一种电机定子装配系统及控制方法与流程
本申请涉及电机领域,具体而言,涉及一种电机定子装配系统及控制方法。
背景技术:
1、电机作为一种重要的驱动器件被广泛地应用到各个领域的器件中,包括但不限定为汽车、飞行器以及电动车等等。电机定子是电机中的一个重要组成部分,随着电机使用量的增加,电机定子的使用量也随之增加。
2、目前,电机定子的装配过程相对复杂,导致电机定子装配的效率较低,影响其产量。因此,如何提升电机定子装配的效率,成为了本领域技术人员所持续关注的难题。
技术实现思路
1、本申请的目的在于提供一种电机定子装配系统及控制方法,以至少部分改善上述问题。
2、为了实现上述目的,本申请实施例采用的技术方案如下:
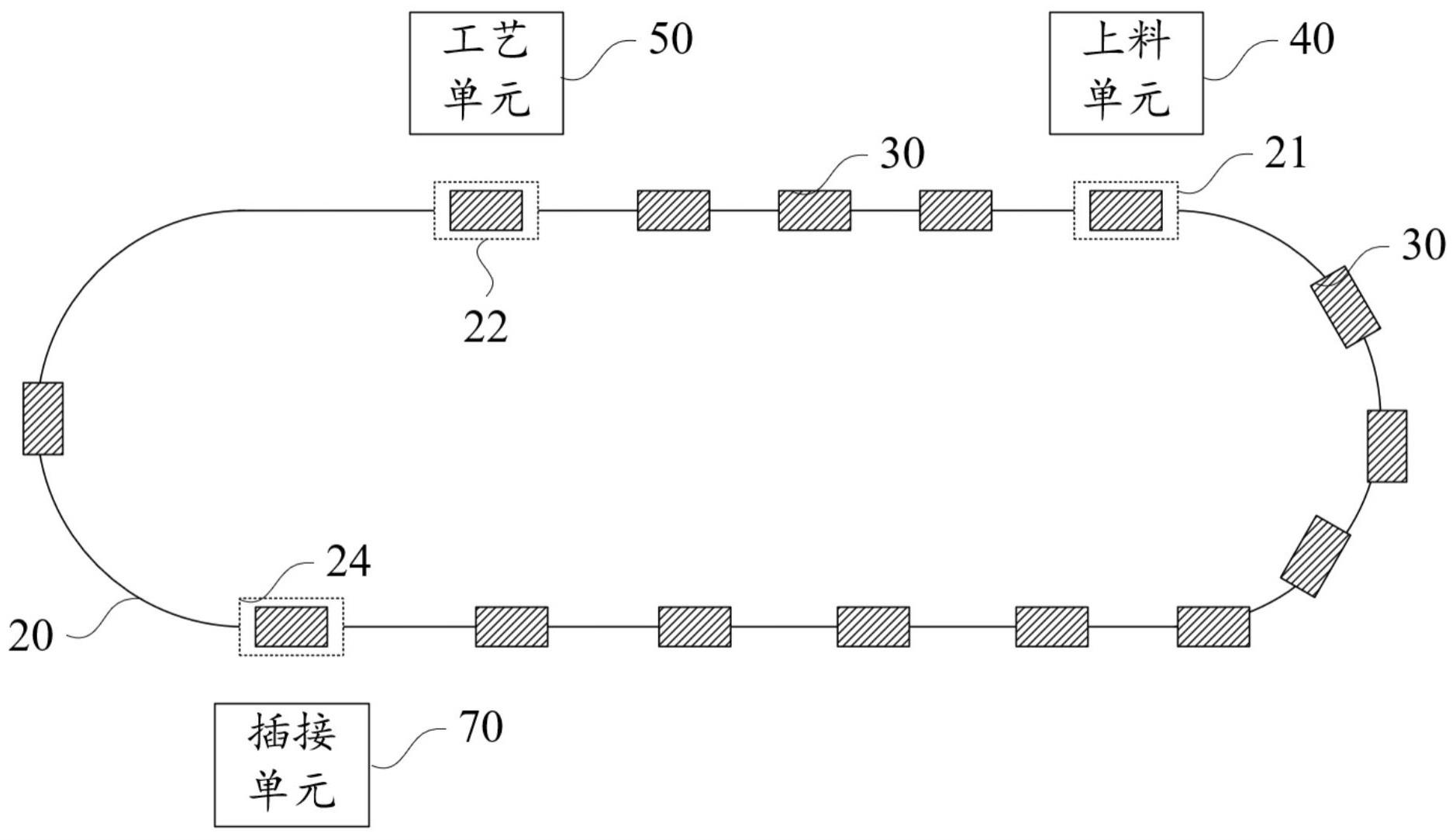
3、第一方面,本申请实施例提供一种电机定子装配系统,所述电机定子装配系统包括:上料单元、工艺单元以及插接单元、环形输送线体以及预设数量的驱动单元;
4、所述驱动单元部署于所述环形输送线体上,用于在所述环形输送线体上沿预设方向循环运动;
5、所述环形输送线体设置有依次排布的上料工位、工艺工位以及插接工位;
6、所述上料单元用于在所述驱动单元移动至所述上料工位时,执行上料操作,以将待装配的定子线圈放置于所述驱动单元;
7、所述工艺单元用于在所述驱动单元移动至所述工艺工位时,执行工艺加工操作,以使所述待装配的定子线圈满足定子绕组的线圈工艺需求;
8、所述插接单元用于在所述驱动单元移动至所述插接工位时,执行插接操作,以从所述驱动单元上取下所述待装配的定子线圈,并将其插接至定子绕组模具中。
9、第二方面,本申请实施例提供一种电机定子装配系统控制方法应用于电机定子装配系统,所述电机定子装配系统包括:控制单元、上料单元、工艺单元以及插接单元、环形输送线体以及预设数量的驱动单元;所述驱动单元部署于所述环形输送线体上,用于在所述环形输送线体上沿预设方向循环运动;所述环形输送线体设置有依次排布的上料工位、工艺工位以及插接工位;所述控制单元与所述上料单元、所述工艺单元以及所述插接单元通信连接,所述控制单元还与所述环形输送线体及/或所述驱动单元通信连接;所述方法包括:
10、所述控制单元在所述上料工位处于空置状态时,控制所述上料工位之后的驱动单元移动至所述上料工位;
11、所述控制单元在所述驱动单元移动至所述上料工位后,控制所述上料单元执行所述上料操作,并在所述上料操作完成后,所述控制单元控制所述驱动单元从所述上料工位向所述工艺工位移动;
