一种气缸盖和凸轮轴轴承盖组合加工方法与流程
本发明涉及发动机领域,特别是涉及一种气缸盖和凸轮轴轴承盖组合加工方法。
背景技术:
1、在柴油发动机中摇臂轴和凸轮轴要求一定的平行度,如装配时平行度精度偏差较大会导致发动运行异常,平行度精度轻微偏差,发动机长久运行后造成凸轮轴的凸轮磨损严重,对发动机造成不可逆的损害,导致发动机使用寿命缩减。
2、现有技术专利“一种气缸盖和凸轮轴轴承盖装配结构及轴孔加工方法”(公开号:cn116163851a),其加工出来的摇臂轴安装孔同轴度与凸轮轴安装孔平行度合格率较低,不能稳定生产,同时其;结构布置复杂,需要布置凸轮轴轴承盖单独固定的螺栓,无法保证发动机高效的装配。
3、以上背景技术内容的公开仅用于辅助理解本发明的发明构思及技术方案,其并不必然属于本专利申请的现有技术,在没有明确的证据表明上述内容在本专利申请的申请日已经公开的情况下,上述背景技术不应当用于评价本申请的新颖性和创造性。
技术实现思路
1、本发明的目的是提供一种气缸盖和凸轮轴轴承盖组合加工方法,解决目前摇臂轴安装孔同轴度与凸轮轴安装孔平行度合格率较低,不能稳定生产,同时其;结构布置复杂,需要布置凸轮轴轴承盖单独固定的螺栓,无法保证发动机高效的装配的问题。
2、为了实现以上目的,本发明采用的技术方案如下:
3、一种气缸盖和凸轮轴轴承盖组合加工方法,其特征在于:如下步骤:
4、s1:凸轮轴轴承盖装配,使用两根螺栓与固定螺孔和螺纹孔配合拧紧将凸轮轴轴承盖安装在匹配的气缸盖上;
5、s2:凸轮轴孔加工,将s1步骤装配好的凸轮轴轴承盖和气缸盖运输到数控机床以此对凸轮轴孔进行加工,凸轮轴孔加工工序分两次进行,一次粗加工一次精加工;
6、s3:凸轮轴轴承盖定位,s2步骤完成凸轮轴孔加工后,将凸轮轴轴承盖和气缸盖运输到装配台上,松掉两根螺栓将凸轮轴轴承盖拆下,将凸轮轴轴承盖以凸轮轴孔为基准并排安装在凸轮轴轴承盖定位工装上,即完成多组凸轮轴轴承盖的定位;
7、s4:摇臂轴孔加工,s3步骤完成凸轮轴轴承盖定位后,将其运输到数控机床以此对摇臂轴孔进行加工,凸轮轴孔加工工序分两次进行,一次粗加工一次精加工;
8、s5:凸轮轴轴承盖清洗,摇臂轴孔加工后,将各组凸轮轴轴承盖从定位工装上拆卸,并对其清洗,即完成凸轮轴轴承盖的加工;
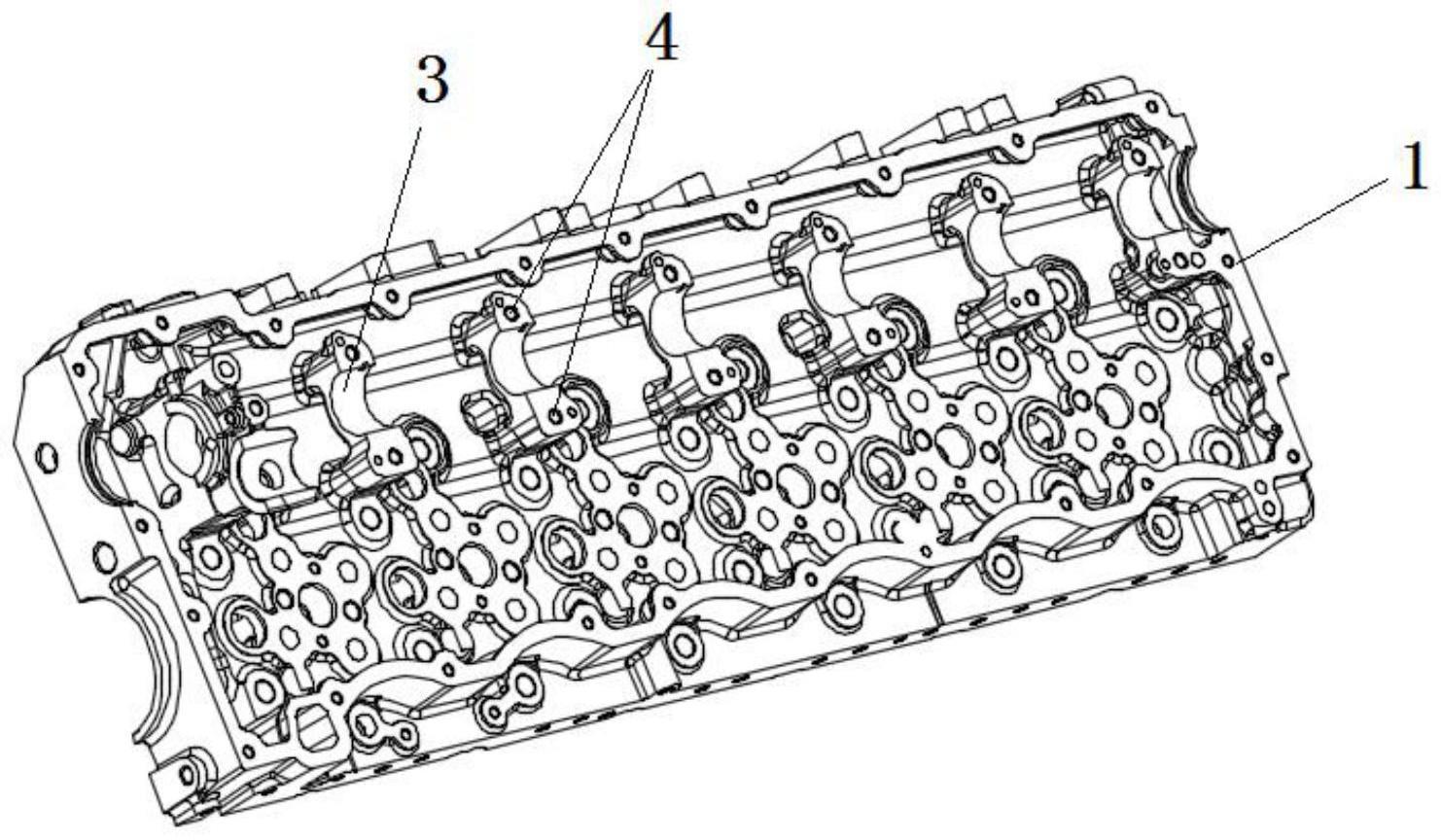
