一种基于加热炉的临氢不锈钢管道裂纹补焊工艺的制作方法
本发明涉及管道裂纹处理,具体为一种基于加热炉的临氢不锈钢管道裂纹补焊工艺。
背景技术:
1、奥氏体不锈钢焊接性能良好,在热影响区无淬硬性,焊接接头具有较好的塑性和韧性,常温力学性能完全可以满足使用要求,但是在高温焊接过程中,由于奥氏体不锈钢有较大的热膨胀系数,容易出现裂纹。
2、对于应用在加热炉上的临氢不锈钢管道而言,在其上出现裂纹时,需要尽快的进行修补,以避免出现管道泄漏的情况,常规临氢不锈钢管道的裂纹补焊方式需要先对临氢不锈钢管道表面的保护层进行去除,随后对临氢不锈钢管道避免裂纹进行打磨处理,后再进行补焊。
3、在临氢不锈钢管道不拆卸的情况下,直接对临氢不锈钢管道进行裂纹补焊,对工作人员的技术要求较高,并且在采用人工清理临氢不锈钢管道表面保护层时,不仅工作量大,且容易出现表面清理不彻底的问题,不利于后续的补焊。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种基于加热炉的临氢不锈钢管道裂纹补焊工艺,解决了在临氢不锈钢管道不拆卸的情况下,直接对临氢不锈钢管道进行裂纹补焊,对工作人员的技术要求较高,并且在采用人工清理临氢不锈钢管道表面保护层时,不仅工作量大,且容易出现表面清理不彻底的问题,不利于后续补焊的问题。
3、(二)技术方案
4、为实现以上目的,本发明通过以下技术方案予以实现:一种基于加热炉的临氢不锈钢管道裂纹补焊工艺,具体包括以下步骤:
5、s1、裂纹定位:观测到临氢不锈钢管道表面裂纹位置后,进行着色检验,确定临氢不锈钢管道裂纹分布情况,在临氢不锈钢管道表面标记出包含临氢不锈钢管道裂纹分布区域的表面待打磨区域;
6、s2、表面清理:选择与临氢不锈钢管道外径相适配的弧形打磨头,将该弧形打磨头通过卡接件卡接在往复移动组件上,在将两个夹持架分别夹持在临氢不锈钢管道上表面待打磨区域两侧后,启动往复移动组件,往复移动组件带动弧形打磨头在临氢不锈钢管道上来回移动,对表面待打磨区域进行临氢不锈钢管道表面保护层的打磨清理,直至漏出金属层,并对临氢不锈钢管道上的浅层裂纹进行打磨消除;
7、s3、定位补焊:利用等离子枪沿着裂纹切割出孔状裂纹,将销钉置于孔状裂纹中,锤击销钉后,使用手工焊条沿销钉进行封堵补焊;
8、s4、补焊清理:完成封堵补焊后,重复s2操作,对焊渣进行清理。
9、本发明进一步设置为:所述夹持架包括转轴,所述转轴上套设并转动安装有第一夹持板和第二夹持板,所述第一夹持板和第二夹持板相对一侧的底部固连有橡胶条。
