一种型钢的矫正装置及其矫正方法与流程
:本发明涉及调整装置设计领域,尤其是指一种型钢的矫正装置及其矫正方法。
背景技术
0、
背景技术:
1、在船舶制造领域,船体结构中常用的型钢组合型材t形钢,由于焊接热应力的作用及转运等原因容易造成型钢发生变形,t形钢在与船体板焊接及两两对接时需要矫正以保证船体结构精度。
2、急需一种型钢的矫正装置,有助于解决现有技术中缺乏一种型钢的矫正装置,对t型钢焊接后进行矫正的技术问题。
技术实现思路
0、
技术实现要素:
1、在一实施例中,本发明提供了一种型钢的矫正装置,通过所述槽钢和螺栓调整t型槽的变形,有助于解决现有技术中缺乏一种型钢的矫正装置,对t型钢焊接后进行矫正的技术问题。
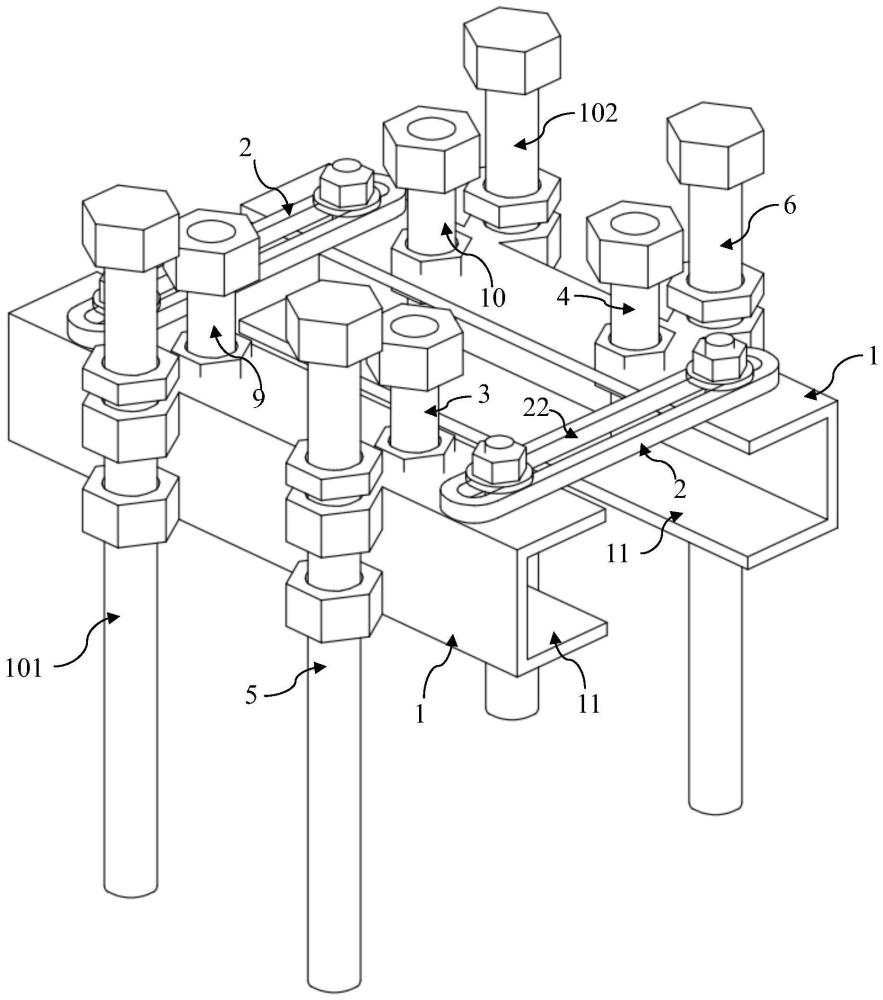
2、所述型钢的矫正装置包括至少一对槽钢和至少一连接条,以及第一螺栓和第二螺栓、第三螺栓、第四螺栓;
3、所述槽钢成对同向并排布置,且成对的所述槽钢开口相对设置;
4、所述连接条具有第一端面,所述第一端面贴合成对所述槽钢的同一外端面,且所述连接条的两端分别固定在成对所述槽钢上;
5、所述第一螺栓和所述第二螺栓从所述外端面贯穿至所述槽钢内部;
6、所述第三螺栓和所述第四螺栓分别通过螺母穿接后固定在成对所述槽钢上。
7、在一实施例中,所述连接条沿长度方向设置有长孔,所述连接条通过第五螺栓和第六螺栓通过所述长孔两端固定在成对的所述槽钢上。
8、在一实施例中,所述型钢的矫正装置还包括第七螺栓和第八螺栓,所述第七螺栓和所述第八螺栓分别通过螺母穿接后固定在成对所述槽钢的一端,所述第三螺栓和所述第四螺栓分别通过螺母穿接后固定在成对所述槽钢的另一端。
9、在一实施例中,所述连接条为两个,且分别设置在所述槽钢的两端。
10、在一实施例中,所述型钢的矫正装置还包括第九螺栓和第十螺栓;
11、所述第九螺栓和所述第十螺栓从所述外端面贯穿至所述槽钢内部,且所述第一螺栓和所述第二螺栓位于所述槽钢一端,所述第九螺栓和所述第十螺栓位于所述槽钢另一端。
12、在一实施例中,本发明还提供了一种型钢矫正装置的矫正方法,基于所述的型钢的矫正装置,所述矫正方法包括:
13、将t型材的翼板两侧分别通过所述开口插入两侧相对的所述槽钢;
14、调整所述第三螺栓和所述第四螺栓调平所述槽钢的高度;
15、调整所述第一螺栓和所述第二螺栓调平所述翼板的高度。
16、在一实施例中,所述连接条沿长度方向设置有长孔,所述连接条通过第五螺栓和第六螺栓通过所述长孔两端固定在成对的所述槽钢上,所述将t型材的翼板两侧分别通过所述开口插入两侧相对的所述槽钢步骤前,该方法还包括:
17、调整所述第五螺栓和所述第六螺栓调整成对所述槽钢的所述外端面平齐。
18、在一实施例中,所述型钢的矫正装置还包括第七螺栓和第八螺栓,所述第七螺栓和所述第八螺栓分别通过螺母穿接后固定在成对所述槽钢的一端,所述第三螺栓和所述第四螺栓分别通过螺母穿接后固定在成对所述槽钢的另一端,所述调整所述第三螺栓和所述第四螺栓调平所述槽钢的高度步骤后,该方法还包括:
19、调整所述第七螺栓和所述第八螺栓调平所述槽钢的平面度。
20、在一实施例中,所述型钢的矫正装置还包括第九螺栓和第十螺栓,所述第九螺栓和所述第十螺栓从所述外端面贯穿至所述槽钢内部,且所述第一螺栓和所述第二螺栓位于所述槽钢一端,所述第九螺栓和所述第十螺栓位于所述槽钢另一端,所述调整所述第一螺栓和所述第二螺栓调平所述翼板的高度步骤后,该方法还包括:
21、调整所述第九螺栓和所述第十螺栓调平所述t型材翼板的平面度。
