剃须刀头自动组装装置的制作方法
本发明涉及剃须刀生产设备领域,具体是涉及一种剃须刀头自动组装装置。
背景技术:
1、如图1所示,现有的剃须刀头20一般包括底壳10、刀头20、支架30和上罩40。底壳10的前端的左右两侧均设置有第一凸起101和第二凸起102,刀头20的左右两侧设置有第一卡槽201,刀头20设置在底壳10的前端并与第二凸起102邻接,第一卡槽201与第一凸起101卡接;底壳10的后端设置有第一环形凸缘103,支架30的中部设置有第二环形凸缘301,支架30设置在底壳10的后端,第二环形凸缘301套设在第一环形凸缘103的外侧;底壳10的左右两侧侧壁均设置有第二卡槽104,上罩40的左右两侧均设置有弹片部401,上罩40盖合在底壳10上方,弹片部401嵌入第二卡槽104内。
2、目前,这类剃须刀头一般采用人工手动组装,在组装过程中涉及多处卡接安装,手动组装具有一定难度,导致组装效率低下,且需耗费较多人力。
技术实现思路
1、本发明的目的是提供一种能取代人工手动组装、以提高工作效率的剃须刀头自动组装装置。
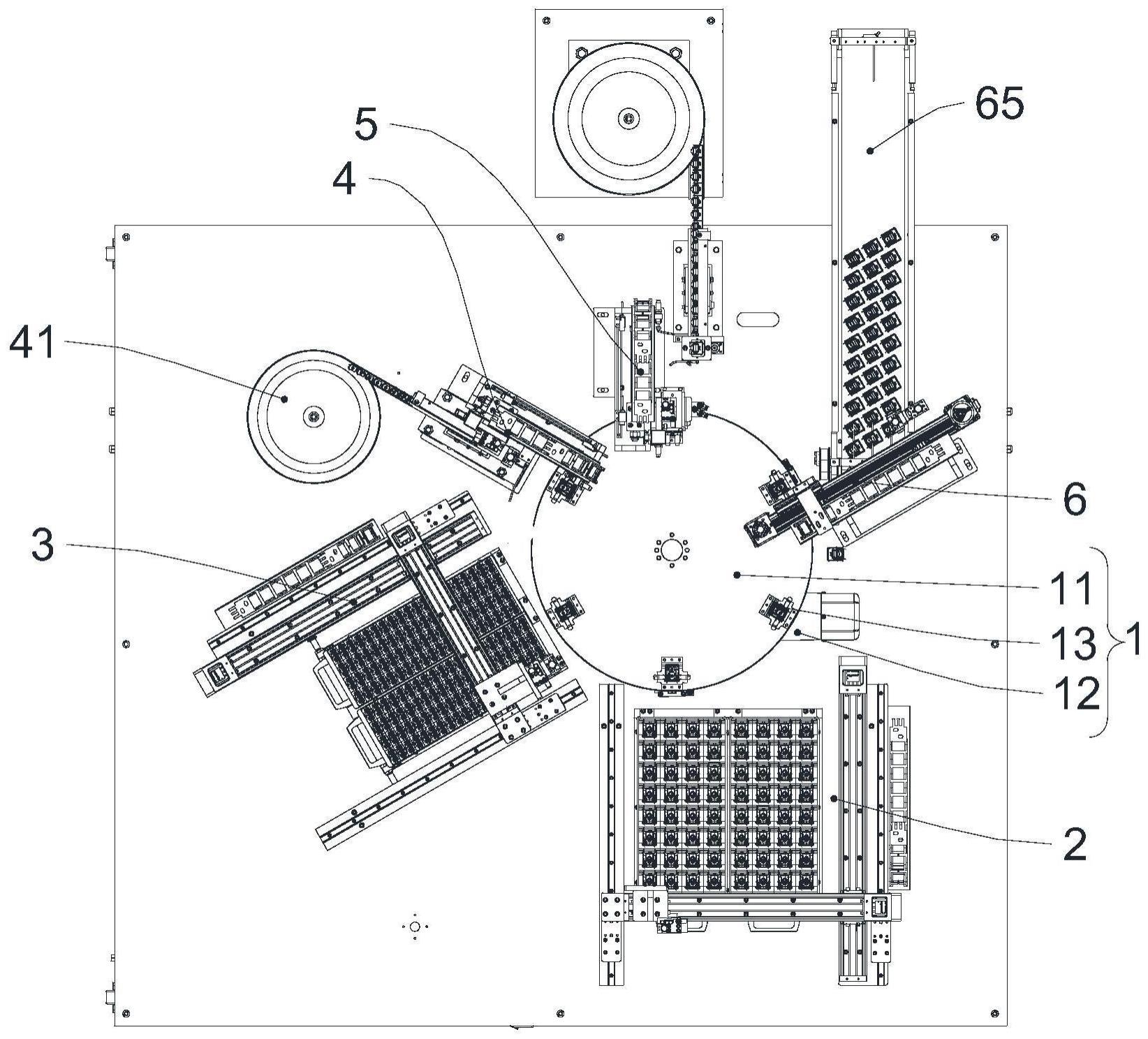
2、为了实现上述的目的,本发明提供的剃须刀头自动组装装置,包括工装旋转机构、底壳上料机构、刀头上料机构、支架上料机构、上罩上料机构和产品下料机构,底壳上料机构、刀头上料机构、支架上料机构、上罩上料机构和产品下料机构依次设置在工装旋转机构的周向上;工装旋转机构包括转盘、工装组件和转盘驱动装置,转盘驱动装置能驱动转盘绕其自身轴线旋转,工装组件设置在转盘上并能跟随转盘旋转;刀头上料机构包括刀头暂存位和刀头上料机械手,刀头上料机械手能在工装组件和刀头暂存位之间水平移动和上下移动,刀头上料机械手包括刀头弹推组件和刀头夹爪,刀头夹爪朝下设置有刀头夹持口,刀头弹推组件设置在刀头夹爪内,刀头弹推组件能向刀头夹持口方向弹性移动,当刀头夹爪处于释放状态时,刀头弹推组件的弹推面凸出刀头夹持口。
3、由上述方案可见,通过设置工装旋转机构,用于带动工装组件按照组装工序逐一移动至对应的工位上;通过设置底壳上料机构、刀头上料机构、支架上料机构和上罩上料机构,分别用于实现底壳、刀头、支架和上罩的上料和组装到位;通过设置产品下料机构,用于实现上罩的组装到位和产品的下料;通过设置刀头弹推组件,当刀头夹爪将刀头夹起后,需要刀头弹推组件的顶推配合,才能使得刀头安装至底壳上,实现刀头的自动上料和安装;本发明通过自动化操作实现剃须刀头的自动组装,与现有技术中手动组装相比,具有节省人力、提高组装效率的优点,特别适合大批量生产需要。
