦合设计法,利用非对称正切障碍李雅普诺夫函数和反步法,通过先设计耦合垂振自适应控制策略,再设计耦合扭振自适应控制策略,最终实现了对轧机垂扭耦合振动的有效抑制,保证板带轧制过程的稳定。
- 还没有人留言评论。精彩留言会获得点赞!