一种用于直角边工件连续加工的夹具的制作方法
本发明涉及机械加工中的夹具,具体涉及一种用于直角边工件连续加工的夹具。
背景技术:
1、机加工领域,经常需要对待加工的工件进行夹持,以方便对通过夹具固定后的工件进行加工作业,而夹具对待加工的工件夹持的稳定性和夹持后工件的可加工面/可加工角度直接影响到夹具的使用性能。
2、而在实际加工过程中,工件的形状多样,生产中需要根据工件的不同形状选择合适的夹具。目前,用于加工带直角边的板形工件的夹具基本是l形夹具或者组合夹具:
3、采用l形夹具进行夹持作业时,需要将工件在阳角处用l形挡板抵住然后进行位置固定,工件阴角侧采用其他方式夹紧。这种结构的夹紧机构有利于对工件直角内侧进行加工操作,但是不利于在工件外侧对直角工件的外侧加工操作。且夹具在对工件进行加工的过程中,随着刀具的进给,会在加工面上对工件产生推力挤压,造成工件在折角位置发生细微变形,导致工件的精度降低,尤其在对尺寸较小的工件进行夹持时,难于无法满足加工精度。
4、采用组合夹具进行夹持作业时,需要将工件在直角边的两边分别利用不同的结构体进行顶靠并固定,然后将两个结构体进行装配连接来完成工件的装配夹持,这种装夹方式会造成装夹操作过程繁琐且装夹效率低下,需要进行校正作业、校平难度大,校正效率低,上述装夹以及校正效率低下,直接影响工件的加工效率。
5、基于上述原因,现有技术中亟需一种可以对直角工件内外侧同时进行加工操作,并能在夹持加工过程中保持可靠、精确的直角工件夹具。
技术实现思路
1、本发明所解决的技术问题在于提供一种用于直角边工件连续加工的夹具,可用于解决上述技术背景中的缺陷。
2、本发明所解决的技术问题采用以下技术方案来实现:
3、一种用于直角边工件连续加工的夹具,包括底座;
4、所述底座底部设置有用于在机床上进行固定装配的第一装配部;
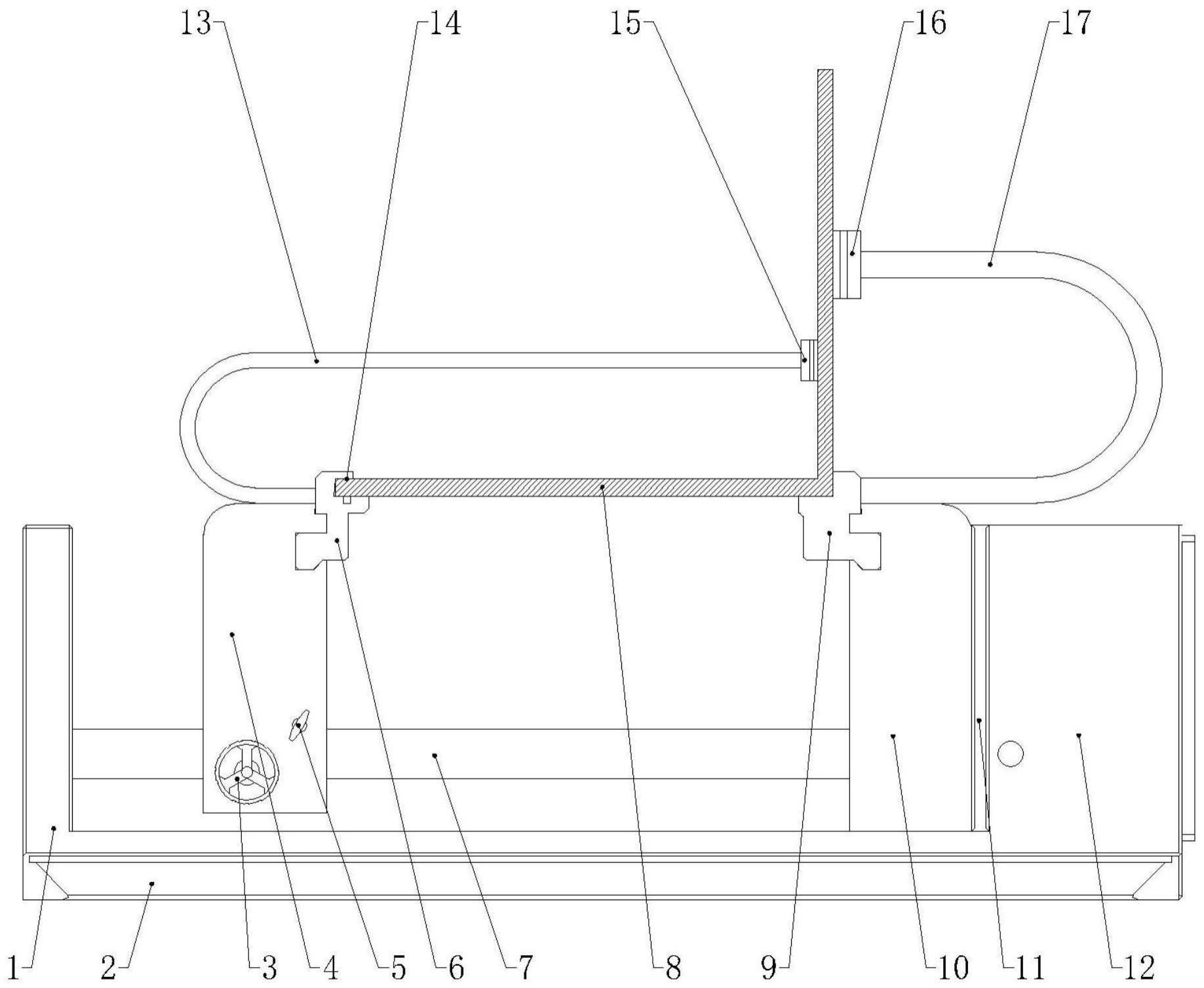
5、所述底座的上部设置有定位静块以及夹持动块,所述定位静块成型于底座上并在底座上保持位置固定;所述夹持动块装配于导向传动结构上,并能通过导向传动结构与定位静块进行相对位置调整以及调整后位置的保持;
6、所述定位静块与所述夹持动块在相对侧面上成型有第二装配部,并在第二装配部上通过可拆卸装配方式装配有夹持单元,所述夹持单元成对设置,包括向上凸出定位静块/夹持动块平面的夹持部,所述夹持部为卡口结构,同时在一侧夹持单元或者两侧夹持单元上还设置有簧片顶靠单元,所述簧片顶靠单元为横置的u形结构,其下部与对应的夹持单元成型为一体,上部则顶靠于工件的竖直边面上。
