硅钢的切边方法与流程
本申请属于钢材加工,尤其涉及一种硅钢的切边方法。
背景技术:
1、目前大部分硅钢切边是放在酸洗线上,即硅钢酸洗完成后立即切边,由于酸洗后带钢仍有一定的温度,因此高硅钢在随后的切边过程中,很少发生断带的现象。常规的酸洗工艺流程为:上卷→酸洗→切边→收卷,在进行酸洗生产时,由于切边故障会导致硅钢酸洗质量下降,如造成过酸洗、停车斑等表面质量问题,同时也会导致硅钢产量降低。
2、但把酸洗和切边分开,会导致硅钢发生频繁断带的现象,导致切边时的断带率高达5%以上。
技术实现思路
1、本申请实施例提供一种硅钢的切边方法,能够解决在将酸洗和切边分开后硅钢频繁发生断带的问题。
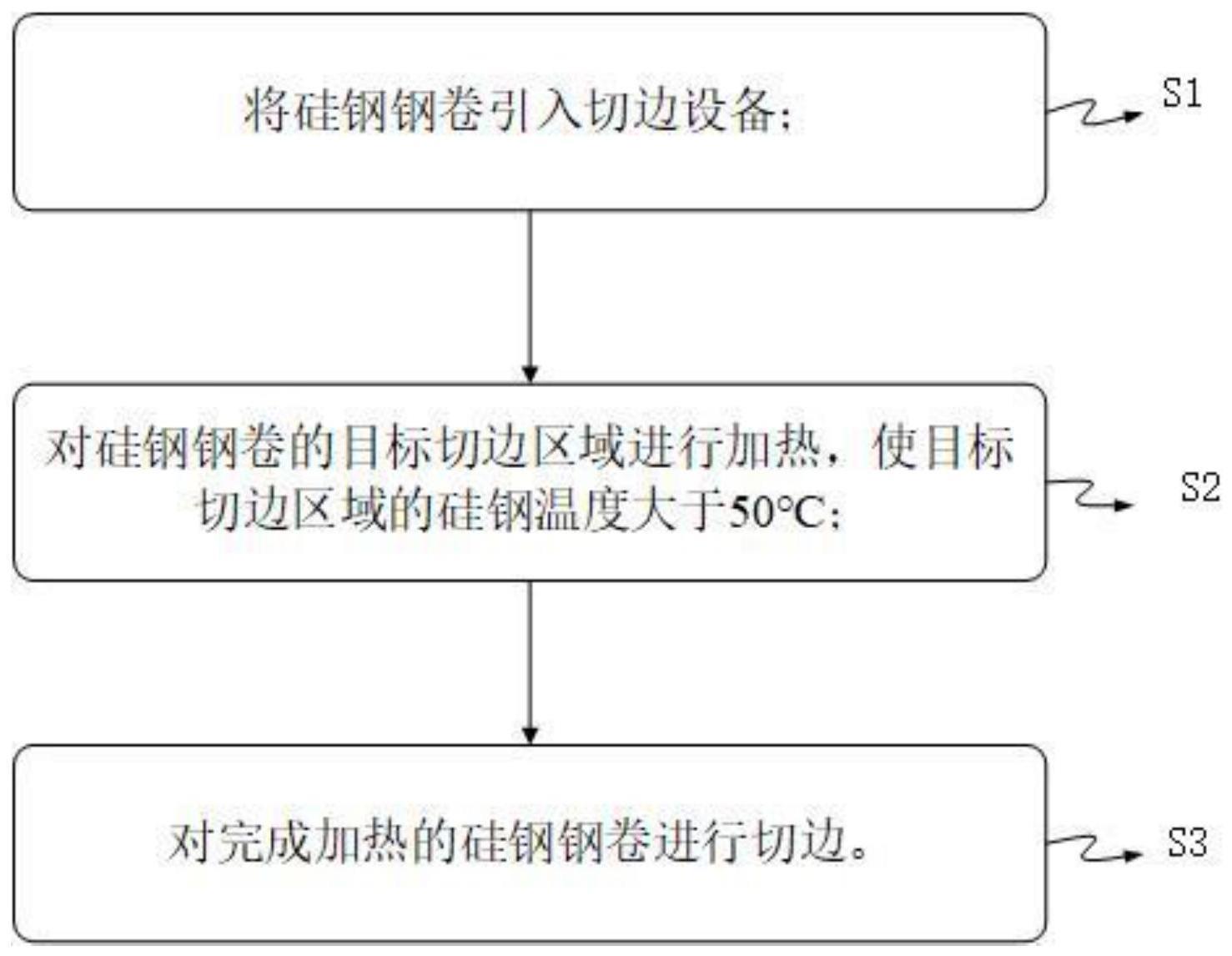
2、第一方面,本申请提供一种硅钢的切边方法,方法包括:
3、将硅钢钢卷引入切边设备;
4、对硅钢钢卷的目标切边区域进行加热,使目标切边区域的硅钢温度大于50℃;
5、对完成加热的硅钢钢卷进行切边。
6、在本申请一实施例中,对硅钢钢卷的目标切边区域进行加热包括:
7、采用明火对硅钢钢卷的目标切边区域进行加热;或
8、采用电感应加热对硅钢钢卷的目标切边区域进行加热。
9、在本申请一实施例中,目标切边区域为硅钢钢卷进行切边部位的切边线两侧的区域。
10、在本申请一实施例中,对硅钢钢卷的目标切边区域进行加热,使目标切边区域的硅钢温度为50℃~200℃。
11、在本申请一实施例中,对硅钢钢卷的目标切边区域进行加热,使目标切边区域的硅钢温度为70℃~200℃。
12、在本申请一实施例中,对完成加热的硅钢钢卷进行切边所采用的切边速度为≤200m/min。
13、在本申请一实施例中,对完成加热的硅钢钢卷进行切边包括:
14、采用圆盘剪对完成加热的硅钢钢卷进行切边,圆盘剪需要满足:
15、相对上下设置的两个圆盘剪之间的圆盘剪的重叠量为0mm~0.15mm和间隙量为0.10mm~0.30mm。
16、在本申请一实施例中,对完成加热的硅钢钢卷进行切边需要满足:
17、切边时硅钢钢卷在厚度方向上的剪切面积为硅钢钢卷1/5~1/3的厚度。
18、在本申请一实施例中,硅钢的切边方法还包括:
19、将完成切边的硅钢钢卷进行收卷。
20、本申请实施例的硅钢的切边方法,通过对硅钢钢卷进行加热,防止在切边时硅钢钢卷由于温度过低,即低于硅钢钢卷的韧脆性转变温度导致的切边频繁开裂和断带,能够将硅钢切边生产线生产的硅钢钢卷的开裂或断带率由改进前的5%以上降低为0.5%以下。
技术特征:
1.一种硅钢的切边方法,其特征在于,包括:
2.根据权利要求1所述的硅钢的切边方法,其特征在于,所述对所述硅钢钢卷的目标切边区域进行加热包括:
3.根据权利要求1或2所述的硅钢的切边方法,其特征在于,所述对所述硅钢钢卷的目标切边区域进行加热,使目标切边区域的硅钢温度为50℃~200℃。
4.根据权利要求1或2所述的硅钢的切边方法,其特征在于,所述对所述硅钢钢卷的目标切边区域进行加热,使目标切边区域的硅钢温度为70℃~200℃。
5.根据权利要求1所述的硅钢的切边方法,其特征在于,对完成加热的硅钢钢卷进行切边所采用的切边速度为≤200m/min。
6.根据权利要求1所述的硅钢的切边方法,其特征在于,所述对完成加热的所述硅钢钢卷进行切边包括:
7.根据权利要求6所述的硅钢的切边方法,其特征在于,所述对完成加热的硅钢钢卷进行切边需要满足:
8.根据权利要求1所述的硅钢的切边方法,其特征在于,还包括:
9.根据权利要求1所述的硅钢的切边方法,其特征在于,所述目标切边区域为所述硅钢钢卷进行切边部位的切边线两侧的区域。
技术总结
本申请属于钢材加工技术领域,公开了一种硅钢的切边方法,包括:将硅钢钢卷引入切边设备;对所述硅钢钢卷的目标切边区域进行加热,使所述目标切边区域的硅钢温度大于50℃;对完成加热的所述硅钢钢卷进行切边。根据本申请实施例的硅钢的切边方法,通过对硅钢钢卷进行加热,防止在切边时硅钢钢卷由于温度过低,即低于硅钢钢卷的韧脆性转变温度导致的切边频繁开裂和断带,能够将硅钢切边生产线生产的硅钢钢卷的开裂或断带率由改进前的5%以上降低为0.5%以下。
技术研发人员:龙明建,汪净,田飞,熊智威,张丽琴,蔡苗,朱业超,王自荣,许光,李江波
受保护的技术使用者:湖南华菱涟源钢铁有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!