一种自动化轴承预紧装置及方法与流程
本发明属于精密仪器仪表装配,具体涉及一种自动化轴承预紧装置及方法。
背景技术:
1、在精密仪器仪表装配领域,特别是在超高精密机械仪器仪表领域中,轴承的预紧力直接决定了摩擦力矩的大小,而摩擦力矩的大小与服役性能息息相关。
2、传统的高精密机械仪器仪表装配方法是,通过人工将轴承、锁紧螺母依次装配至产品的安装轴上,传统的装配过程由人工用手拿住产品进行固定并用配套工具凭操作人员经验值进行预紧。传统的装配方法的装配精度低,测量结果准确性差且离散性大,反复拆装耗费人力多,装配过程无法进行数字化控制,无法建立基于数据误差模型的反向传播网络学习算法,从而降低了产品的一致性、可靠性、服役寿命和效率。
3、传统的高精密机械仪器仪表装配方法的缺陷主要表现在以下几个方面:
4、(1)对于目前使用的产品装配全靠人工手动装配,装配难度大、精度低,安全风险高,人员经验依赖性强,人员能力要求高。
5、(2)凭经验装配的产品,过程控制难度大,对于装配质量好的产品复现难度大且对于质量差的产品误差溯源难,导致产品一致性差、稳定性差。
6、(3)无法采集过程数据导致数字化控制难度大,直接导致产品的一致性差、可控性差、稳定性差,无法满足新形势下的多型号变批量共线生产的通用性要求,生产效率低。
技术实现思路
1、本发明目的在于,克服现有技术的不足,提供了一种自动化轴承预紧装置及方法,能够极大地提高产品装配精度,提高产品过程控制的一致性、稳定性和可靠性,提高自动化能力,提高装配测试效率,提高产品质量,降低产品装配难度。
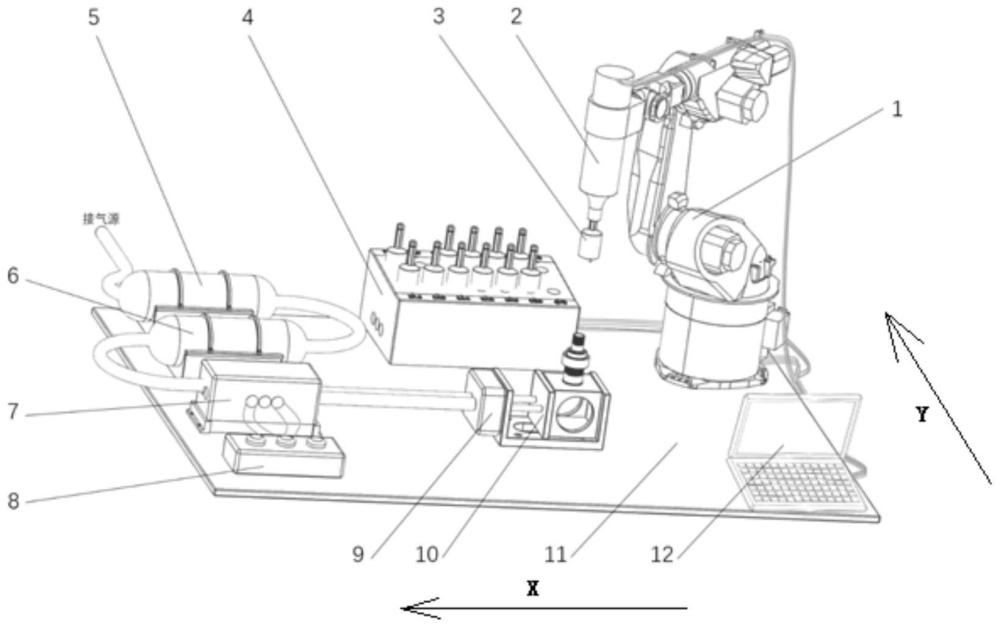
2、一方面,本发明提供了一种自动化轴承预紧装置,包括平板,所述平板上安装有机器人、夹具、夹紧动力组件、存放盒和工控端;
3、所述机器人的机械臂上装载有螺丝刀,所述存放盒内装载有用于拧紧锁紧螺母的批头;所述夹紧动力组件用于将产品夹紧定位在所述夹具中;
4、在使用时,所述工控端控制所述机械人将所述螺丝刀移至所述存放盒的上方、并吸取所述存放盒内的批头,在将用于锁紧产品轴承的锁紧螺母装配在该批头上后,再由所述工控端控制所述机械人将该锁紧螺母移至产品的安装上轴上方、并完成产品轴承的锁紧装配。
5、进一步的,所述夹具包括定位底板和定位立板,所述定位底板上开设有用于产品的安装下轴定位的腰形孔,所述定位立板上具有与所述定位底板相互垂直的定位面,且该定位面垂直于该腰形孔的长度方向;
6、所述夹紧动力组件包括动力驱动件,所述动力驱动件能够沿所述腰形孔的长度方向伸缩。
7、进一步的,所述夹紧动力组件为气动夹紧组件,所述动力驱动件为气缸。
8、进一步的,所述夹紧动力组件还包括过滤装置、稳压装置和电磁阀;
9、所述过滤装置的一端用于连接气源、另一端与所述稳压装置的一端相连,所述稳压装置的另一端与所述电磁阀的一端相连,所述电磁阀的另一端与气缸相连,且所述电磁阀外接有用于控制所述电磁阀启闭的控制单元。
10、进一步的,所述批头的底部固设有用于吸取锁紧螺母的磁片。
11、进一步的,所述存放盒内存放有多种型号的批头,且在使用时,工控端控制所述机械人将所述螺丝刀移至所述存放盒的上方、并吸取与该产品对应型号的批头。
12、进一步的,所述存放盒内设有压力传感器,该压力传感器用于检测该存放盒内的批头是否有被所述螺丝刀吸取。
13、进一步的,在所述存放盒内,每个批头旁侧均设有指示灯,在批头被取走时,该批头对应的指示灯亮。
14、进一步的,用于锁紧产品轴承的锁紧螺母上设有装配孔,批头底部设有与该锁紧螺母上的装配孔适配的装配柱,并通过螺丝刀带动批头转动的方式,使该批头上的装配柱将锁紧螺母拧紧在产品安装上轴中,以并完成产品轴承的装配。
15、另一方面,本发明还提供了一种自动化轴承预紧方法,使用了上述的自动化轴承预紧装置,包括以下步骤,
16、s1,通过夹紧动力组件将产品定位夹紧在夹具中;
17、s2,标定批头装配轴线及装配面的空间坐标,标定螺丝刀装配轴线及装配面的空间坐标,标定已定位状态下产品装配轴线及装配面的空间坐标,并将标定坐标写入工控端程序中;
