一种尾门嵌件焊接治具及焊接系统的制作方法
本发明涉及汽车零部件焊接,特别涉及一种尾门嵌件焊接治具,还涉及一种尾门嵌件焊接系统。
背景技术:
1、随着现代汽车工业的发展,行业整体向轻量化转变,汽车上的很多传统零部件随之改变结构和工艺。汽车尾门轻量化的的主流方向就是塑料尾门,将传统钢材钣金件冲压点焊成型的尾门,变成金属嵌件注塑一体成型。尾门主体材料变为工程塑料,塑料尾门内安装铰链和门锁的结构需加强,所以在内部嵌入金属钣金件进行加强。
2、由于尾门嵌件随着尾门造型曲面变化较多,尺寸大,因此单一钣金难以实现造型,那么,必须将嵌件分解为若干分嵌件,再焊接为整体。尾门嵌件的尺寸、形状要求高,所以焊接选取电阻点焊方式,电阻点焊变形小,效率高,但是,由于嵌件焊点分布分散,焊接方向随嵌件曲面多变,不适用一般点焊专机,需要采用工业机器人柔性点焊系统。同时,尾门金属嵌件多为深u截面,虽然可以采用x型焊枪可以完成,但在同一工序内其他部位的焊点必须使用c型点焊枪焊接。而深u截面处的焊点焊接时,c型焊枪会与嵌件本身干涉。即使在同一个系统内使用x型焊枪和c型焊枪切换,成本会上升,效率会下降。目前,尚未有合适的结构来实现一个机器人点焊系统内完成金属嵌件内所有焊点的焊接。
3、另外,由于一体注塑成型对金属嵌件的尺寸及面轮廓要求很高,要求焊接工序的对金属嵌件变形影响最小,所以尾门嵌件的定位结构与常规点焊治具相比辅助定位点有所减少。但是,定位过多,影响产品外形精度。
技术实现思路
1、本发明旨在至少在一定程度上解决现有技术中的上述技术问题之一。为此,本发明实施例提供一种尾门嵌件焊接治具,能对分嵌件进行精准定位,能够使c型焊枪一次焊接完成尾门嵌件的焊接。
2、本发明实施例还提供一种尾门嵌件焊接系统。
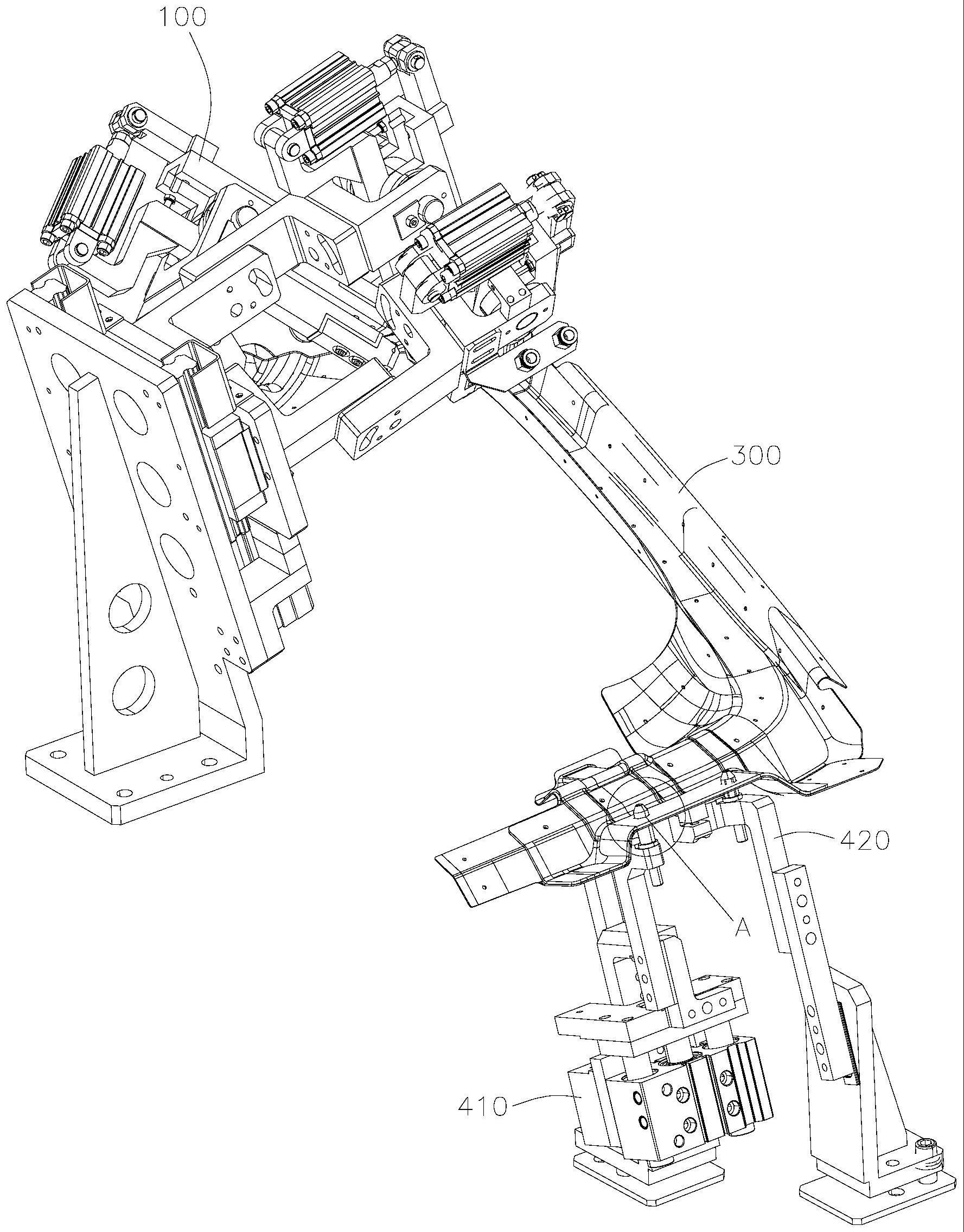
3、根据本发明第一方面的实施例,提供一种尾门嵌件焊接治具,包括底板;至少一个伸缩销定位机构,所述伸缩销定位机构设置在所述底板上,用于定位各分嵌件的叠合部分,所述伸缩销定位机构包括伸缩销以及驱动所述伸缩销升降的顶升驱动气缸,所述伸缩销包括对下方分嵌件进行定位的大径销部和对上方分嵌件进行定位的小径销部,所述大径销部和所述小径销部由根部向端部方向分段阶梯设置,所述大径销部和所述小径销部分别通过插入各分嵌件的定位孔进行定位;多个夹紧定位机构,所述夹紧定位机构设置在所述底板上,用于对各分嵌件进行定位及夹紧;以及嵌件傀儡焊机构,所述嵌件傀儡焊机构设置在所述底板上,所述嵌件傀儡焊机构包括若干个嵌件傀儡焊夹紧部件,所述嵌件傀儡焊夹紧部件包括上交叉臂、下交叉臂、第一驱动气缸、上电极、下电极以及支架组件,所述支架组件设置在所述底板上,所述上交叉臂的中部和所述下交叉臂的中部通过转轴铰接,所述转轴安装在所述支架组件上,所述第一驱动气缸的缸座连接在所述下交叉臂的后端,所述第一驱动气缸的活塞杆连接在所述上交叉臂的后端,以通过所述第一驱动气缸驱动所述上交叉臂和所述下交叉臂进行张合,所述上电极通过上导电座连接到所述上交叉臂的前端,所述下电极通过下导电座连接到所述下交叉臂的前端,所述上导电座和所述上交叉臂之间以及所述下导电座和所述下交叉臂之间均设置有绝缘垫片。
