一种变深度无尾孔搅拌摩擦焊接装置及方法与流程
本发明涉及摩擦焊接,具体是一种变深度无尾孔搅拌摩擦焊接装置及方法。
背景技术:
1、搅拌摩擦焊是利用摩擦热与热塑性变形热作为焊接热源,焊接过程是由一个搅拌针插入工件焊缝处,通过搅拌针高速旋转与焊接工件材料摩擦从而使连接部位的材料温度升高软化,同时对材料进行搅拌摩擦来完成焊接。
2、搅拌摩擦焊具有能一次完成较长焊缝,同时操作过程方便实现机械化自动化、设备简单无需添加焊丝焊接过程安全无污染等优点。
3、目前针对不同结构的焊接,搅拌针均为固定长度的焊接方式。但对于不同厚度工件的焊接,只能采用分段进行,并更换不同长度的搅拌针进行焊接,效率很低,而且更换搅拌针也会增加出现缺陷的风险,影响焊接质量。
技术实现思路
1、本发明的目的在于提供一种变深度无尾孔搅拌摩擦焊接装置及方法,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
3、一种变深度无尾孔搅拌摩擦焊接装置,包括:
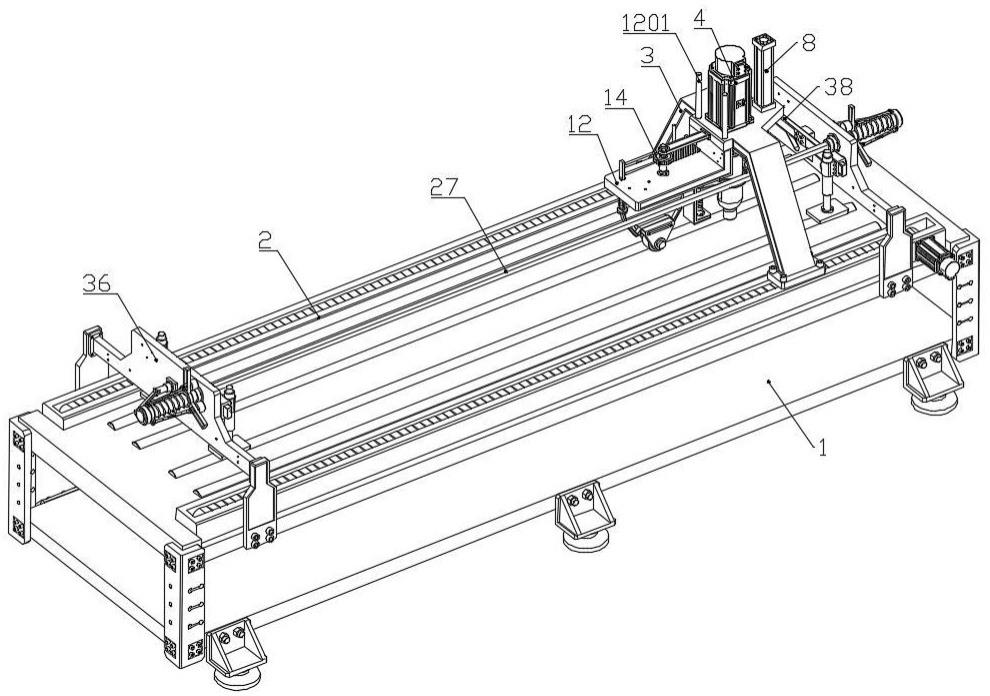
4、机架以及横架,所述横架与设置在所述机架上的直线传输模组连接;
5、旋转升降组件,设置在所述横架上并连接有搅拌焊接件,所述旋转升降组件能够带动所述搅拌焊接件旋转及升降,所述搅拌焊接件包括相互套合的搅拌轴肩以及搅拌针;
6、齿轮,转动安装在所述横架上,设置在所述旋转升降组件上的梯形齿条板与所述齿轮配合,能够使所述齿轮转动;
7、驱动组件,与齿轮连接,所述驱动组件能够在所述齿轮转动时驱使所述搅拌针沿所述搅拌轴肩的长度方向运动;
8、弹性抵接组件,与所述旋转升降组件连接并与置于所述机架的上的待焊接零件滚动抵接,所述弹性抵接组件能够根据所述待焊接零件的厚度带动所述梯形齿条板升降,而使所述梯形齿条板与所述齿轮配合时,使所述齿轮旋转的角度不同。
9、作为本发明进一步的方案:所述旋转升降组件包括固定安装在所述横架上的驱动装置,所述驱动装置的输出轴贯穿所述横架并连接有主动轴,所述搅拌轴肩滑动套设在所述主动轴上,且所述主动轴沿其长度方向上设置有一号限位块,所述一号限位块与设置在所述搅拌轴肩内壁上的一号限位槽滑动配合;
10、所述旋转升降组件还包括与所述搅拌轴肩转动连接的连接板,所述连接板的一端与设置在所述横架上的一号电动伸缩杆连接,另一端连接有升降架,所述升降架上设置有两个与所述横架滑动连接的立杆。
11、作为本发明再进一步的方案:所述搅拌轴肩沿其长度方向上对称设置有两个通槽,所述搅拌针贯穿所述通槽并同与所述搅拌轴肩同轴设置的套环转动连接,所述套环连接所述驱动组件。
