一种金属层状复合板热弯冷平矫直设备与方法
本发明属于金属层状复合板,具体涉及一种金属层状复合板热弯冷平矫直设备与方法,特别适用于热加工成形金属层状复合板的在线矫直。
背景技术:
1、金属层状复合板是由两种或两种以上异质组元金属材料复合而成,兼具各组元金属材料的优异性能,在航空航天、交通运输、石油化工、信息通讯、国防军工和日常生活等领域应用广泛。由于金属层状复合板中不同异质组元金属材料的热膨胀系数不同,经热加工变形获得的平直的金属层状复合板在后续冷却过程中易发生弯曲变形。随着加工温度越高或异质组元金属材料的热膨胀系数相差越大,金属层状复合板的弯曲变形幅度越大,严重影响其后续加工与应用。因此,在后续加工和应用之前,通常都需要对弯曲变形的金属层状复合板进行矫直加工。
2、目前,金属层状复合板主要采用压力矫直机、拉伸矫直机或辊式矫直机进行矫直。当采用压力矫直机进行矫直时,是将金属层状复合板的弯曲部位放在活动压头和两个固定支点之间,利用一次反弯强弹塑性变形的方法进行矫直,该方法操作繁琐、反弯量难以控制,存在矫直效率低、矫后表面质量差、大批量加工困难等问题;当采用拉伸矫直机进行矫直时,是在金属层状复合板的两端施加超过材料屈服极限的张力,使之发生弹塑性变形从而将金属层状复合板矫直,该方法需要对金属层状复合板施加较大的张力,金属层状复合板的尺寸受限,存在矫直效率低、变形不协调、金属层状复合板发生永久变形、尺寸精度差、夹头易产生废料、大批量大尺寸加工困难等问题;当采用辊式矫直机进行矫直时,是将金属层状复合板通过上下两排交错排列的矫直辊,利用多次反复弯曲弹塑性变形使金属层状复合板得以矫直,一般情况下金属层状复合板越薄需要的矫直辊越多,存在设备要求高、反向弯曲矫力较大、表面易产生矫痕、反复弯曲变形对金属层状复合板的复合界面质量影响较大等问题。
3、由上可知,针对金属层状复合板的矫直,传统的矫直技术通常都是通过离线对金属层状复合板的已发生弯曲的部位施加反向弯曲或者拉伸,使弯曲部位产生一定的弹塑性变形,当外力去除后,金属层状复合板经弹性回复达到平直状态。在金属层状复合板的矫直过程中不仅需要对其施加较大的变形矫力,而且各组元金属材料层之间的不协调变形容易损害界面的结合质量,尤其是在多辊矫直反复弯曲变形过程中,极易引发复合界面开裂,导致金属层状复合板无法使用。因此,急需开发一种金属层状复合板矫直新设备及新方法,实现金属层状复合板高质量、高效率、低成本、连续化的矫直加工,尤其是有助于实现金属层状复合板热加工成形后马上在线矫直。该矫直设备与矫直方法的开发将加快金属层状复合板的推广应用,具有十分重要的意义。
