钛铝复合材料的加工方法及钛铝复合结构与流程
本申请涉及机械加工,尤其涉及一种钛铝复合材料的加工方法及钛铝复合结构。
背景技术:
1、目前,消费者对于手机等电子产品的防水功能的要求越来越高。相关技术中,防水孔处通常为钛合金和铝合金两种材料。因产品后续还需进行化学工艺处理,在化学工艺处理工程中,铝合金比钛合金的活性高,受腐蚀严重,导致防水孔侧壁的光洁度变差,防水孔的密封性能下降。
技术实现思路
1、有鉴于此,本申请提出一种钛铝复合材料的加工方法及钛铝复合结构,以提高钛铝复合材料的防水孔的密封性。
2、本申请一实施方式提供一种钛铝复合材料的加工方法,所述钛铝复合材料包括铝合金层和钛合金层。所述加工方法包括如下步骤:
3、在所述铝合金层上形成加工孔,所述加工孔包括相互连通的第一孔和第二孔,所述第一孔和所述第二孔均为圆孔,所述第一孔的孔径大于所述第二孔的孔径;所述第一孔的一端被所述钛合金层覆盖,所述第一孔的另一端具有底壁,所述第一孔还具有侧壁和圆弧段,所述圆弧段连接所述侧壁和所述底壁;所述第二孔由部分所述底壁朝远离所述钛合金层的方向凹陷形成;
4、在所述钛合金层上形成凹槽,所述凹槽由所述钛合金层背离所述铝合金层的表面朝所述铝合金层的方向凹陷形成,沿着所述钛合金层和铝合金层的厚度方向,所述凹槽的底壁与所述钛合金层靠近所述铝合金层的表面之间的距离为h1,h1≥1.3mm;
5、在所述钛合金层上通过热熔钻孔的方式形成开孔,且位于所述凹槽和所述第一孔之间的所述钛合金层热熔形成衬套,所述衬套位于所述第一孔内并覆盖所述第一孔的侧壁和圆弧段;所述第一孔和所述凹槽通过所述开孔连通,所述开孔为圆孔,所述开孔的直径为1.6mm~1.7mm,沿着所述钛合金层和铝合金层的厚度方向,所述开孔的深度大于或等于1.3mm。
6、一种实施方式中,沿着所述铝合金层和钛合金层的厚度方向,所述衬套的高度为h2,1.0mm≤h2≤1.4mm。
7、一种实施方式中,所述第一孔的直径为2.07mm~2.27mm。
8、一种实施方式中,沿着所述铝合金层和钛合金层的厚度方向,所述第一孔的深度为1.0mm~1.4mm。
9、一种实施方式中,所述圆弧段的半径为0.35mm~0.45mm。