7、作为进一步限定,所述第一装配部为燕尾槽与螺纹连接件的组合或者工字槽与螺纹连接件的组合。
8、作为进一步限定,所述底座设置于浮台结构上,并通过浮台结构在机床上进行固定装配。
9、作为进一步限定,所述导向传动结构包括作为导向结构的导轨以及作为传动结构的丝杆,所述导轨设置于夹持动块单侧或者两侧,夹持动块上设置有与所述导轨相匹配的导座或者导向槽,而所述丝杆与导轨平行设置,穿装于夹持动块上,并通过电机或者手轮驱动来使夹持动块通过丝杆在导轨的导程上进行往复移动;
10、所述夹持动块上还设置有锁止结构,以将夹持动块锁止在导轨导程上的任意选定位置。
11、作为进一步限定,定位静块与夹持动块在第二装配部位置上成型有相对设置的插槽,而成对设置的所述夹持单元具有与所述插槽相匹配的插接部,夹持单元在插接部外侧设置有螺纹孔,以在夹持单元通过插接部在插槽位置插装到位后通过在螺纹孔内旋入螺杆,并以螺杆顶紧夹持单元来完成装配。
12、作为进一步限定,所述簧片顶靠单元整体由65mn弹簧钢冲压成型。
13、作为进一步限定,所述簧片顶靠单元的顶靠部上成型有与工件竖直边表面贴靠的贴靠平面。
14、有益效果:本发明的一种用于直角边工件连续加工的夹具,其结构简单,装夹可靠。根据工件尺寸与配合要求对直角边工件进行装夹,其装夹效果类似于组合夹具,但能实现自动校准,能有效提高夹具体在加工单个工件的定位精度。
15、本发明的一种用于直角边工件连续加工的夹具能对工件的竖直边以及水平面进行多个方位的机加工,在保证加工精度的基础上提高了加工效率,且尤其适合于尺寸在3~10cm的中小尺寸工件的夹持加工作业,能够运用于编程化流水线工业生产,提高生产作业效率,节约能源和成本;
16、本发明的一种用于直角边工件连续加工的夹具能够通过装载不同侧的簧片顶靠单元来对工件加工过程中进行单侧冲力缓冲,减少工件在加工过程中的形变。
技术特征:
1.一种用于直角边工件连续加工的夹具,其特征在于,包括底座;
2.根据权利要求1所述的用于直角边工件连续加工的夹具,其特征在于,所述第一装配部为燕尾槽与螺纹连接件的组合或者工字槽与螺纹连接件的组合。