9、还包括气缸盖和凸轮轴轴承盖;所述气缸盖上设有若干个凸轮轴安装座,所述凸轮轴安装座前后设有螺纹孔;所述凸轮轴轴承盖的前部为凸轮轴盖,所述凸轮轴盖前后部设有固定螺孔,所述凸轮轴盖后部的固定螺孔上集成有摇臂轴安装座,所述凸轮轴盖与所述凸轮轴安装座相配合;所述凸轮轴盖后部的固定螺孔上设有沉孔。
10、进一步地,所述凸轮轴轴承盖通过螺栓与固定螺孔和螺纹孔配合安装在气缸盖上。
11、进一步地,所述凸轮轴安装座、凸轮轴盖和摇臂轴安装座均为半圆孔型;所述凸轮轴安装座与凸轮轴盖配合组成一个凸轮轴孔,所述摇臂轴安装座上为摇臂轴孔。
12、进一步地,所述凸轮轴孔和摇臂轴孔均设有0.5mm厚度加工余量。
13、与现有技术相比,本发明的优点及有益效果为:
14、本发明方法将凸轮轴轴承盖装配到气缸盖后对凸轮轴孔进行加工,加工结束后拆卸凸轮轴轴承盖,再将凸轮轴轴承盖以凸轮轴孔为基准并排安装在凸轮轴轴承盖定位工装上,再对摇臂轴孔进行加工,即完成凸轮轴轴承盖的的凸轮轴孔和摇臂轴孔组合加工,摇臂轴安装孔同轴度与凸轮轴安装孔平行度可以稳定保证,凸轮轴孔和摇臂轴孔合格率达到98%以上。
技术特征:
1.一种气缸盖和凸轮轴轴承盖组合加工方法,其特征在于:如下步骤:
2.根据权利要求1所述的一种气缸盖和凸轮轴轴承盖组合加工方法,其特征在于:所述凸轮轴轴承盖通过螺栓与固定螺孔和螺纹孔配合安装在气缸盖上。
3.根据权利要求1所述的一种气缸盖和凸轮轴轴承盖组合加工方法,其特征在于:所述凸轮轴安装座、凸轮轴盖和摇臂轴安装座均为半圆孔型;所述凸轮轴安装座与凸轮轴盖配合组成一个凸轮轴孔,所述摇臂轴安装座上为摇臂轴孔。
4.根据权利要求1所述的一种气缸盖和凸轮轴轴承盖组合加工方法,其特征在于:所述凸轮轴孔和摇臂轴孔均设有0.5mm厚度加工余量。
技术总结
本发明公开了一种气缸盖和凸轮轴轴承盖组合加工方法,其特征在于:包括气缸盖和凸轮轴轴承盖;所述气缸盖上设有若干个凸轮轴安装座,所述凸轮轴安装座前后设有螺纹孔;所述凸轮轴轴承盖的前部为凸轮轴盖,所述凸轮轴盖前后部设有固定螺孔,所述凸轮轴盖后部的固定螺孔上集成有摇臂轴安装座,所述凸轮轴盖与所述凸轮轴安装座相配合;所述凸轮轴盖后部的固定螺孔上设有沉孔。具有结构稳定,摇臂轴安装孔同轴度与凸轮轴安装孔平行度可以稳定保证,凸轮轴孔和摇臂轴孔合格率达到98%以上。
技术研发人员:刘显宏,陈彪,朱杰,叶洁,罗韩佗,杨基
受保护的技术使用者:广西玉柴机器股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!