一种卡缆生产用双向冲压装置及其使用方法与流程
本发明涉及卡缆生产,具体的,涉及一种卡缆生产用双向冲压装置及其使用方法。
背景技术:
1、在煤矿井下巷道支护中,卡缆通常指用于固定支护钢杆、钢架等支撑材料,卡缆生产需要使用冲压装置,用于对卡板进行冲压,以便后续在煤矿井下巷道支护中进行稳定支撑,现有的冲压装置在使用时还存在一些不足之处,例如公开号cn112045048b公开的一种复合式电缆卡箍冲压工装及其冲压方法,将多种不同规格的电缆卡箍模具集合于一组复合式模具上,通过改变复合模具在连杆及复位机构上的相对位置即可满足不同规格的电缆卡箍支座需求,避免了模具更换问题,实现了冲压工装的通用化,能够实现不同规格的电缆卡箍的冲压成型。通过连杆及复位机构实现了复合模具冲压过程中的导向作用,通过在复合模具上设置相互配合的模具导向柱、导向孔,进一步保证了模具冲压过程中的相对运动方向,保证冲压成型的电缆卡箍的成型质量;通过连杆带动复合模具冲压原料,形成杠杆放大冲压作用力,实现电缆卡箍的快速冲压成型。
2、上述装置虽然能够对不同规格的卡箍进行冲压,但在使用时,不能够对上下两侧的卡板同时冲压成型,而且现有的卡缆生产用冲压装置在冲压卡缆时,只能够对卡缆上下两部分特定长度的卡板进行冲压成型,不能够在冲压时对卡缆上下两侧卡板折弯区域的长度进行调节,可调节程度低,而且不能够对上下两侧的金属板材进行连续冲压,生产效率低。
技术实现思路
1、本发明提出一种卡缆生产用双向冲压装置及其使用方法,解决了现有的卡缆冲压装置不能够对上下两侧的卡板同时冲压成型,而且对能够在冲压时调节卡板折弯区域长度的问题。
2、本发明的技术方案如下:
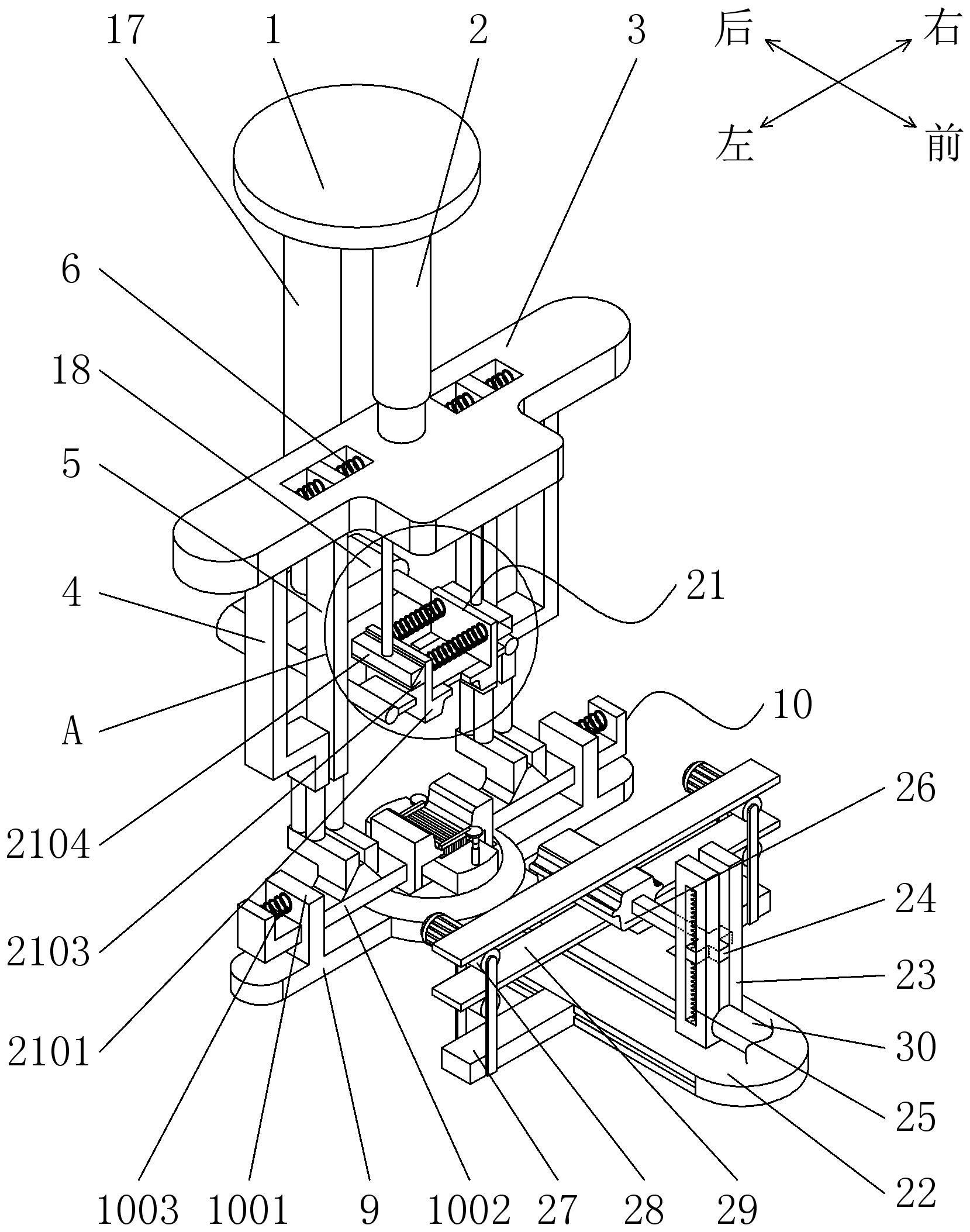
3、一种卡缆生产用双向冲压装置,包括顶板,所述顶板的底部固定安装有第一液压缸,所述第一液压缸的下方固定连接有连接板,所述连接板的下表面固定连接有固定架,所述连接板的内部滑动安装有滑板,所述滑板通过第一弹簧与所述连接板相连,所述滑板的底部固定连接有第一楔块,所述固定架的底部固定安装有第二楔块,所述顶板的后侧固定安装有第三液压缸,所述第三液压缸的下方连接有连接块,所述连接块的表面固定安装有延伸杆,所述延伸杆的表面固定连接有导向板,所述导向板的外侧安装有第二冲压组件,所述第二冲压组件的下方设置有第一冲压组件,所述第一冲压组件的下方安装有支撑座,所述支撑座的中间固定安装有固定块,所述支撑座的前端固定连接有前置板,所述前置板的上表面滑动安装有支撑架,所述支撑架的前端安装有第四液压缸,所述支撑架的内部滑动安装有滑架,所述滑架通过第三弹簧与所述支撑架相连,所述滑架的后侧安装有压块,所述前置板的左右两侧滑动安装有活动块,所述活动块的上方转动安装有承托辊,所述承托辊的顶部放置有钢板。
