一种用于乏燃料密封贮存罐环形焊缝的自动切割装置的制作方法
本发明涉及乏燃料后处理,具体涉及一种用于乏燃料密封贮存罐环形焊缝的自动切割装置。
背景技术:
1、在核电站运行过程,核燃料需要定期更换并存储在乏燃料池中,随着核电站运行,乏燃料的数量不断增加。目前,国内各大核电站乏燃料池的容量已经不能满足存储乏燃料的需要,采用密封贮存容器存储乏燃料的干式存储技术可以很好地解决乏燃料现场存储的问题,并安全转运至目的地。乏燃料密封贮存容器是长期存储乏燃料的容器,由罐体、内外盖、屏蔽塞构成,屏蔽塞搭在罐体环状支撑环上,内盖放置在屏蔽塞上,外盖放置在内盖上。为确保乏燃料储存的安全性,装料后需要对其进行双层密封,内盖与罐体进行焊接密封,外盖与罐体进行焊接密封,从而保证密封储存容器的密封性,内外盖焊接后均存在较长较大的环形焊缝。
2、为保证乏燃料后处理的正常进行,需要去除乏燃料密封贮存罐的焊缝,完成盖板的开盖并取出乏燃料,目前,在切割实施过程中存在以下难点:
3、1、乏燃料密封贮存罐密封焊缝包括多种焊缝,既有整圆等较为规则焊缝,也有不规则的异形多段直线焊缝,如图1所示,因此,需要设备可以适应不同轨迹焊缝的切割;
4、2、乏燃料密封贮存罐环形焊缝半径大,深度较厚,整体切削量大,需要设备整体强度高、刀具寿命长;
5、3、由于乏燃料具备一定的放射性,为尽可能减少人员现场操作,需要设备具备远程自动换刀功能;
6、4、由于罐体自身的加工误差和焊接过程的焊接变形,环形焊缝亦不是标准圆形,需要设备在整圆切削时能够适应径向改变的焊缝,从而保证盖板和罐体的结构完整性;
7、5、为确保打开进气排水通道,需要在外盖板指定位置钻孔并去除进气排水组件孔盖板焊缝,需要设备具备铣削或钻削开孔的功能;且待钻穿盖板厚50mm,要求钻削行程长。
8、6、由于乏燃料密封储存容器本身放置于专用工作平台,具有一定的放射性,需要在工作平台现场完成焊缝的去除;
9、7、为尽可能减少切割过程的碎屑飞溅,焊缝切割过程需要同步实现碎屑收集;
10、8、为尽可能减少带放射性废液,焊缝切割过程中不允许使用液体冷却剂。
11、综上所述,这些特点要求乏燃料密封贮存罐环形焊缝的自动切割装置必须能够具备远距离操控、车削铣削钻削复合加工方式、大直径焊缝切削及碎屑自动收集等功能,通过还需具备旋转过程径向补偿功能以适应变形的罐体,同时也能够在放射性环境现场完成切削加工、不与工作平台发生干涉。基于此,现设计一种专用于乏燃料密封贮存罐环形焊缝的自动切割装置对乏燃料密封贮存罐的密封焊缝进行切割和盖板钻孔。