技术实现思路
1、针对金属层状复合板在制备过程中或冷却后发生变形,造成金属层状复合板无法进行后续加工或直接应用等问题,本发明的目的是提供一种金属层状复合板热弯冷平矫直设备与方法。使具有一定温度的金属层状复合板通过热弯冷平矫直设备进行弯曲弹塑性变形,变形后的金属层状复合板在后续冷却过程中自然达到平直。热弯冷平矫直设备相比于传统的压力矫直机、拉伸矫直机或辊式矫直机,具有设备结构简单、矫直效率高、变形抗力小等优点,利用该方法矫直后的金属层状复合板的表面质量好、矫直过程中对金属层状复合板的界面结合质量影响较小,特别适用于热加工成形金属层状复合板的在线矫直。
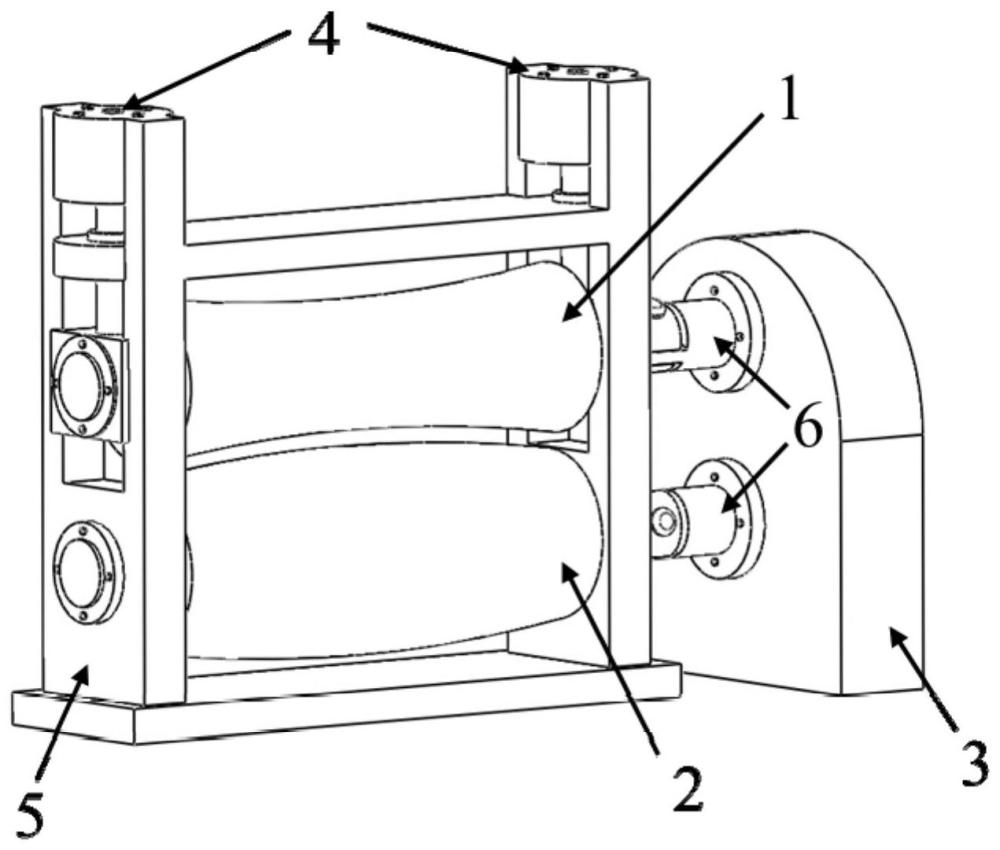
2、根据本发明技术方案的第一方面,提供一种金属层状复合板热弯冷平矫直设备,包括矫直辊、驱动装置、压下装置、机架和传动轴;
3、所述矫直辊包括至少一组特定曲率的矫直凹辊和矫直凸辊组成,所述矫直凹辊和所述矫直凸辊安装于所述机架中间,所述矫直凹辊和所述矫直凸辊与所述传动轴相连接;
4、所述驱动装置安装于所述矫直辊的侧面并与所述传动轴相连接,用于驱动所述矫直辊并调节矫直辊的矫直速度;
5、所述压下装置安装于所述机架上端,用于调节矫直辊的辊缝间距。
6、进一步的,所述矫直辊可由多组所述矫直凹辊和所述矫直凸辊组成,每一组所述矫直凹辊和所述矫直凸辊上下呈轴对称分布且一一对应,多组所述矫直凹辊水平排列在相同的一侧,多组所述矫直凸辊水平排列在另外一侧。
7、进一步的,根据金属层状复合板中各组元金属材料的热膨胀系数大小,把所述金属层状复合板中热膨胀系数大的组元金属材料层划分为基层,热膨胀系数小的组元金属材料层划分为覆层;所述基层的热膨胀系数为α1,所述覆层的热膨胀系数为α2,α1大于α2;所述金属层状复合板的总厚度为h。
8、进一步的,所述金属层状复合板的矫直温度为t,应用环境温度为t0,所述矫直温度与所述应用环境温度的差值用δt表示,得到δt=t-t0;所述金属层状复合板在温度为所述矫直温度t时的屈服强度为σs、弹性模量为e。
9、进一步的,所述矫直辊的辊形曲线形状用所述曲率k表示,所述曲率k=2×(α1-α2)×δt/h+4×σs/(e×h);所述曲率是对所述矫直辊的几何形状的描述,根据所述金属层状复合材料的物理性能参数进行曲率设定,能够精准的对所述金属层状复合材料进行弯曲变形,从而能够保证在后续冷却过程中获得平直且高质量的所述金属层状复合材料。
10、进一步的,所述矫直辊的所述辊缝间距为h。
