内窥镜的光窗封装方法及内窥镜与流程
本发明涉及内窥镜,具体涉及一种内窥镜的光窗封装方法及内窥镜。
背景技术:
1、内窥镜作为目前的医疗仪器,其内部腔体的气密防水性对其清晰成像是至关重要的。内窥镜在插入端的头部光窗是镜片与不锈钢的结合,此部位的密封性通常是整机密封性的核心部位。
2、光窗镜片通常采用光窗镜片,钎焊是蓝宝石的传统连接方法,钎焊过程中的钎料多采用活性高温钎料,如agcuti、cuti等,可以实现蓝宝石的连接。然而制备复杂的蓝宝石构件,焊接温度较高,大部分高于800℃,高温会直接导致蓝宝石构件有较大的变形,会严重影响钎焊连接件在使用时的性能。
3、还有一些内窥镜采用胶结的方式连接光窗镜片,由于胶结过程的温度较低,一般150℃以下,但是该类材料在高温环境下易出现老化现象。而内窥镜需要高温高压反复消毒灭菌,在长时间使用之后,内窥镜的密封性能会下降。
技术实现思路
1、有鉴于此,本发明提供了一种内窥镜的光窗封装方法及内窥镜,以解决保证镜片性能的同时,还能保证内窥镜密封性的问题。
2、第一方面,本发明提供了一种内窥镜的光窗封装方法,该光窗封装方法包括:
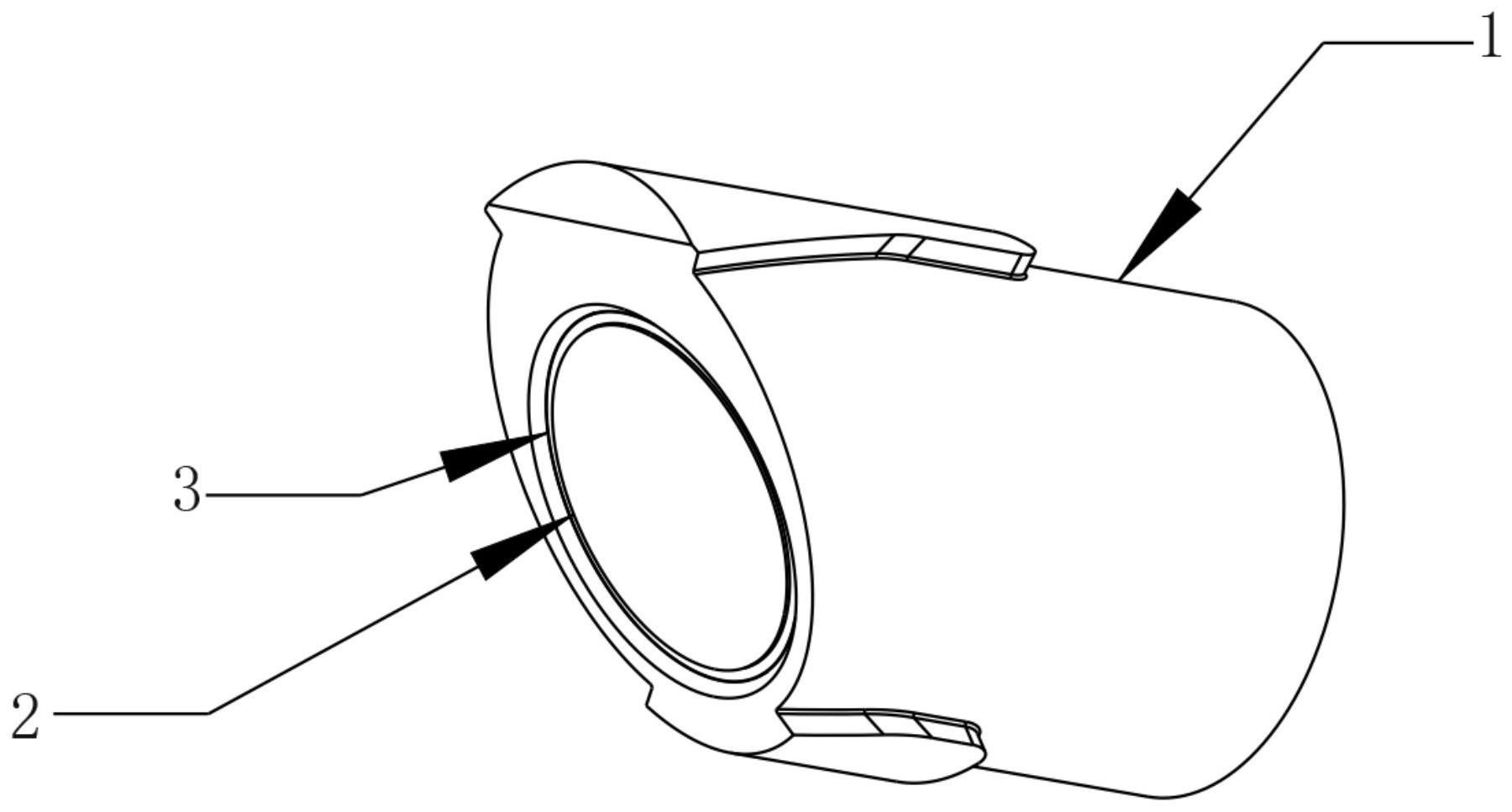
3、在光窗镜片侧面外周包裹金锡合金焊料,并将包裹所述金锡合金焊料后的所述光窗镜片放入头端座上设置的光窗安装口,其中,所述光窗镜片由蓝宝石制成;
4、将放有所述光窗镜片以及所述金锡合金焊料的所述头端座整体放入焊接炉以进行焊接,在焊接过程中,所述金锡合金焊料熔化,熔化后的所述金锡合金焊料沿着所述光窗镜片与所述头端座之间的缝隙向下填充;
5、焊接完成后,对所述头端座进行冷却。
6、有益效果:由于焊料材质为金锡合金,其焊接温度仅在320℃左右,不会对材料造成不可避免的热损伤和残余应力,相比其他钎料焊接对蓝宝石材料的热损伤小得多,也不会影响内窥镜在使用时的性能。同时,焊料在高温环境下焊环熔化后,在毛细作用下,沿着光窗镜片与头端座之间的缝隙向下填充,在冷却后,即实现光窗镜片与头端座的结合与密封。如此,在高温环境下使用,也不会出现老化现象,能够保证内窥镜的密封性能,保证内窥镜整体的寿命。
7、在一种可选的实施方式中,在所述将包裹所述金锡合金焊料后的所述光窗镜片放入头端座上设置的光窗安装口,之前,包括:
8、在所述头端座中开设环形凹槽,所述环形凹槽中适于安装所述光窗镜片。
9、在一种可选的实施方式中,所述环形凹槽的槽深大于所述光窗镜片的厚度。
