一种极薄带钢平整控制方法、系统、设备及介质与流程
本发明涉及带钢平整的,尤其涉及一种极薄带钢平整控制方法、系统、设备及介质。
背景技术:
1、薄金属带材是指厚度小于6毫米的金属带材。它们通常用于制造各种工业产品和器具,例如汽车、飞机、电子设备、建筑材料、食品加工设备等。其覆盖低碳钢、普碳钢、高强钢等各钢种系列。现有的生产中,产品厚度范围为0.4mm~2.5mm,成品宽度为750mm~1580mm。为拓展规格,需要生产一种极薄带钢,带材厚度*宽度为0.1mm*1500mm。然而,在生产线运行过程中,曾发生多次带材断带,造成生产线停机,严重影响生产线正常生产,同时造成产品降级。基于上述原因,提出一种极薄带平整控制技术。
技术实现思路
1、本发明实施例通过提供一种极薄带钢平整控制方法、系统、设备及介质,至少部分解决了现有技术中0.1mm带钢断带造成生产线停机的技术问题,实现了0.1mm带钢的高品质、大批量生产的技术效果。
2、第一方面,为解决上述技术问题,本发明的实施例提供了如下技术方案:
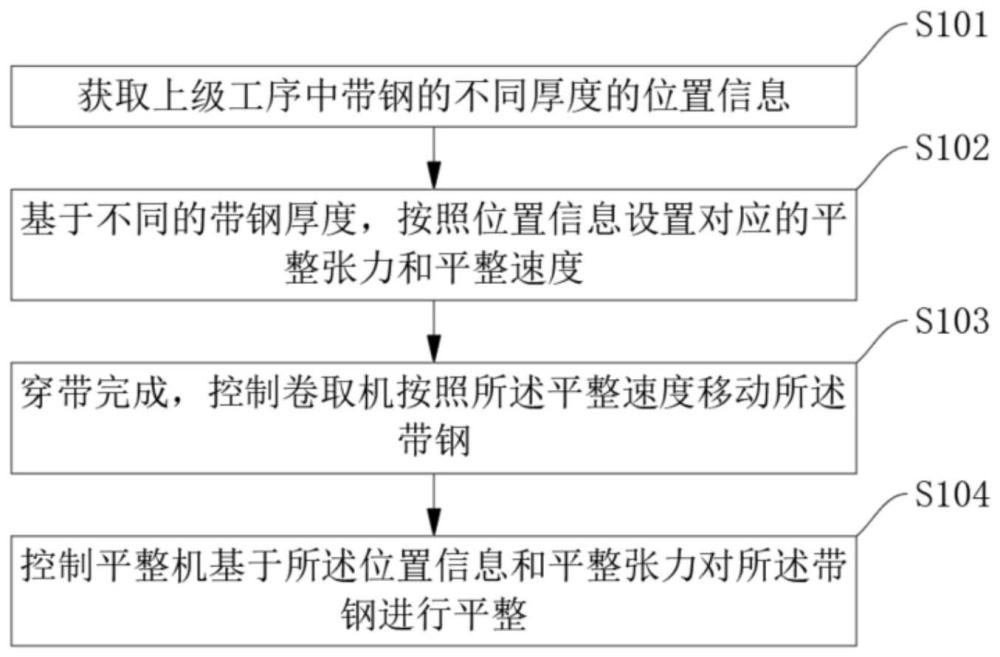
3、一种极薄带钢平整控制方法,包括:
4、获取上级工序中带钢的不同厚度的位置信息;
5、基于不同的带钢厚度,按照上述位置信息设置对应的平整张力和平整速度;
6、穿带完成,控制卷取机按照上述平整速度移动上述带钢;
7、控制平整机基于上述位置信息和平整张力对上述带钢进行平整。
8、可选的,在穿带完成之前,上述方法还包括:
9、在上述带钢的头部和尾部,设置预设长度的穿带部,上述穿带部的厚度满足穿带所需刚度。
10、可选的,上述设置对应的平整张力的步骤,具体包括:
11、设置上述平整机的入口张力和出口张力,上述入口张力小于出口张力。
12、可选的,上述控制平整机基于所述位置信息和平整张力对所述带钢进行平整的步骤,具体包括:
13、按照带钢厚度值从小到大的顺序,基于对应的平整压力和位置,控制上述平整机对上述带钢进行平整。
14、可选的,在控制平整机基于上述位置信息和平整张力对上述带钢进行平整之后,上述方法还包括:
15、当轧制过程中的预设参数已经达到稳定状态,提高平整机至预设速度。
16、可选的,在穿带之前,上述方法还包括:
17、利用摄像设备获取上述带钢的外观图像;
18、利用预先设置的判定模型对上述外观图像进行图像识别;
19、基于针对上述外观图像的图像识别结果,判断上述带钢是否带有预设缺陷,若无,则进行穿带;反之,对上述带钢进行甩料操作。
20、可选的,在进行穿带之前,还包括:
21、利用深度相机获得上述带钢的厚度数据,并与上述带钢生产要求比较;
22、若比较结果符合预设要求,则继续进行穿带;反之,则对上述带钢进行甩料操作。
23、第二方面,提供一种极薄带钢平整控制系统,包括:
24、厚度数据获取模块,用于获取上级工序中带钢的不同厚度的位置信息;
25、预设模块,基于不同的带钢厚度,按照上述位置信息设置对应的平整张力和平整速度;