12、作为本发明再进一步的方案:所述驱动组件包括转动安装在所述升降架上的连接轴,所述连接轴上套设有连接套筒,所述连接套筒与所述齿轮同轴固定连接,且所述连接套筒内设置有二号限位块,所述二号限位块与设置在所述连接轴上的二号限位槽滑动配合;
13、所述驱动组件还包括转动安装在所述升降架上的丝杆,所述丝杆通过一号皮带连接所述连接轴,且所述丝杆上设置有与之螺纹连接的螺纹套筒,所述螺纹套筒与所述套环固定连接。
14、作为本发明再进一步的方案:所述弹性抵接组件包括贯穿所述升降架且与所述升降架滑动连接的支架,所述支架的下端部转动安装有辊轮,上端部连接有至少两个横轴,所述横轴与所述梯形齿条板滑动连接;
15、所述弹性抵接组件还包括设置在所述支架上的凸起以及限位环,所述凸起与所述升降架适配,且所述支架上套设有一号弹簧,所述一号弹簧的一端与所述升降架连接,另一端与所述限位环连接;
16、所述升降架上还固定有二号电动伸缩杆,所述二号电动伸缩杆的动作端连接有随动杆,所述随动杆与设置在所述梯形齿条板上的随动套筒滑动连接。
17、作为本发明再进一步的方案:所述变深度无尾孔搅拌摩擦焊接装置,还包括:
18、承重辊,设置在所述机架上,所述承重辊的中心轴线与机架长度方向上的边线平行;
19、摩擦收拢组件,对称设置在所述机架的两端,所述摩擦收拢组件能够将两个待焊接零件连接缝朝向所述搅拌针的正下方推送;
20、储能组件,连接所述主动轴以及摩擦收拢组件,所述储能组件能够在所述主动轴转动时,带动所述摩擦收拢组件动作。
21、作为本发明再进一步的方案:所述储能组件包括对称设置在所述机架上的两个侧板,两个所述侧板之间转动安装有从动杆,所述从动杆与设置在所述横架上的锥齿轮组滑动连接,所述锥齿轮组通过二号皮带连接所述主动轴;
22、所述从动杆的两端各设置有一个旋转架,所述旋转架上设置有滑槽,所述滑槽内滑动安装有一号滑块,所述一号滑块的一侧固定有配重块,另一侧转动安装有连接杆,所述连接杆远离所述一号滑块的一端与套设在所述从动杆上的从动套筒转动连接;
23、所述从动杆上还套设有二号弹簧,所述二号弹簧的一端与所述旋转架连接,另一端与所述从动套筒连接。
24、作为本发明再进一步的方案:所述摩擦收拢组件包括设置在所述侧板上的竖槽,所述竖槽内滑动安装有二号滑块,所述二号滑块的一侧固定有水平设置的横杆,所述横杆上对称设置有两个滑动套筒,所述滑动套筒上转动安装有滑轮,所述滑轮能够在设置于所述侧板上的倾斜槽体内滚动;
25、所述滑动套筒上还连接有弹性伸缩杆,所述弹性伸缩杆的下端部固定有抵接板。
26、作为本发明再进一步的方案:所述二号滑块与所述从动套筒连接通过连接套件连接;
27、所述连接套件包括与所述从动套筒转动连接的连接环以及转动安装在所述二号滑块上的连接座,所述连接座上转动安装有牵拉杆,所述牵拉杆远离所述连接座的一端与所述连接环转动连接。