4、进一步的方案是,刀头弹推组件包括刀头固定杆、刀头弹性件、刀头活动套筒和刀头横销,刀头活动套筒套设在刀头固定杆的第一端上,刀头横销固定连接在刀头固定杆的第一端上,且刀头横销的至少一端与刀头活动套筒活动连接,刀头弹性件弹性抵接在刀头活动套筒和刀头固定杆的第二端之间,刀头活动套筒能沿其轴向来回移动。
5、由上述方案可见,通过刀头弹推组件,既能在夹取刀头时起到缓冲作用,又能在释放刀头时,给刀头施加一向外作用力,以推动刀头卡接至底壳对应的部位上,确保刀头安装到位。
6、进一步的方案是,刀头暂存位上设置有刀头暂存架和刀头料盘,刀头暂存架上设置有定位槽、锁固件和弹性卡柱,定位槽朝向一侧设置槽口,弹性卡柱凸起于定位槽的一侧槽壁,锁固件设置在槽口的一侧,锁固件能向定位槽内伸缩移动;刀头料盘可拆卸地设置在定位槽内并设置在刀头上料机械手的下方,刀头料盘设置有卡槽和锁固槽,卡槽与弹性卡柱配合设置,锁固槽设置在刀头料盘的一端,锁固件能嵌入锁固槽内,以限制刀头料盘脱离定位槽。
7、由上述方案可见,通过设置弹性卡柱和卡槽,用于实现刀头料盘的定位;通过设置锁固件和锁固槽,用于在刀头料盘安装到位后,起到锁固刀头料盘的作用,防止刀头料盘意外脱离定位槽。
8、进一步的方案是,刀头上料机构还包括刀头横梁、刀头第一方向移动组件、刀头第二方向移动组件、刀头上下移动组件和两个刀头安装架,两个刀头安装架相对设置,刀头横梁架设在两个刀头安装架上,刀头上料机械手设置在刀头横梁上,刀头第一方向移动组件和刀头第二方向移动组件分别驱动刀头上料机械手沿第一方向和第二方向水平移动,刀头上下移动组件驱动刀头上料机械手上下移动。
9、由上述方案可见,通过设置刀头第一方向移动组件、刀头第二方向移动组件和刀头上下移动组件,用于实现刀头上料机械手的水平移动和上下移动;通过设置刀头料盘,用于批量存放刀头,方便刀头上料机械手逐一夹取刀头,有利于节省上料时间,提高工作效率。