3.根据权利要求1所述的用于直角边工件连续加工的夹具,其特征在于,所述底座设置于浮台结构上,并通过浮台结构在机床上进行固定装配。
4.根据权利要求1所述的用于直角边工件连续加工的夹具,其特征在于,所述导向传动结构包括作为导向结构的导轨以及作为传动结构的丝杆,所述导轨设置于夹持动块单侧或者两侧,夹持动块上设置有与所述导轨相匹配的导座或者导向槽,而所述丝杆与导轨平行设置,穿装于夹持动块上,并通过电机或者手轮驱动来使夹持动块通过丝杆在导轨的导程上进行往复移动。
5.根据权利要求4所述的用于直角边工件连续加工的夹具,其特征在于,所述夹持动块上还设置有锁止结构,以将夹持动块锁止在导轨导程上的任意选定位置。
6.根据权利要求1所述的用于直角边工件连续加工的夹具,其特征在于,定位静块与夹持动块在第二装配部位置上成型有相对设置的插槽,而成对设置的所述夹持单元具有与所述插槽相匹配的插接部,夹持单元在插接部外侧设置有螺纹孔,以在夹持单元通过插接部在插槽位置插装到位后通过在螺纹孔内旋入螺杆,并以螺杆顶紧夹持单元来完成装配。
7.根据权利要求1所述的用于直角边工件连续加工的夹具,其特征在于,所述簧片顶靠单元整体由65mn弹簧钢冲压成型。
8.根据权利要求1所述的用于直角边工件连续加工的夹具,其特征在于,所述簧片顶靠单元的顶靠部上成型有与工件竖直边表面贴靠的贴靠平面。
9.根据权利要求1所述的用于直角边工件连续加工的夹具,其特征在于,夹持单元在沿工件夹持部位的长度方向上间隔设置有多个缺口作为排屑槽。
技术总结
本发明公开了一种用于直角边工件连续加工的夹具,其包括底座;底座上部设置有定位静块以及夹持动块,定位静块固定于底座上;所述夹持动块装配于导向传动结构上,并能通过导向传动结构与定位静块进行相对位置调整以及调整后位置的保持;定位静块与夹持动块在相对侧面上通过第二装配部可拆卸装配方式装配有夹持单元,夹持单元成对设置,包括夹持部,夹持部为卡口结构,同时在一侧夹持单元或者两侧夹持单元上还设置有簧片顶靠单元,簧片顶靠单元下部与夹持单元成型为一体,上部则顶靠于工件的竖直边面上。本发明的夹具能对直角边工件,特别是中小尺寸直角边工件进行稳定夹持,并能实现直角边工件上的双边精确加工。
技术研发人员:赵国绪,蒋光玉,何卫生
受保护的技术使用者:湖南齐力电机有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!