12、所述控制单元在所述驱动单元移动至所述工艺工位后,控制所述工艺单元执行所述工艺加工操作,并在所述工艺加工操作完成后,所述控制单元控制所述驱动单元从所述工艺工位向所述插接工位移动;
13、所述控制单元在所述驱动单元移动至所述插接工位后,控制所述插接单元执行所述插接操作,并在所述插接操作完成后,所述控制单元控制所述驱动单元从所述插接工位移动至所述上料工位之后的等待区间。
14、相对于现有技术,本申请实施例所提供的一种电机定子装配系统及控制方法,电机定子装配系统包括:上料单元、工艺单元以及插接单元、环形输送线体以及预设数量的驱动单元;驱动单元部署于环形输送线体上,用于在环形输送线体上沿预设方向循环运动;环形输送线体设置有依次排布的上料工位、工艺工位以及插接工位;上料单元用于在驱动单元移动至上料工位时,执行上料操作,以将待装配的定子线圈放置于驱动单元;工艺单元用于在驱动单元移动至工艺工位时,执行工艺加工操作,以使待装配的定子线圈满足定子绕组的线圈工艺需求;插接单元用于在驱动单元移动至插接工位时,执行插接操作,以从驱动单元上取下待装配的定子线圈,并将其插接至定子绕组模具中。部署于环形输送线体上的驱动单元作为待装配的定子线圈的传送机构,在环形输送线体上沿预设方向循环运动,不会出现传送机构在相邻的两个工位之间往复运动的情况,从而避免了往复运动所带来的时间浪费、装配效率低的问题。
15、为使本申请的上述目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附附图,作详细说明如下。
技术特征:
1.一种电机定子装配系统,其特征在于,所述电机定子装配系统包括:上料单元、工艺单元以及插接单元、环形输送线体以及预设数量的驱动单元;
2.如权利要求1所述的电机定子装配系统,其特征在于,所述环形输送线体为驱动定子所拼接组成的环形的磁驱输送线体,所述驱动单元包括与所述驱动定子对应的动子。
3.如权利要求1所述的电机定子装配系统,其特征在于,所述电机定子装配系统还包括检测单元和ng下料单元,所述环形输送线体上还包括有检测工位和下料工位,所述检测工位处于所述工艺工位和所述插接工位之间,所述下料工位处于所述插接工位和所述上料工位之间;
4.如权利要求3所述的电机定子装配系统,其特征在于,所述工艺单元包括压弯单元和推靠单元,所述工艺工位包括压弯工位和推靠工位,沿所述预设方向,所述压弯工位和所述推靠工位依次排布在所述上料工位和所述检测工位之间;
5.如权利要求3所述的电机定子装配系统,其特征在于,所述控制单元还与所述检测单元及所述ng下料单元通信连接;