技术实现思路
1、本发明是为了解决现有的切割装置对乏燃料密封贮存罐多种密封焊缝的远距离自动切割、以及盖板钻孔存在的技术难题,目的在于提供一种用于乏燃料密封贮存罐环形焊缝的自动切割装置,实现了在放射环境下乏燃料密封贮存罐环形焊缝切割、不规则直线段焊缝切割、标记位置钻孔的工程需求,集多种加工功能、径向补偿、远程自动换刀及碎屑自动收集为一体。
2、本发明通过下述技术方案实现:
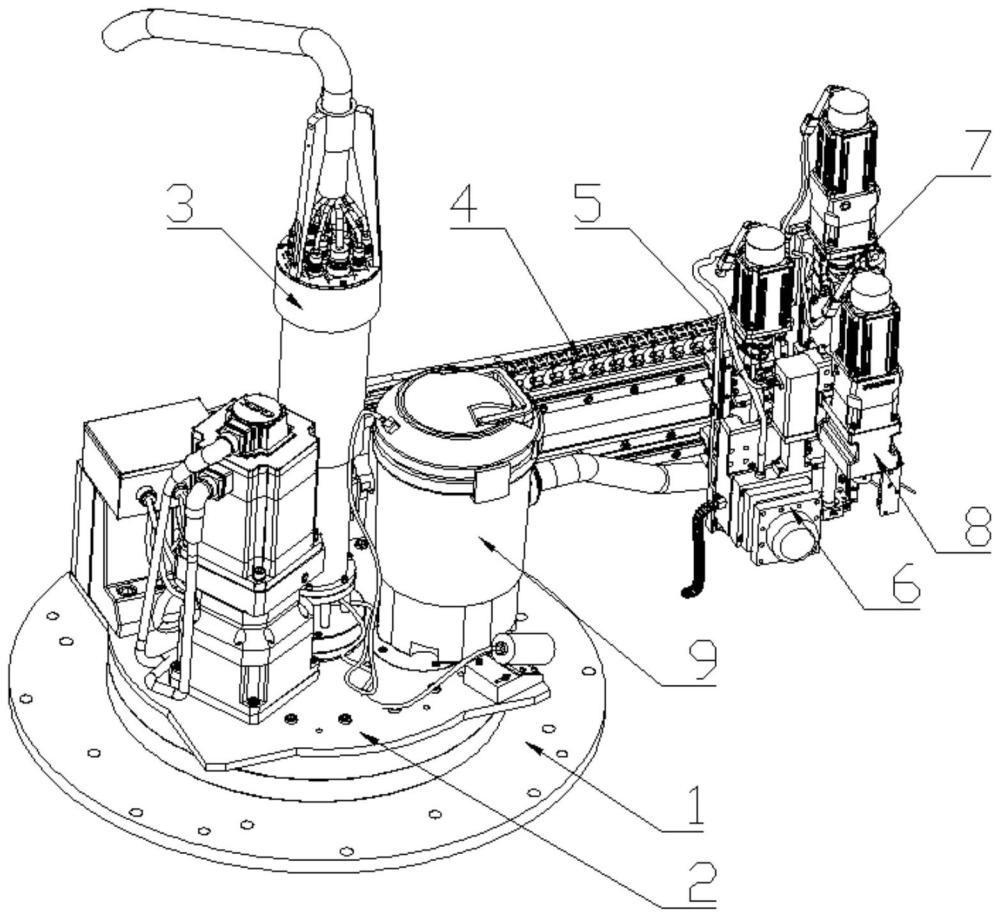
3、一种用于乏燃料密封贮存罐环形焊缝的自动切割装置,包括切割装置本体,所述切割装置本体包括底座、主轴回转组件、线路电气滑环机构、水平移动组件、第一竖直移动组件、车削模块、第二竖直移动组件和钻铣模块;
4、所述主轴回转组件设置在底座中部,所述线路电气滑环机构和水平移动组件均设置在主轴回转组件上,所述第一竖直移动组件和第二竖直移动组件均设置在水平移动组件上,所述第一竖直移动组件连接车削模块,所述第二竖直移动组件连接钻铣模块,所述钻铣模块上设置有用于实现切割时径向补偿的激光扫描组件;
5、其中,所述主轴回转组件、水平移动组件和第一竖直移动组件配合带动车削模块实现圆形轨迹车削切割,所述主轴回转组件、水平移动组件和第二竖直移动组件配合带动钻铣模块实现不规则轨迹铣削切割及钻孔。
6、作为本发明进一步的技术方案,所述底座包括底部圆盘和底座垫,所述底部圆盘上设置有用于连接待切割工件的连接孔,所述底座垫为主轴回转组件提供支撑。
7、作为本发明进一步的技术方案,所述主轴回转组件包括旋转外壳、支撑板、支撑基座、电机组件和中心轴,所述支撑板固定在旋转外壳上方,所述支撑基座固定在支撑板中部,所述中心轴底部固定在底座上,所述中心轴上端与支撑板转动连接,所述电机组件通过齿轮传动机构驱动支撑板旋转。
8、作为本发明进一步的技术方案,所述线路电气滑环机构包括电气滑环和滑环支撑柱,所述滑环支撑柱固定在主轴回转组件上,所述电气滑环固定在滑环支撑柱上。
9、作为本发明进一步的技术方案,所述水平移动组件包括连接座、x轴悬臂、水平伺服电机、x轴丝杠、x轴直线导轨和x轴滑块组,所述连接座固定在主轴回转组件上,所述x轴悬臂的一端与连接座固定,所述水平伺服电机固定在x轴悬臂上且与x轴丝杠一端连接,所述x轴丝杠另一端转动连接在x轴悬臂上,所述x轴滑块组与x轴直线导轨滑动连接。