10、进一步的方案是,底壳上料机构还包括底壳横梁、底壳第三方向移动组件、底壳第四方向移动组件、底壳上下移动组件、底壳上料机械手、底壳暂存架、底壳料盘和两个底壳安装架,两个底壳安装架相对设置,底壳横梁架设在两个底壳安装架上,底壳上料机械手设置在底壳横梁上,底壳第三方向移动组件和底壳第四方向移动组件分别驱动底壳上料机械手沿第三方向和第四方向水平移动,底壳上下移动组件驱动底壳上料机械手上下移动;底壳料盘可拆卸地设置在底壳暂存架上,底壳料盘设置在底壳上料机械手的下方;底壳上料机械手包括底壳弹推组件和底壳夹爪,底壳夹爪朝下设置有底壳夹持口,底壳弹推组件设置在底壳夹爪内,且底壳弹推组件能向底壳夹持口方向弹性移动,当底壳夹爪处于释放状态时,底壳弹推组件的弹推面凸出底壳夹持口。
11、由上述方案可见,通过设置底壳第三方向移动组件、底壳第四方向移动组件和底壳上下移动组件,以实现底壳上料机械手的水平移动和上下移动;通过设置底壳料盘,用于放置批量的底壳,方便底壳上料机械手逐一夹取底壳并上料,实现设备的持续性组装工装。
12、进一步的方案是,底壳弹推组件包括底壳固定杆、底壳弹性件、底壳活动套筒和底壳横销,底壳活动套筒套设在底壳固定杆的第一端上,底壳横销固定连接在底壳固定杆的第一端上,且底壳横销的至少一端与底壳活动套筒活动连接,底壳弹性件弹性抵接在底壳活动套筒和底壳固定杆的第二端之间,底壳活动套筒能沿其轴向来回移动。
13、由上述方案可见,通过设置底壳活动套筒沿其轴向来回移动,既能起到缓冲作用,又能在释放底壳时,对底壳施加一向下的作用力,确保底壳能进入容纳槽内;通过设置底壳横销与底壳活动套筒活动连接,既不会阻碍底壳活动套筒的来回移动,又能限制底壳活动套筒脱离底壳固定杆。
14、进一步的方案是,支架上料机构包括支架上料输送料槽、支架预定位组件、支架安装架、支架水平移动组件、支架上下移动组件和支架上料机械手,支架预定位组件设置在支架上料输送料槽的出料端,支架安装架设置在支架预定位组件的一侧,支架上料机械手设置在支架安装架上,支架水平移动组件和支架上下移动组件分别驱动支架上料机械手水平移动和上下移动;支架预定位组件包括支架预定位座、支架预定位升降装置和两个支架到位检测器,支架预定位座设置在支架上料输送料槽出料端的下方,支架预定位座上设置有支架定位柱,两个支架到位检测器沿上下方向排列设置在支架定位柱背向支架上料输送料槽的一侧,支架到位检测器朝向支架定位柱所在一侧发射检测光,支架预定位升降装置能驱动支架预定位座及两个支架到位检测器上下移动,使得支架预定位座能高出支架上料输送料槽,或者,使得支架预定位座与支架上料输送料槽等高。
15、由上述方案可见,通过设置支架水平移动组件和支架上下移动组件,有利于实现支架上料机械手的水平移动和上下移动;通过设置支架预定位组件,既能实现支架的分料,又能逐一对支架进行预定位,有利于保证支架上料机械手精准夹取支架并精准安装支架。