26、位置控制模块,用于穿带完成,控制卷取机按照上述平整速度移动上述带钢;
27、平整控制模块,控制平整机基于上述位置信息和平整张力对上述带钢进行平整。
28、第三方面,提供一种电子设备,包括:存储器、处理器及存储在上述存储器上并可在上述处理器上运行的计算机程序,上述处理器执行上述计算机程序时实现如第一方面上述方法对应的步骤。
29、第四方面,提供一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现如第一方面上述方法对应的步骤。
30、本发明实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
31、在本发明公开的技术方案中,在平整0.1mm带钢时,利用不同的带钢厚度、位置信息、平整张力和平整速度的协同作用,解决非稳定轧制与板形不良等问题,实现0.1mm带钢的高品质、大批量生产的有益效果。
技术特征:
1.一种极薄带钢平整控制方法,其特征在于,所述方法包括:
2.如权利要求1所述的方法,其特征在于,在穿带完成之前,所述方法还包括:
3.如权利要求1所述的方法,其特征在于,所述设置对应的平整张力的步骤,具体包括:
4.如权利要求1所述的方法,其特征在于,所述控制平整机基于所述位置信息和平整张力对所述带钢进行平整的步骤,具体包括:
5.如权利要求4所述的方法,其特征在于,在控制平整机基于所述位置信息和平整张力对所述带钢进行平整之后,所述方法还包括:
6.如权利要求1所述的方法,其特征在于,在穿带之前,所述方法还包括:
7.如权利要求6所述的方法,其特征在于,在所述进行穿带之前,还包括:
8.一种极薄带钢平整控制系统,其特征在于,所述系统包括:
9.一种电子设备,其特征在于,所述电子设备包括:存储器、处理器及存储在所述存储器上并可在所述处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现权利要求1~7中任一所述的方法步骤。
10.一种计算机可读存储介质,其上存储有计算机程序,其特征在于,该程序被处理器执行时实现如权利要求1~7任一项所述方法对应的步骤。
技术总结
本发明公开了一种极薄带钢平整控制方法、系统、设备及介质,其包括获取上级工序中带钢的不同厚度的位置信息;基于不同的带钢厚度,按照位置信息设置对应的平整张力和平整速度;穿带完成,控制卷取机按照平整速度移动带钢;控制平整机基于位置信息和平整张力对带钢进行平整。通过各轧制参数的协同作用,解决非稳定轧制与板形不良等问题,实现极薄带的高质、批量生产。
技术研发人员:唐伟,周建,刘学良,张良,李靖,关军,王连庆,王少飞,张涛,蒋晓刚,梁广秀,万军,张环宇,王希硕,窦爱民,时海涛,王晓斌
受保护的技术使用者:首钢京唐钢铁联合有限责任公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!