10、在一种可选的实施方式中,所述头端座在所述环形凹槽的周向边缘开设有环形储料槽,所述环形凹槽与所述环形储料槽连通。
11、有益效果:本发明实施例通过设置环形储料槽,可以使焊料在受热膨胀之后直接流入环形储料槽和环形凹槽内,防止熔融状态的焊料因过多而溢出到镜片上表面,或者溢出到环形凹槽的外面,从而可以保证镜片的视窗不受影响。同时,熔融状态的焊料还可以使得镜片底部和头端座的内侧周边连接为一体,使得头端座的内部封装更牢固可靠。
12、在一种可选的实施方式中,在所述将包裹所述金锡合金焊料后的所述光窗镜片放入头端座上设置的光窗安装口,之前,还包括:
13、对所述光窗镜片和/或所述头端座进行镀层工艺,使所述光窗镜片的圆周侧面的表面和/或所述头端座内侧的表面上设置有过渡层。
14、在一种可选的实施方式中,所述光窗镜片上设置的过渡层由金材质构成,所述头端座上设置的过渡层由镍材质构成。
15、有益效果:在光窗镜片圆周侧面镀金,以及头端座内侧镀镍,能够增加焊接表面的浸润性,使得光窗镜片和不锈钢头端座之间过渡得更平缓,避免焊接过程无法连接紧密。从而可以使光窗镜片与头端座结合与密封,提升内窥镜的密封性能,延长内窥镜整体的使用寿命。
16、在一种可选的实施方式中,所述在光窗镜片侧面外周包裹金锡合金焊料,还包括:
17、将金锡合金焊料预成型为金锡合金焊环,并将所述金锡合金焊环套设于所述光窗镜片侧面外周。
18、有益效果:本发明实施例通过将金锡合金焊料预成型为金锡合金焊环,可以便于技术人员直接进行安装。相较于现有技术中,采用泥状的焊膏涂敷在镜片表面再装到头端座里面去,明显可以减少在安装和涂覆过程中的操作流程,从而提高安装和焊接效率。并且,预成型为焊环之后,由于焊环上各部分的焊料量都是均匀的,因此在熔融后,头端座上各部位的焊料量都比较均匀,从而可以提升焊接效果。
19、在一种可选的实施方式中,所述金锡合金焊环(3)套设于所述光窗镜片(2)侧面外周上远离所述光窗安装口底部的一侧。
20、在一种可选的实施方式中,在对所述头端座进行冷却之后,所述光窗封装方法还包括:
21、对所述头端座的外端面、所述光窗镜片的外端面以及所述金锡合金焊料的外端面进行研磨抛光。
22、第二方面,本发明还提供了一种内窥镜,该内窥镜包括:内窥镜本体以及与所述内窥镜本体连接的头端座,所述头端座采用上述任一实施例所述的光窗封装方法制成。
技术特征:
1.一种内窥镜的光窗封装方法,其特征在于,包括:
2.根据权利要求1所述的光窗封装方法,其特征在于,在所述将包裹所述金锡合金焊料后的所述光窗镜片(2)放入头端座(1)上设置的光窗安装口,之前,所述方法还包括:
3.根据权利要求2所述的光窗封装方法,其特征在于,所述环形凹槽的槽深大于所述光窗镜片(2)的厚度。
4.根据权利要求2或3所述的光窗封装方法,其特征在于,所述头端座(1)在所述环形凹槽的周向边缘开设有环形储料槽(4),所述环形凹槽与所述环形储料槽(4)连通。
5.根据权利要求1至3任一项所述的光窗封装方法,其特征在于,在所述将包裹所述金锡合金焊料后的所述光窗镜片(2)放入头端座(1)上设置的光窗安装口之前,所述方法还包括:
6.根据权利要求5所述的光窗封装方法,其特征在于,所述光窗镜片(2)上设置的过渡层由金材质构成,所述头端座(1)上设置的过渡层由镍材质构成。
7.根据权利要求1至3任一项所述的光窗封装方法,其特征在于,所述在光窗镜片(2)侧面外周包裹金锡合金焊料,包括:
8.根据权利要求7所述的光窗封装方法,其特征在于,所述金锡合金焊环(3)套设于所述光窗镜片(2)侧面外周上远离所述光窗安装口底部的一侧。
9.根据权利要求1至3任一项所述的光窗封装方法,其特征在于,在对所述头端座(1)进行冷却之后,所述方法还包括:
10.一种内窥镜,其特征在于,包括:内窥镜本体以及与所述内窥镜本体连接的头端座(1),所述头端座(1)采用上述权利要求1至9任一项所述的光窗封装方法制成。
技术总结
本发明涉及内窥镜技术领域,具体涉及一种内窥镜的光窗封装方法及内窥镜,该光窗封装方法包括:在光窗镜片侧面外周包裹金锡合金焊料,并将包裹所述金锡合金焊料后的所述光窗镜片放入头端座上设置的光窗安装口,其中,所述光窗镜片由蓝宝石制成;将放有所述光窗镜片以及所述金锡合金焊料的所述头端座整体放入焊接炉以进行焊接,在焊接过程中,所述金锡合金焊料熔化,熔化后的所述金锡合金焊料沿着所述光窗镜片与所述头端座之间的缝隙向下填充;焊接完成后,对所述头端座进行冷却。由于焊料材质为金锡合金,其焊接温度仅在320℃左右,不会影响内窥镜在使用时的性能。同时,实现光窗镜片与头端座的结合与密封。在高温环境下使用,也不会出现老化现象。
技术研发人员:徐奇
受保护的技术使用者:深圳市科曼医疗设备有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!