一种快速准确检验除鳞喷嘴状态的方法与流程
本发明属于钢坯除鳞,具体涉及一种快速准确检验除鳞喷嘴状态的方法。
背景技术:
1、在现代化的热轧带钢生产线上,高压水除鳞技术作为提高钢板表面质量的重要手段,应用日益广泛。除鳞集管是高压水除鳞装置的关键部件,除鳞集管上设有一排喷嘴,高压水通过集管由喷嘴喷射到铸坯上下表面,将铸坯表面的氧化铁皮去除干净,喷嘴的状态不满足要求时,如角度不正确,存在堵塞、磨损、破损,将影响高压水除鳞打击力效果,造成铸坯表面氧化铁皮除不尽而最终影响产品表面质量。因此,需要确保喷嘴的状态,以避免影响除鳞打击力效果和产品质量。
2、由于集管结构的特殊性,对喷嘴状态特别是角度的校验比较困难。在实际过程中,除鳞喷嘴角度的调整主要是在检修期间进行,往往需要多次长时间的调整,且无法完全确认调整后的喷嘴角度满足要求,效果只有在正式生产过程中才能确认,严重影响了生产效率,还存在批量质量事故的风险。因此,在日常维护工作中如何快速准确地实现对除鳞喷嘴喷射角度和其它状态的检验,是本领域亟待解决的技术难点之一。
技术实现思路
1、本发明所要解决的技术问题是针对现有技术存在的不足,提供一种快速准确检验除鳞喷嘴状态的方法,通过特制测试样板开展打击试验,测量测试样板表面的打击印记,就能快速、准确地判断除鳞喷嘴的角度及使用状态是否合格。
2、为解决本发明所提出的技术问题,本发明提供一种快速准确检验除鳞喷嘴状态的方法,包括以下步骤:
3、1)制作测试样板:在钢板的上、下表面均匀涂覆水性油漆,干燥后形成涂层,得到测试样板;
4、2)开展打击试验:将测试样板经锟道输送至除鳞箱内,开启除鳞,除鳞集管上的除鳞喷嘴喷射高压水,对测试样板进行打击;
5、3)获得检验结果:将测试样板取下,测量测试样板表面的打击印记,判断除鳞喷嘴的状态是否合格。
6、上述方案中,所述钢板为长度2000~3000mm、宽度2000~2060mm、厚度35~40mm的矩形板。
7、进一步地,在钢板的四个角部开设圆孔便于起吊运输,圆孔的直径为25~30mm,圆孔的圆心距离长、宽边部的距离为50~60mm。
8、上述方案中,所述水性油漆的涂覆厚度为2~4mm,干燥时间超过36h。
9、上述方案中,所述涂层在钢板上的附着力应达到iso等级0~1级。
10、进一步地,所述附着力的测试方法为:
11、1)用划刻工具在涂层上划刻网格,划痕深及涂层底部;
12、2)将网格中的碎屑清理干净,再将透明胶带粘贴在网格上完全覆盖网格;
13、3)迅速撕下胶带,粘贴在白纸上,观察胶带上的网格;
14、4)如网格线条清晰,没有粘附涂层,说明涂层没有脱落,附着力强,评定为0~1级。
15、进一步地,所述网格每个方向的划刻道数为6~10道,划刻间距为3~5mm。
16、进一步地,所述白纸的白度为85~95%。
17、进一步地,所述胶带的粘附力为0.4~0.6n/mm。
18、上述方案中,所述除鳞喷嘴的喷射角为30±2°。
19、上述方案中,所述除鳞喷嘴的出口处距离测试板表面的垂直距离h满足公式:h=h+d,式中,h为测试样板的厚度,d为90~120mm。
20、上述方案中,所述除鳞的打击力为16~18mpa,打击时间为3~6s。