10、一种实施方式中,沿着所述铝合金层和钛合金层的厚度方向,所述第二孔的深度为0.7mm~0.9mm。
11、一种实施方式中,所述加工孔还包括与所述第二孔连通的第三孔。所述第三孔形成于所述第二孔背离所述第一孔的一端,所述第三孔为圆孔,所述第三孔的孔径大于所述第二孔的孔径。
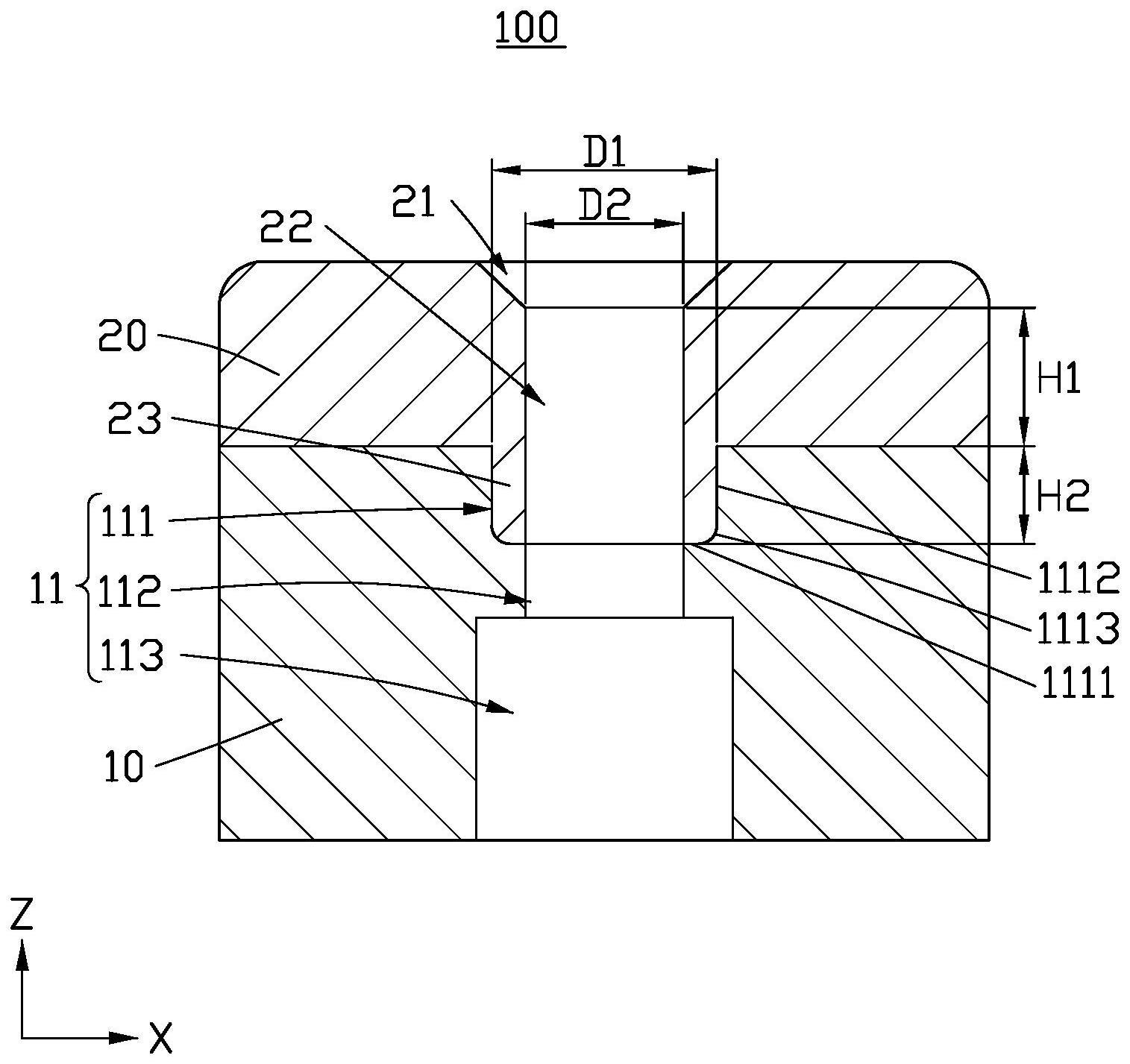
12、本申请一实施方式提供一种钛铝复合结构,其包括铝合金层和钛合金层。所述钛铝复合结构设有加工孔、开孔和衬套。所述加工孔位于所述铝合金层,所述加工孔包括相互连通的第一孔和第二孔。所述第一孔和所述第二孔均为圆孔,且所述第一孔的孔径大于所述第二孔的孔径。所述第一孔具有底壁、侧壁和圆弧段,所述圆弧段连接所述侧壁和所述底壁。所述第二孔由部分所述底壁朝远离所述钛合金层的方向凹陷形成。所述开孔位于所述钛合金层并与所述第一孔连通。所述衬套由所述钛合金层形成,所述衬套位于所述第一孔内并覆盖所述第一孔的侧壁和圆弧段。
13、一种实施方式中,所述钛铝复合结构还设有凹槽,所述凹槽位于所述钛合金层背离所述铝合金层的一侧,并与所述开孔连通。
14、一种实施方式中,所述加工孔还包括与所述第二孔连通的第三孔。所述第三孔形成于所述第二孔背离所述第一孔的一端,所述第三孔为圆孔,所述第三孔的孔径大于所述第二孔的孔径。
15、本申请利用热熔钻孔工艺,使热熔的钛合金形成衬套(钛合金材料),利用衬套将第一孔(铝合金材料)的侧壁和圆弧段全部覆盖,也即钛合金材料将铝合金材料覆盖,在后续的化学工艺处理步骤中,钛合金材料不易被腐蚀,从而提升了钛铝复合材料的防水孔的密封性。此外,本申请第一孔的底壁和第二孔形成的挡料结构能防止热熔的钛合金溢出第一孔,从而能防止钛合金拉伸过长导致形成的衬套开裂。并且,第一孔具有的圆弧段与热熔的钛合金自然流动形成的圆角较为接近,因而能使形成的衬套更好地贴合覆盖在第一孔的侧壁和圆弧段上,进一步提升钛铝复合材料的防水孔的密封性。
技术特征:
1.一种钛铝复合材料的加工方法,所述钛铝复合材料包括铝合金层和钛合金层,其特征在于,所述加工方法包括如下步骤:
2.如权利要求1所述的加工方法,其特征在于,沿着所述铝合金层和钛合金层的厚度方向,所述衬套的高度为h2,1.0mm≤h2≤1.4mm。
3.如权利要求1所述的加工方法,其特征在于,所述第一孔的直径为2.07mm~2.27mm。
4.如权利要求1所述的加工方法,其特征在于,沿着所述铝合金层和钛合金层的厚度方向,所述第一孔的深度为1.0mm~1.4mm。
5.如权利要求1所述的加工方法,其特征在于,所述圆弧段的半径为0.35mm~0.45mm。
6.如权利要求1所述的加工方法,其特征在于,沿着所述铝合金层和钛合金层的厚度方向,所述第二孔的深度为0.7mm~0.9mm。
7.如权利要求1所述的加工方法,其特征在于,所述加工孔还包括与所述第二孔连通的第三孔,所述第三孔形成于所述第二孔背离所述第一孔的一端,所述第三孔为圆孔,所述第三孔的孔径大于所述第二孔的孔径。
8.一种钛铝复合结构,所述钛铝复合结构包括铝合金层和钛合金层,其特征在于,所述钛铝复合结构设有:
9.如权利要求8所述的钛铝复合结构,其特征在于,所述钛铝复合结构还设有凹槽,所述凹槽位于所述钛合金层背离所述铝合金层的一侧,并与所述开孔连通。
10.如权利要求8所述的钛铝复合结构,其特征在于,所述加工孔还包括与所述第二孔连通的第三孔,所述第三孔形成于所述第二孔背离所述第一孔的一端,所述第三孔为圆孔,所述第三孔的孔径大于所述第二孔的孔径。
技术总结
本申请提出一种钛铝复合材料的加工方法及钛铝复合结构。加工方法包括:在铝合金层上形成加工孔,加工孔包括第一孔;在钛合金层上形成凹槽;在钛合金层上通过热熔钻孔的方式形成开孔,使钛合金层热熔形成衬套,衬套位于第一孔内并覆盖第一孔的孔壁。本申请利用热熔钻孔工艺使热熔的钛合金形成衬套,将第一孔的孔壁覆盖,也即钛合金材料将铝合金材料覆盖,在后续的化学工艺处理步骤中,钛合金材料不易被腐蚀,从而提升了钛铝复合材料的防水孔的密封性。
技术研发人员:朱蕾,洪盛灏,谢鹏,程超,沈志强,孙叶安
受保护的技术使用者:富联裕展科技(深圳)有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!