4、作为本发明的一种优先方案,所述固定架和所述第二楔块的前表面以及所述滑板和所述第一楔块的前表面不在同一平面内,所述第一楔块下表面的左侧和所述第二楔块下表面的右侧均呈倾斜状。
5、作为本发明的一种优先方案,所述第一冲压组件包括固定安装于所述支撑座左右两侧的衔接板,所述衔接板的内部贯穿设置有活动板,所述活动板通过第四弹簧与所述衔接板相连,所述活动板的表面固定安装有位于所述第一楔块和所述第二楔块之间的第三楔块,所述支撑座内部的左侧滑动安装有第一模具,所述支撑座内部的右侧滑动安装有第二模具,所述第一模具与所述支撑座左侧的所述活动板之间为固定连接,所述第二模具与所述支撑座右侧的所述活动板之间为固定连接。
6、作为本发明的一种优先方案,所述第三楔块的纵截面为等腰梯形,所述第三楔块的左右两侧与所述第一楔块和所述第二楔块之间互相贴合,所述第一模具通过所述第二楔块和所述第三楔块与所述衔接板之间构成滑动结构,所述第三楔块通过所述第一弹簧与所述滑板之间构成压紧结构,所述第一模具和所述第二模具之间存在空隙。
7、作为本发明的一种优先方案,所述固定块的内部固定连接有第二弹簧,所述第二弹簧的上方固定连接有支撑板,所述支撑板的长度大于所述第二模具的长度,所述第二模具的长度和所述第一模具的长度相等。
8、作为本发明的一种优先方案,所述支撑板前后两侧的上表面均贴合设置有压杆,所述压杆的右侧固定连接有顶盘,所述顶盘的下方固定安装有第二液压缸,所述第二液压缸和所述固定块之间为固定连接。
9、作为本发明的一种优先方案,所述第二冲压组件包括滑动安装于所述导向板左侧的第三模具,所述导向板的右侧滑动安装有第四模具,所述第四模具上半部分的右侧和所述第三模具上半部分的左侧均固定安装有衔接块,所述衔接块的表面贴合设置有第四楔块,所述第四楔块的上方固定连接有顶杆,所述顶杆的顶部与所述连接板相连,所述第三模具和所述第四模具之间固定连接有第五弹簧。
10、作为本发明的一种优先方案,所述第四楔块的右侧和所述衔接块的左侧均呈倾斜状,所述第三模具通过所述衔接块和所述第四楔块与所述第四模具之间构成伸缩结构。
11、作为本发明的一种优先方案,所述滑架和所述压块之间为滑动连接,所述压块通过所述滑架和所述第三弹簧与支撑架之间构成弹性结构。
12、一种卡缆生产用双向冲压装置的使用方法,包括如下步骤:
13、s1:通过顶板下方的第一液压缸调节固定架的高度,固定架下方的第二楔块配合第一楔块作用于第一冲压组件,由于第一楔块顶部的滑板通过第一弹簧与连接板相连,因此装置能够对卡缆下半部分的模具长度进行调节的同时,利用第一楔块对调节后的卡缆下半部分的模具进行压紧,以便后续配合压块对卡缆的下半部分进行冲压成型,使得装置能够在卡缆冲压前对卡缆下半部分长度进行调节;