4、尾门嵌件焊接治具,至少包括以下有益效果:通过设计伸缩销定位机构,大径销部和小径销部分别通过插入各分嵌件的定位孔进行定位,能够对分嵌件进行精准定位,在减少定位机构的情况下,同样能达到定位夹紧的精度要求。设计了嵌件傀儡焊机构,通过将设置上交叉臂和下交叉臂,电流引出的上电极和下电极分别安装在上交叉臂和下交叉臂上,上下交叉臂为钢制,承受焊枪打点压紧力,上下交叉臂的初步压紧依靠后端的第一驱动气缸推出,通过第一驱动气缸可以实现对嵌件的深u造型部分进行夹紧。应用时,嵌件傀儡焊夹紧部件中的第一驱动气缸推出,使实际焊接的上下电极夹紧嵌件焊点位置,之后机器人抓取焊枪,运动到焊枪的焊枪下电极接触下导电座,之后焊枪的焊枪上电极下压,压紧接触上导电座,之后焊枪通电焊接,超大电流通过上下导电座传导到上下电极,贯穿实际打点的上电极、尾门嵌件、实际打点的下电极,使被压紧的尾门嵌件焊点处产生热量实现电阻点焊,同时焊枪的电极同时压合在上下导电座的位置,在转轴下方,与第一驱动气缸对上下交叉臂作用力的方向一致,并加强实际焊点处上下电极的压紧效果。
5、根据本发明第一方面的实施例,所述伸缩销通过连接架与所述顶升驱动气缸的活塞杆连接,所述顶升驱动气缸通过将所述伸缩销顶出,以将所述大径销部插入到下方分嵌件的定位孔,所述顶升驱动气缸通过将所述伸缩销下降,以将所述小径销部插入到上方分嵌件的定位孔。
6、根据本发明第一方面的实施例,所述夹紧定位机构包括用于对分嵌件进行定位的若干个定位块以及将嵌件进行压紧固定的压紧臂组件。
7、根据本发明第一方面的实施例,各所述夹紧定位机构分别设置有分步装件按钮,以实现各所述压紧臂组件分别控制。
8、根据本发明第一方面的实施例,所述嵌件傀儡焊机构还包括上下移动机构和滑移机构,所述傀儡焊夹紧机构安装在所述上下移动机构上,以实现所述傀儡焊夹紧机构上下移动,所述上下移动机构安装在所述滑移机构上,以实现所述上下移动机构左右移动。
9、根据本发明第一方面的实施例,所述上交叉臂和所述下交叉臂分别位于所述转轴的两侧,以使所述第一驱动气缸的活塞杆伸出时,所述上交叉臂的前端和所述下交叉臂的前端相向而动,从而对嵌件进行夹紧。
10、根据本发明第一方面的实施例,所述转轴位于所述上交叉臂和所述下交叉臂的中后部,以使后端的所述第一驱动气缸以较小的压力实现在前端的所述上电极和所述下电极之间的较大压紧力。
11、根据本发明第一方面的实施例,所述嵌件傀儡焊夹紧部件还包括吹气组件,所述吹气组件包括可外接供气设备的两个吹气冷却铜管,两个所述吹气冷却铜管分别对准所述上电极和所述下电极,以进行冷却。
12、根据本发明第一方面的实施例,所述支架组件包括安装架以及与所述安装架连接的连接板,所述连接板与所述安装架铰接,所述连接板开设有弧形孔,所述连接板在该弧形孔位置通过紧固件与所述安装架固定。
13、根据本发明第二方面的实施例,提供一种尾门嵌件焊接系统,包括设置有多个工位的转台,每个所述工位设置根据本发明第一方面实施例所述的尾门嵌件焊接治具;以及点焊机器人,用于对所述转台上的尾门嵌件焊接治具的嵌件进行焊接。