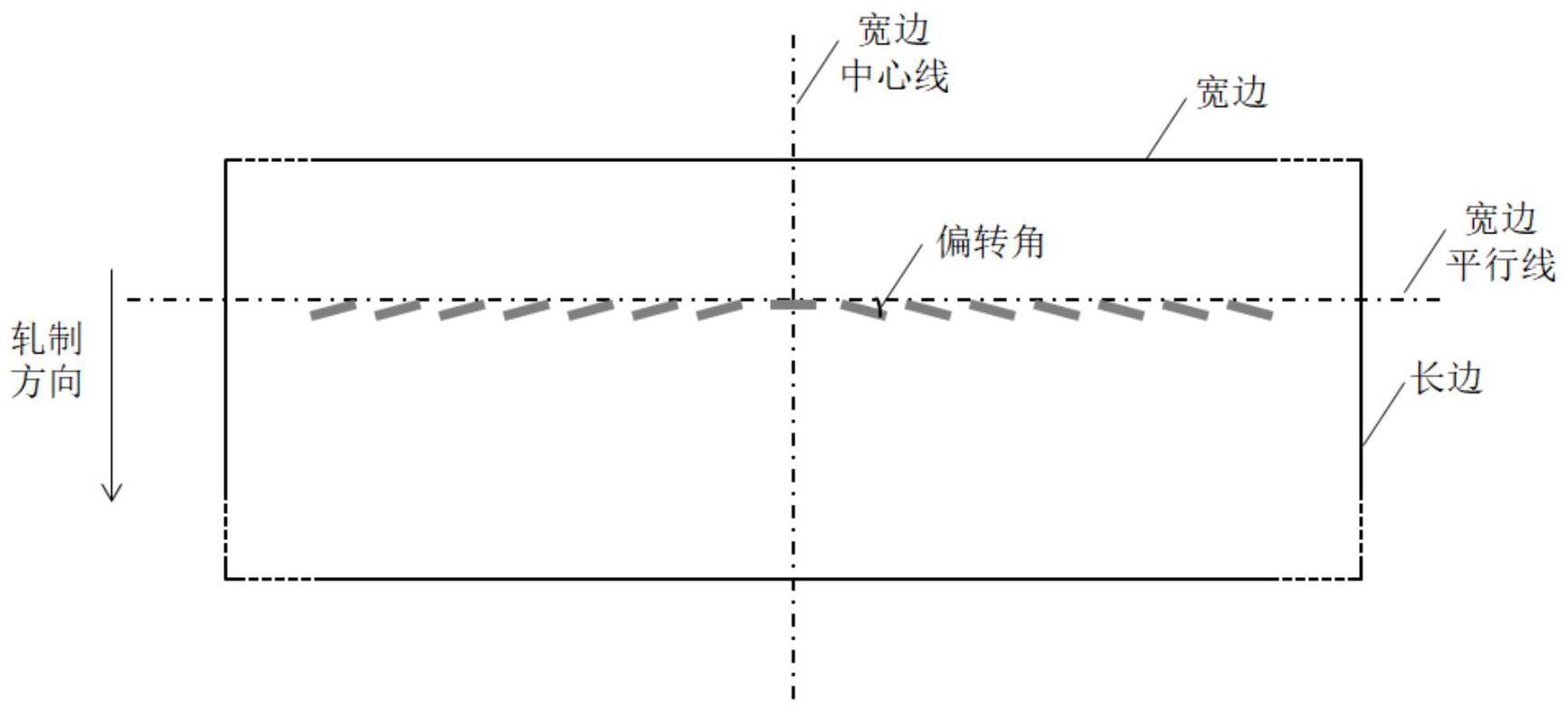
21、上述方案中,所述测试样板表面的打击印记沿测试样板宽边中心线对称分布,除最中间的一条印记之外,其余印记沿测试样板宽边平行线向轧制方向偏转15±0.5°,说明除鳞喷嘴的角度合格。
22、上述方案中,所述测试样板表面的打击印记单条长度为56~58mm,单条宽度为6~8mm,说明除鳞喷嘴不存在堵塞、磨损和破损,使用状态合格。
23、与现有技术相比,本发明的有益效果为:
24、本发明通过特制测试样板开展打击试验,测量测试样板表面的打击印记,就能快速、准确地判断除鳞喷嘴的角度及使用状态是否合格,保证其满足生产要求。本发明简单可行,解决了实际生产中面临的难题,且测试样板可重复使用,成本低,具有很高的实用价值。
技术特征:
1.一种快速准确检验除鳞喷嘴状态的方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的快速准确检验除鳞喷嘴状态的方法,其特征在于,所述钢板为长度2000~3000mm、宽度2000~2060mm、厚度35~40mm的矩形板。
3.根据权利要求1所述的快速准确检验除鳞喷嘴状态的方法,其特征在于,所述水性油漆的涂覆厚度为2~4mm,干燥时间超过36h。
4.根据权利要求1所述的快速准确检验除鳞喷嘴状态的方法,其特征在于,所述涂层在钢板上的附着力应达到iso等级0~1级。
5.根据权利要求4所述的快速准确检验除鳞喷嘴状态的方法,其特征在于,所述附着力的检验方法为:
6.根据权利要求5所述的快速准确检验除鳞喷嘴状态的方法,其特征在于,所述网格每个方向的划刻道数为6~10道,划刻间距为3~5mm。
7.根据权利要求5所述的快速准确检验除鳞喷嘴状态的方法,其特征在于,所述白纸的白度为85~95%;所述胶带的粘附力为0.4~0.6n/mm。
8.根据权利要求1所述的快速准确检验除鳞喷嘴状态的方法,其特征在于,所述除鳞喷嘴的出口处距离测试板表面的垂直距离h满足公式:h=h+d,式中,h为测试样板的厚度,d为90~120mm。
9.根据权利要求1所述的快速准确检验除鳞喷嘴状态的方法,其特征在于,所述除鳞喷嘴的喷射角为30±2°。
10.根据权利要求1所述的快速准确检验除鳞喷嘴状态的方法,其特征在于,所述除鳞的打击力为16~18mpa,打击时间为3~6s。
技术总结
本发明属于钢坯除鳞技术领域,公开了一种快速准确检验除鳞喷嘴状态的方法,包括以下步骤:1)制作测试样板:在钢板的上、下表面均匀涂覆水性油漆,干燥后形成涂层,得到测试样板;2)开展打击试验:将测试样板经锟道输送至除鳞箱内,开启除鳞,除鳞集管上的除鳞喷嘴喷射高压水,对测试样板进行打击;3)获得检验结果:将测试样板取下,测量测试样板表面的打击印记,判断除鳞喷嘴的状态是否合格。本发明通过特制测试样板开展打击试验,测量测试样板表面的打击印记,就能快速、准确地判断除鳞喷嘴的角度及使用状态是否合格,保证其满足生产要求。
技术研发人员:魏兵,刘洋,王立新,徐锋,张鹏武
受保护的技术使用者:武汉钢铁有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!