11、进一步的,根据金属层状复合板的实际情况,所述矫直辊的所述曲率和所述矫直辊的所述辊缝间距可进行调整。
12、进一步的,所述矫直凹辊和所述矫直凸辊呈轴对称,所述矫直凹辊和所述矫直凸辊的安装位置可互换。
13、进一步的,所述金属层状复合板热弯冷平矫直设备可与压力矫直机、拉伸矫直机或辊式矫直机中至少一种矫直设备联合使用。
14、进一步的,所述矫直设备可用作轧制设备同时进行轧制塑性变形和矫直加工。
15、根据本发明技术方案的第二方面,提供一种金属层状复合板热弯冷平矫直方法,所述金属层状复合板热弯冷平矫直方法采用根据以上任一方面所述的金属层状复合板热弯冷平矫直设备完成矫直,具体步骤如下:
16、步骤1:根据所述金属层状复合板的实际应用情况,确定所述应用环境温度t0、所述矫直温度t,计算出二者的所述差值δt=t-t0;确定所述金属层状复合板的物理性能参数,所述基层的热膨胀系数α1、所述覆层的热膨胀系数α2、所述总厚度h;确定在温度为所述矫直温度t时所述金属层状复合板的屈服强度σs、弹性模量e;
17、步骤2:计算所述矫直辊的所述曲率k=2×(α1-α2)×δt/h+4×σs/(e×h);
18、步骤3:加工出所述曲率为k的所述矫直辊;
19、步骤4:安装好所述矫直辊,通过所述压下装置调节所述辊缝间距为h;
20、步骤5:启动所述驱动装置,调节所述矫直速度;
21、步骤6:将温度为t的所述金属层状复合板通过所述曲率为k的所述矫直辊进行热弯曲变形,变形过程中所述覆层朝向所述矫直凸辊,所述基层朝向所述矫直凹辊;
22、步骤7:将热弯曲变形后的所述金属层状复合板冷却至所述应用环境温度,获得平直的所述金属层状复合板。
23、本发明的主要优点在于:
24、(1)本发明的矫直设备结构简单、矫直效率高、变形抗力小、矫后金属层状复合板的表面质量好,通常只需一组矫直辊即可对金属层状复合板完成在线连续批量工业化热矫直加工,显著降低了传统多辊矫直过程中反复弯曲变形对金属层状复合板表面质量和复合界面结合质量的不利影响。
25、(2)本发明的矫直设备将矫直技术与轧制技术相结合,一道次达到轧制成形和矫直的目的,特别适用于热轧塑性变形金属层状复合板的一体化同步轧制矫直加工。
26、(3)本发明的矫直方法将热变形加工与矫直相结合,可利用热变形加工后的余热直接进行热弯冷平矫直,无需对金属层状复合板进行二次加热后再矫直,提高了生产效率,降低了能源消耗。
27、(4)本发明的矫直方法可根据金属层状复合板应用环境温度的不同进行不同程度的矫直,获得符合应用环境温度下使用的平直的高质量金属层状复合板。
- 还没有人留言评论。精彩留言会获得点赞!