14、s2:在调节第一液压缸的同时同步调节第三液压缸,使得第三液压缸和第一液压缸同步伸缩,从而使得装置上的固定架和第二冲压组件同步升降,固定架的位置调节完成后,通过第三液压缸单独调节第二冲压组件的高度,从而使得第二冲压组件内用于对卡缆上半部分冲压的模具的长度进行调节,并且在调节的过程中,延伸杆表面的导向板使得卡缆的上半部分在冲压的过程中保持稳定,避免冲压时卡缆上半部分的中间位置悬空,从而在实现调节卡缆上半部分长度的同时保证卡缆的成型质量;
15、s3:在冲压前,通过第四液压缸调节前置板表面的支撑架位置,使得支撑架能够前后移动,从而对压块的位置进行调节,将压块置于第一冲压组件和第二冲压组件之间,从而使得装置能够同时对卡缆的上半部分和下半部分进行冲压成型;
16、s4:在调节支撑架位置的同时还需要对活动块的前后位置进行调节,通过承托辊对钢板支撑和移动,从而使得装置能够利用第一冲压组件和第二冲压组件对钢板进行连续冲压。
17、本发明的工作原理及有益效果为:
18、1、通过设置的第一冲压组件、第二冲压组件和压块,使得装置上方的第二冲压组件向下移动的过程中能够压住压块,从而使得第二冲压组件能够配合第一冲压组件将上下两侧的钢板包裹在压板的外侧,从而使得装置能够对卡缆上下两部分的卡板同时冲压,提升了装置的工作效率,解决了现有的卡缆生产用冲压装置不能够对上下两侧的卡板同时冲压成型的缺陷,该装置具有生产更高效的优势。
19、2、通过装置上的第一楔块、第二楔块、第三楔块和第四楔块,使得装置能够在冲压前,先对第一楔块和第四楔块的高度位置进行调节,从而使得装置能够对第一模具和第二模具的间距以及第三模具和第四模具之间的间距进行调节,进而实现对卡缆整体的尺寸进行调节,实现了对卡缆上下两侧卡板折弯区域长度的调节功能,提升了装置的使用时的便捷性,不需要切换不同的模具即可实现卡缆生产长度的调节功能,解决了现有的卡缆生产装置不能够在冲压时对卡缆上下两侧卡板折弯区域的长度进行调节,该装置具有可调节程度更高的优势
20、3、通过设置的延伸杆、导向板和支撑板,使得装置能够在调节完成第一模具和第二模具以及第三模具和第四模具的长度后,通过并列排布的支撑板对第一模具和第二模具之间的空隙进行填充,通过导向板对第三模具和第四模具之间的空隙进行填充,使得装置在冲压的过程中保持卡缆上下两部分的中间位置不会处于悬空状态,从而使得装置在实现卡缆上下两侧卡板折弯区域的长度可调节的基础上保证卡缆的生产质量。
21、4、通过装置上的承托辊和活动块,使得装置能够对待加工钢板的前后位置进行调节,通过承托辊转动带动钢板向右移动,从而对上下两侧的钢板进行连续冲压成型,提升了装置的生产效率,解决了现有的卡缆冲压装置不能够对上下两侧的金属板材进行连续冲压的缺陷。
- 还没有人留言评论。精彩留言会获得点赞!