22、在一实施例中,所述螺母为双层螺母;
23、调整双层螺母锁定所述槽钢的高度。
技术特征:
1.一种型钢的矫正装置,其特征在于,所述型钢的矫正装置包括:
2.根据权利要求1所述的型钢的矫正装置,其特征在于,所述连接条(2)沿长度方向设置有长孔(22),所述连接条(2)通过第五螺栓(7)和第六螺栓(8)通过所述长孔(22)两端固定在成对的所述槽钢(1)上。
3.根据权利要求2所述的型钢的矫正装置,其特征在于,所述型钢的矫正装置还包括第七螺栓(9)和第八螺栓(10),所述第七螺栓(9)和所述第八螺栓(10)分别通过螺母穿接后固定在成对所述槽钢(1)的一端,所述第三螺栓(5)和所述第四螺栓(6)分别通过螺母穿接后固定在成对所述槽钢(1)的另一端。
4.根据权利要求3所述的型钢的矫正装置,其特征在于,所述连接条(2)为两个,且分别设置在所述槽钢(1)的两端。
5.根据权利要求4所述的型钢的矫正装置,其特征在于,所述型钢的矫正装置还包括第九螺栓(101)和第十螺栓(102);
6.一种型钢矫正装置的矫正方法,其特征在于,基于如权利要求1至5任一项所述的型钢的矫正装置,所述矫正方法包括:
7.根据权利要求6所述的型钢矫正装置的矫正方法,其特征在于,所述连接条(2)沿长度方向设置有长孔(22),所述连接条(2)通过第五螺栓(7)和第六螺栓(8)通过所述长孔(22)两端固定在成对的所述槽钢(1)上,所述将t型材(200)的翼板(201)两侧分别通过所述开口(11)插入两侧相对的所述槽钢(1)步骤前,该方法还包括:
8.根据权利要求7所述的型钢矫正装置的矫正方法,其特征在于,所述型钢的矫正装置还包括第七螺栓(9)和第八螺栓(10),所述第七螺栓(9)和所述第八螺栓(10)分别通过螺母穿接后固定在成对所述槽钢(1)的一端,所述第三螺栓(5)和所述第四螺栓(6)分别通过螺母穿接后固定在成对所述槽钢(1)的另一端,所述调整所述第三螺栓(5)和所述第四螺栓(6)调平所述槽钢(1)的高度步骤后,该方法还包括:
9.根据权利要求8所述的型钢矫正装置的矫正方法,其特征在于,所述型钢的矫正装置还包括第九螺栓(101)和第十螺栓(102),所述第九螺栓(101)和所述第十螺栓(102)从所述外端面(12)贯穿至所述槽钢(1)内部,且所述第一螺栓(3)和所述第二螺栓(4)位于所述槽钢(1)一端,所述第九螺栓(101)和所述第十螺栓(102)位于所述槽钢(1)另一端,所述调整所述第一螺栓(3)和所述第二螺栓(4)调平所述翼板(201)的高度步骤后,该方法还包括:
10.根据权利要求9所述的型钢矫正装置的矫正方法,其特征在于,所述螺母为双层螺母;
技术总结
本发明提供了一种型钢的矫正装置及其矫正方法,所述型钢的矫正装置包括至少一对槽钢和至少一连接条,以及第一螺栓和第二螺栓、第三螺栓、第四螺栓;所述槽钢成对同向并排布置,且成对的所述槽钢开口相对设置;所述连接条具有第一端面,所述第一端面贴合成对所述槽钢的同一外端面,且所述连接条的两端分别固定在成对所述槽钢上;所述第一螺栓和所述第二螺栓从所述外端面贯穿至所述槽钢内部;所述第三螺栓和所述第四螺栓分别通过螺母穿接后固定在成对所述槽钢上。通过所述槽钢和螺栓调整T型槽的变形,有助于解决现有技术中缺乏一种型钢的矫正装置,对T型钢焊接后进行矫正的技术问题。
技术研发人员:孙雅忠,徐冬至,刘忠良,尹宝福,冷江辉
受保护的技术使用者:中船黄埔文冲船舶有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!