16、进一步的方案是,支架上料机械手包括支架夹爪和支架弹推组件,支架夹爪朝下设置有支架夹持口,支架弹推组件设置在支架夹持口内,支架弹推组件能向支架夹持口方向弹性移动,当支架夹爪处于释放状态时,支架弹推组件的弹推面凸出支架夹持口。
17、由上述方案可见,通过设置支架弹推组件,既能在夹取支架时起到缓冲作用,又能在释放支架时,给支架施加一向外的推力,使得支架能安装到位。
18、进一步的方案是,上罩上料机构包括上罩安装架、上罩平移组件、上罩升降组件、上罩旋转组件、上罩取料组件、上罩上料输送料槽和上罩预定位组件,上罩取料组件设置在上罩安装架上,上罩平移组件和上罩升降组件分别驱动上罩取料组件水平移动和上下移动,上罩旋转组件能驱动上罩取料组件在水平面内旋转,上罩取料组件设置有吸盘;上罩上料输送料槽设置在上罩安装架的一侧,上罩预定位组件设置在上罩上料输送料槽的出料端,上罩预定位组件包括上罩预定位块、上罩预定位升降装置、第一上罩到位检测器和第二上罩到位检测器,上罩预定位块设置在上罩上料输送料槽出料端的下方,第一上罩到位检测器和第二上罩到位检测器沿上下方向排列设置并均朝向上罩预定位块发射检测光,上罩预定位升降装置能驱动上罩预定位块上下移动,使得上罩预定位块高出上罩上料输送料槽。
19、由上述方案可见,通过设置上罩平移组件、上罩升降组件和上罩旋转组件,有利于实现上罩取料组件的水平移动、上下移动和旋转移动;通过设置上罩预定位组件,既能实现上罩的分料,又能精准定位上罩,确保上罩取料组件精准取料和精准安装。
20、进一步的方案是,产品下料机构包括产品安装架、产品水平移动组件、产品上下移动组件和产品下料机械手,产品下料机械手设置在产品安装架上,产品水平移动组件和产品上下移动组件分别驱动产品下料机械手水平移动和上下移动;产品下料机械手包括产品弹推组件和产品夹爪,产品夹爪朝下设置有产品夹持口,产品弹推组件设置在产品夹爪内,产品弹推组件能向产品夹持口方向弹性移动,当产品夹爪处于释放状态时,产品弹推组件的弹推面凸出产品夹持口。
21、由上述方案可见,通过设置产品水平移动组件和产品上下移动组件,有利于实现产品下料机械手的水平和上下移动;通过设置产品弹推组件,在夹取产品时,既能起到缓冲作用,又能对上罩施加一向下的推力,使得上罩组装到位后再整体夹起产品。
- 还没有人留言评论。精彩留言会获得点赞!