18、s3,将轴承装配至产品的安装上轴中;
19、s4,工控端控制机械人将螺丝刀移至存放盒的上方、并吸取批头;
20、s5,将锁紧螺母装配至批头上;
21、s6,工控端控制机械人将该锁紧螺母移至产品的安装上轴上方;
22、s7,机器人带动螺丝刀运行至已定位状态下产品装配轴线及装配面的空间坐标后,工控端会自动计算预紧所有同类产品中具有优异跑合性能对应的预紧力值并拟合出最佳参数后按照程序自动计算的锁紧力矩、保持时间、旋转角度进行自动化预紧,完成预紧后自动卸载力矩,并输出各项参数对应的曲线。
23、本发明的有益效果为:
24、本发明提供了一种自动化轴承预紧装置,可用于高精度的仪器仪表装配领域,解决了因人工预紧导致的预紧力离散性大的问题;并且,通过机器人对锁紧力矩的精确控制,以能够提高产品的一致性和稳定性。同时,本发明所提供的一种自动化轴承预紧装置是通过复杂的高精度机电装置使得产品预紧力精度大大提高,从而能够确保产品摩擦力矩的可控性和一致性,进而能够降低生产成本,降低操作难度,能够提高产品装配效率。
25、也即,本发明所提供的自动化轴承预紧装置能够解决因人工预紧导致的预紧力离散性大的问题,能够提升产品可靠性和一致性,并能够保证产品质量。
技术特征:
1.一种自动化轴承预紧装置,其特征在于:包括平板,所述平板上安装有机器人、夹具、夹紧动力组件、存放盒和工控端;
2.根据权利要求1所述的自动化轴承预紧装置,其特征在于:所述夹具包括定位底板和定位立板,所述定位底板上开设有用于产品的安装下轴定位的腰形孔,所述定位立板上具有与所述定位底板相互垂直的定位面,且该定位面垂直于该腰形孔的长度方向;
3.根据权利要求2所述的自动化轴承预紧装置,其特征在于:所述夹紧动力组件为气动夹紧组件,所述动力驱动件为气缸。
4.根据权利要求3所述的自动化轴承预紧装置,其特征在于:所述夹紧动力组件还包括过滤装置、稳压装置和电磁阀;
5.根据权利要求1所述的自动化轴承预紧装置,其特征在于:所述批头的底部固设有用于吸取锁紧螺母的磁片。
6.根据权利要求1-5中任一所述的自动化轴承预紧装置,其特征在于:所述存放盒内存放有多种型号的批头,且在使用时,工控端控制所述机械人将所述螺丝刀移至所述存放盒的上方、并吸取与该产品对应型号的批头。
7.根据权利要求6所述的自动化轴承预紧装置,其特征在于:所述存放盒内设有压力传感器,该压力传感器用于检测该存放盒内的批头是否有被所述螺丝刀吸取。
8.根据权利要求7所述的自动化轴承预紧装置,其特征在于:在所述存放盒内,每个批头旁侧均设有指示灯,在批头被取走时,该批头对应的指示灯亮。
9.根据权利要求1、2、3、4、5、7或8中任一所述的自动化轴承预紧装置,其特征在于:用于锁紧产品轴承的锁紧螺母上设有装配孔,批头底部设有与该锁紧螺母上的装配孔适配的装配柱,并通过螺丝刀带动批头转动的方式,使该批头上的装配柱将锁紧螺母拧紧在产品安装上轴中,以并完成产品轴承的装配。
10.一种自动化轴承预紧方法,其特征在于:使用了根据权利要求1-9中任一所述的自动化轴承预紧装置,包括以下步骤,
技术总结
本发明属于精密仪器仪表装配技术领域,具体涉及一种自动化轴承预紧装置及方法。一种自动化轴承预紧装置包括平板,平板上安装有机器人、夹具、夹紧动力组件、存放盒和工控端;机器人的机械臂上装载有螺丝刀,存放盒内装载有用于拧紧锁紧螺母的批头;夹紧动力组件用于将产品夹紧定位在夹具中;在使用时,工控端控制机械人将螺丝刀移至存放盒的上方、并吸取存放盒内的批头,在将用于锁紧产品轴承的锁紧螺母装配在该批头上后,再由工控端控制机械人将该锁紧螺母移至产品的安装上轴上方、并完成产品轴承的锁紧装配。本发明所提供的自动化轴承预紧装置能够解决因人工预紧导致的预紧力离散性大的问题,能够提升产品可靠性和一致性,并能够保证产品质量。
技术研发人员:姚德,卢治兵
受保护的技术使用者:北京遥感设备研究所
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!