28、一种使用所述变深度无尾孔搅拌摩擦焊接装置对待焊接零件进行焊接的方法,其特征在于,包括以下步骤:
29、步骤一:先将搅拌针9设置在指定长度,然后扎入待焊接零件,扎入速度为5mm/min~2000 mm/min,当搅拌轴肩6接触待焊接零件后,按照设定的参数进行焊接,转速200rpm~6000rpm,焊速10mm/min~5000mm/min;
30、步骤二:在搅拌轴肩6与搅拌针9转动时,通过储能组件以及摩擦收拢组件能够将两个待焊接零件朝向机架1中部推送;
31、步骤三:根据待焊接零件厚度调节需要焊接深度,通过调整搅拌针9长度,搅拌针9调整速度为10mm/min~2000mm/min,然后以新的焊接深度参数进行焊接;
32、步骤四:调整好搅拌针9长度后,以适合此搅拌针9长度的参数进行焊接,转速200rpm~6000rpm,焊速10mm/min~5000mm/min;
33、步骤五:焊接完成后可以将搅拌针9回抽,搅拌针9调整速度为5mm/min~2000mm/min,让搅拌针9端部与搅拌轴肩6齐平,完成无匙孔焊接。
34、与现有技术相比,本发明的有益效果是:
35、通过设置的机架、横架、旋转升降组、齿轮以及驱动组件,使在丝杆与螺纹套筒螺纹连接作用下,搅拌针能够保持相对于搅拌轴肩恒定的凸出量并钻入到两个待焊接零件之间,提高对初始下钻深度控制的稳定性,且搅拌针交替改变突出于搅拌轴肩的深度,能够使两个焊接零件之间的焊接痕迹呈周期性深浅变化,保证了焊接连接性的同时通过深度焊接加强两个待焊接零件之间的连接强度,且通过交替式的深浅变化,避免了长时间深度焊接造成搅拌针产生异常的磨损;
36、通过设置的弹性抵接组件,使得在对不同厚度的待焊接零件进行焊接时,待焊接零件将辊轮顶起的高度将发生改变,进而改变梯形齿条板的高度,以使在梯形齿条板与齿轮配合时带动齿轮旋转的角度不同,进而使丝杆旋转的角度不同,而改变搅拌针突出于搅拌轴肩的长度,即根据不同待焊接零件的厚度,本装置能够自动调节焊接深度,使焊接深度与待焊接零件厚度自动匹配,保证各厚度待焊接零件在焊接后的连接强度;
37、通过设置的承重辊、摩擦收拢组件以及储能组件,使得在从动杆跟随主动轴转动时,能够通过一号滑块与配重块产生的离心力驱使两个待焊接零件相互靠近运动,且离心力非刚性连接力,而使两个待焊接零件能够保持稳定的抵接状态,而使在焊接过程中,两个待焊接零件之间的抵接状态更加稳定,避免采用气缸、压夜缸等设备时,由于振动导致气缸、压夜缸等设备内密封件磨损,引起两个待焊接零件之间的抵接强度不够产生分离,提高了焊接工艺。
- 还没有人留言评论。精彩留言会获得点赞!