10、本发明进一步设置为:两个所述夹持架中转轴相对的一侧之间固连有对接杆。
11、本发明进一步设置为:两个所述第一夹持板相对的一侧之间转动安装有第一握杆,两个所述第二夹持板相对的一侧之间转动安装有第二握杆。
12、本发明进一步设置为:所述第一握杆和第二握杆的外周均套设并转动安装有延伸方框。
13、本发明进一步设置为:所述对接杆的外周套设并转动安装有u型框,所述往复移动组件包括电机,所述电机固连在u型框的正面,所述电机的输出端贯穿u型框,并通过联轴器固连有丝杆,所述丝杆的外周套设并螺纹配合有移动板,所述移动板的底部外周套设有套框,所述套框的底部固连有安装板,所述安装板的顶部和移动板的底部之间固连有弹簧,且弹簧设置在套框的内部。
14、本发明进一步设置为:所述卡接件包括两个螺栓和两个螺母,两个所述螺栓均固连在弧形打磨头的顶部,且螺栓贯穿安装板设置,所述螺栓位于安装板上方的部分与螺母相配合使用。
15、本发明进一步设置为:所述u型框内腔的前后两侧之间固连有辅助杆,且辅助杆贯穿移动板设置;
16、所述u型框的顶部固连有把手杆。
17、(三)有益效果
18、本发明提供了一种基于加热炉的临氢不锈钢管道裂纹补焊工艺。具备以下有益效果:
19、(1)本发明通过两个夹持架、对接杆、第一握杆和第二握杆的设置,适应于不同外径临氢不锈钢管道的便捷夹持定位的同时,在u型框、往复移动组件和卡接件的设置下,可以保证弧形打磨头与临氢不锈钢管道的稳定接触,进而通过电机的转动驱动,可以在临氢不锈钢管道不拆卸的情况下,实现弧形打磨头对临氢不锈钢管道表面的高效打磨,使用起来更为方便。
20、(2)本发明通过弹簧的设置,不仅保证弧形打磨头与临氢不锈钢管道进行紧密的接触,还为弧形打磨头与临氢不锈钢管道接触定位调节提供便利,避免因为弧形打磨头磨损导致打磨效果欠佳的稳定,为临氢不锈钢管道的表面清理提供更为可靠保障。
技术特征:
1.一种基于加热炉的临氢不锈钢管道裂纹补焊工艺,其特征在于:具体包括以下步骤:
2.根据权利要求1所述的一种基于加热炉的临氢不锈钢管道裂纹补焊工艺,其特征在于:所述夹持架(1)包括转轴(2),所述转轴(2)上套设并转动安装有第一夹持板(3)和第二夹持板(4),所述第一夹持板(3)和第二夹持板(4)相对一侧的底部固连有橡胶条(5)。
3.根据权利要求2所述的一种基于加热炉的临氢不锈钢管道裂纹补焊工艺,其特征在于:两个所述夹持架(1)中转轴(2)相对的一侧之间固连有对接杆(6)。