6.如权利要求5所述的电机定子装配系统,其特征在于,
7.如权利要求5所述的电机定子装配系统,其特征在于,
8.如权利要求5中所述的电机定子装配系统,其特征在于,
9.如权利要求8所述的电机定子装配系统,其特征在于,
10.一种电机定子装配系统控制方法,其特征在于,应用于电机定子装配系统,所述电机定子装配系统包括:控制单元、上料单元、工艺单元以及插接单元、环形输送线体以及预设数量的驱动单元;所述驱动单元部署于所述环形输送线体上,用于在所述环形输送线体上沿预设方向循环运动;所述环形输送线体设置有依次排布的上料工位、工艺工位以及插接工位;所述控制单元与所述上料单元、所述工艺单元以及所述插接单元通信连接,所述控制单元还与所述环形输送线体及/或所述驱动单元通信连接;所述方法包括:
11.如权利要求10所述的电机定子装配系统控制方法,其特征在于,所述电机定子装配系统还包括检测单元和ng下料单元,所述环形输送线体上还包括有检测工位和下料工位,所述检测工位处于所述工艺工位和所述插接工位之间,所述下料工位处于所述插接工位和所述上料工位之间,所述控制单元还与所述检测单元及所述ng下料单元通信连接,所述方法还包括:
12.如权利要求11所述的电机定子装配系统控制方法,其特征在于,在目标执行单元完成对应的操作后,控制所述驱动单元从目标工位上移出的步骤,包括:
13.如权利要求11所述的电机定子装配系统控制方法,其特征在于,在目标工位进入空置状态时,控制所述驱动单元移动至目标工位的步骤,包括:
14.如权利要求11所述的电机定子装配系统控制方法,其特征在于,所述方法还包括:
技术总结
本申请提出一种电机定子装配系统及控制方法,包括上料单元、工艺单元以及插接单元、环形输送线体以及预设数量的驱动单元;驱动单元部署于环形输送线体上,用于在环形输送线体上沿预设方向循环运动;环形输送线体设置有依次排布的上料工位、工艺工位以及插接工位;上料单元用于在驱动单元移动至上料工位时,执行上料操作;工艺单元用于在驱动单元移动至工艺工位时,执行工艺加工操作,插接单元用于在驱动单元移动至插接工位时,执行插接操作。部署于环形输送线体上的驱动单元作为待装配的定子线圈的传送机构,在环形输送线体上沿预设方向循环运动,不会出现往复运动的情况,从而避免了往复运动所带来的时间浪费、装配效率低的问题。
技术研发人员:池峰,周金明,韩君维
受保护的技术使用者:果栗智造(上海)技术股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!