10、作为本发明进一步的技术方案,所述第一竖直移动组件包括背板一、第一竖直驱动电机、第一z轴丝杆、第一z轴竖直导轨和第一z轴滑块,所述背板一固定在x轴滑块组上,所述第一竖直驱动电机固定在背板一上且与第一z轴丝杆一端连接,所述第一z轴丝杆的另一端转动连接在背板一上,所述第一z轴滑块与第一z轴竖直导轨滑动连接。
11、作为本发明进一步的技术方案,所述车削模块包括换刀电机和自动换刀组件,所述自动换刀组件与换刀电机的输出端连接。
12、作为本发明进一步的技术方案,所述第二竖直移动组件包括背板二、第二竖直驱动电机、第二z轴丝杆、第二z轴竖直导轨和第二z轴滑块,所述背板二固定在x轴滑块组上,所述第二竖直驱动电机固定在背板二上且与第二z轴丝杆一端连接,所述第二z轴丝杆的另一端转动连接在背板二上,所述第二z轴滑块与第二z轴竖直导轨滑动连接。
13、作为本发明进一步的技术方案,所述钻铣模块包括钻铣主轴电机和刀具支架组件,所述刀具支架组件与钻铣主轴电机的输出端连接,所示激光扫描组件设在刀具支架组件底部。
14、作为本发明进一步的技术方案,还包括碎屑收集及冷却组件,所述碎屑收集及冷却组件包括负压吸取装置、碎屑收集头和气阀,所述负压吸取装置通过管路与碎屑收集头连接,所述气阀通过冷气管与气源连接。
15、本发明与现有技术相比,具有如下的优点和有益效果:
16、1.本发明的切割装置本体与控制柜之间电缆超过30m,通过远程控制能够满足放射性环境远程控制、信号传递和电源供给。
17、2.本发明x、y、z多个方向联动,可满足直径在1200mm-1900mm乏燃料密封贮存罐的切割需求。
18、3.本发明通过不同方向的联动组合,能够实现在放射环境下乏燃料密封贮存罐环形焊缝切割、不规则直线段焊缝切割、标记位置钻孔的工程需求,并具备切割过程x轴径向补偿、碎屑自动收集、刀具气体冷却等功能为一体,实现了乏燃料密封贮存罐罐体与盖板密封焊缝的去除和盖板的钻孔,可应用于乏燃料密封储存容器盖板的开盖。
19、4.本发明通过激光扫描组件扫描钻铣模块的刀具与待加工部位的距离,生成环形轨迹切割时x轴的补偿量,实现车削及整圈铣削时x轴的实时补偿,从而确保装置能适应不同圆度误差的环形焊缝切割。
- 还没有人留言评论。精彩留言会获得点赞!