4.根据权利要求3所述的一种基于加热炉的临氢不锈钢管道裂纹补焊工艺,其特征在于:两个所述第一夹持板(3)相对的一侧之间转动安装有第一握杆(7),两个所述第二夹持板(4)相对的一侧之间转动安装有第二握杆(8)。
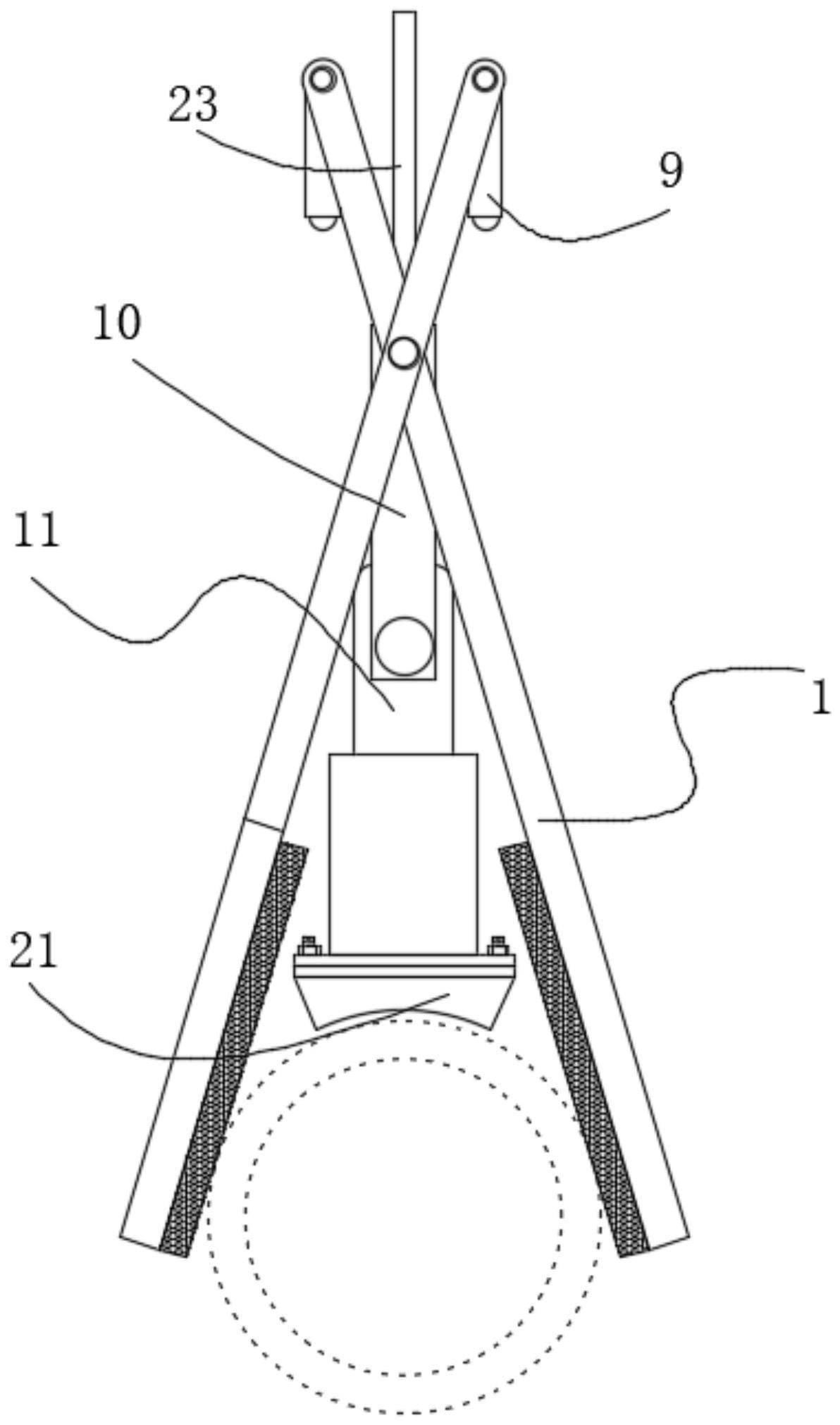
5.根据权利要求4所述的一种基于加热炉的临氢不锈钢管道裂纹补焊工艺,其特征在于:所述第一握杆(7)和第二握杆(8)的外周均套设并转动安装有延伸方框(9)。
6.根据权利要求4所述的一种基于加热炉的临氢不锈钢管道裂纹补焊工艺,其特征在于:所述对接杆(6)的外周套设并转动安装有u型框(10),所述往复移动组件(11)包括电机(12),所述电机(12)固连在u型框(10)的正面,所述电机(12)的输出端贯穿u型框(10),并通过联轴器固连有丝杆(13),所述丝杆(13)的外周套设并螺纹配合有移动板(14),所述移动板(14)的底部外周套设有套框(15),所述套框(15)的底部固连有安装板(16),所述安装板(16)的顶部和移动板(14)的底部之间固连有弹簧(17),且弹簧(17)设置在套框(15)的内部。
7.根据权利要求6所述的一种基于加热炉的临氢不锈钢管道裂纹补焊工艺,其特征在于:所述卡接件(18)包括两个螺栓(19)和两个螺母(20),两个所述螺栓(19)均固连在弧形打磨头(21)的顶部,且螺栓(19)贯穿安装板(16)设置,所述螺栓(19)位于安装板(16)上方的部分与螺母(20)相配合使用。
8.根据权利要求6所述的一种基于加热炉的临氢不锈钢管道裂纹补焊工艺,其特征在于:所述u型框(10)内腔的前后两侧之间固连有辅助杆(22),且辅助杆(22)贯穿移动板(14)设置;
技术总结
本发明公开了一种基于加热炉的临氢不锈钢管道裂纹补焊工艺,具体包括以下步骤:S1、裂纹定位;S2、表面清理;S3、定位补焊;S4、补焊清理;本发明涉及管道裂纹处理技术领域。该基于加热炉的临氢不锈钢管道裂纹补焊工艺,通过两个夹持架、对接杆、第一握杆和第二握杆的设置,适应于不同外径临氢不锈钢管道的便捷夹持定位的同时,在U型框、往复移动组件和卡接件的设置下,可以保证弧形打磨头与临氢不锈钢管道的稳定接触,进而通过电机的转动驱动,可以在临氢不锈钢管道不拆卸的情况下,实现弧形打磨头对临氢不锈钢管道表面的高效打磨,使用起来更为方便。
技术研发人员:刘宇,郑守生,苏锐,汪博,王刚,冯旭,冯涛,李昊桐
受保护的技术使用者:吉化集团吉林市北方建设有限责任公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!