技术特征:
1.一种尾门嵌件焊接治具,其特征在于:包括
2.根据权利要求1所述的尾门嵌件焊接治具,其特征在于:所述伸缩销通过连接架与所述顶升驱动气缸的活塞杆连接,所述顶升驱动气缸通过将所述伸缩销顶出,以将所述大径销部插入到下方分嵌件的定位孔,所述顶升驱动气缸通过将所述伸缩销下降,以将所述小径销部插入到上方分嵌件的定位孔。
3.根据权利要求1所述的尾门嵌件焊接治具,其特征在于:所述夹紧定位机构包括用于对嵌件进行定位的若干个定位块以及将嵌件进行压紧固定的压紧臂组件。
4.根据权利要求3所述的尾门嵌件焊接治具,其特征在于:各所述夹紧定位机构分别设置有分步装件按钮,以实现各所述压紧臂组件分别控制。
5.根据权利要求1所述的尾门嵌件焊接治具,其特征在于:所述嵌件傀儡焊机构还包括上下移动机构和滑移机构,所述傀儡焊夹紧机构安装在所述上下移动机构上,以实现所述傀儡焊夹紧机构上下移动,所述上下移动机构安装在所述滑移机构上,以实现所述上下移动机构左右移动。
6.根据权利要求1至5任意一项所述的尾门嵌件焊接治具,其特征在于:所述上交叉臂和所述下交叉臂分别位于所述转轴的两侧,以使所述第一驱动气缸的活塞杆伸出时,所述上交叉臂的前端和所述下交叉臂的前端相向而动,从而对嵌件进行夹紧。
7.根据权利要求6所述的尾门嵌件焊接治具,其特征在于:所述转轴位于所述上交叉臂和所述下交叉臂的中后部,以使后端的所述第一驱动气缸以较小的压力实现在前端的所述上电极和所述下电极之间的较大压紧力。
8.根据权利要求6所述的尾门嵌件焊接治具,其特征在于:所述嵌件傀儡焊夹紧部件还包括吹气组件,所述吹气组件包括可外接供气设备的两个吹气冷却铜管,两个所述吹气冷却铜管分别对准所述上电极和所述下电极,以进行冷却。
9.根据权利要求6所述的尾门嵌件焊接治具,其特征在于:所述支架组件包括安装架以及与所述安装架连接的连接板,所述连接板与所述安装架铰接,所述连接板开设有弧形孔,所述连接板在该弧形孔位置通过紧固件与所述安装架固定。
10.一种尾门嵌件焊接系统,其特征在于:包括
技术总结
本发明公开了一种尾门嵌件焊接治具及焊接系统,涉及汽车零部件焊接技术领域,其中,尾门嵌件焊接治具,包括底板;至少一个伸缩销定位机构,伸缩销定位机构包括伸缩销以及驱动伸缩销升降的顶升驱动气缸,伸缩销包括对下方分嵌件进行定位的大径销部和对上方分嵌件进行定位的小径销部;多个夹紧定位机构,夹紧定位机构设置在底板上,用于对各分嵌件进行定位及夹紧;以及嵌件傀儡焊机构,嵌件傀儡焊机构设置在底板上,嵌件傀儡焊机构包括若干个嵌件傀儡焊夹紧部件,嵌件傀儡焊夹紧部件包括上交叉臂、下交叉臂、第一驱动气缸、上电极、下电极以及支架组件。本发明能对分嵌件进行精准定位,能够使C型焊枪一次焊接完成尾门嵌件的焊接。
技术研发人员:帅智杰,万智雄
受保护的技术使用者:广州敏实汽车零部件有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!