一种高速电阻点焊装置及其焊接方法与流程
本发明涉及电池焊接,具体涉及一种高速电阻点焊装置及其焊接方法。
背景技术:
1、随着电动汽车的高速发展,电池托盘需求量日益增生,随之对动力电池托盘的焊接技术提出超高节拍的产能考验。
2、目前电池盒箱体生产焊接采用电阻点焊,电阻点焊由于其效率高,成本低,连接可靠,是汽车工业中主流的连接技术,常规的电阻点焊主要有两种焊接形式,分别是人工持焊枪焊接和机器人持焊枪焊接。
3、但是现有电阻点焊存在如下的缺陷:
4、1、无论是人工持焊枪焊接还是机器人持焊枪焊接,为了避开夹具的干涉,需要多次进枪、打点、退枪,该过程每次大约需要耗费4秒的时间,生产节拍较长,无法满足超高节拍的产能需求。
5、2、电阻点焊从焊枪结构上区分,可分为动静极对夹形式焊枪和仅有动电极的单面点焊枪。对于持动静极对夹形式焊枪,有c枪和x枪,但是不管人工持焊枪还是机器人持焊枪,每个工人或机器人只会持一把焊枪,每次焊接一个点;对于持仅有动电极的单面点焊枪,常规是机器人持该焊枪,一般焊接滚边或包边后的翻边处防止内外板窜动,与持动静极对夹形式焊枪相同点是一台机器人只会持一把焊枪,每次焊接一个点,焊接一个点的时间大约3~4s,生产节拍较长。
6、现有技术中为了解决上述生产节拍长和每次焊接一个点的问题,选择设置多个机器人占位开来分多个工位来焊接,但是仍会带来两个问题:一方面,增加大量空间成本、设备成本,产能投资大;另一方面,对于多个工位的焊点是否达到连接强度和刚度,存在风险。
7、由此可见,如何在较小产能投资的前提下实现高速焊接以满足超高节拍的产能需求,是亟需解决的问题。
技术实现思路
1、本发明要解决的技术问题是如何在较小产能投资的前提下实现高速点焊。
2、为了解决上述技术问题,本发明提供了一种高速电阻点焊装置,包括装置本体,所述装置本体上设置有:
3、焊接机构,所述焊接机构包括并排分布的多组焊枪,所述焊枪包括对夹式竖直分布的动极和静极,待焊工件位于所述动极和静极之间;
4、输送机构,所述输送机构包括贯穿所述装置本体且沿装置本体水平方向循环往复位移的往复杆总成、置于所述装置本体内部且沿装置本体竖直方向往复位移的曲柄升降总成以及与所述曲柄升降总成同步升降的抓取组件,其中,所述焊枪的动极与所述曲柄升降总成固定连接。
5、进一步的,所述焊接机构还包括位于所述曲柄升降总成下方的焊接定位夹具,所述焊枪的静极竖直固定在所述焊接定位夹具上。
6、进一步的,所述装置本体相对的两侧设置有桁架,所述曲柄升降总成与所述桁架滑动固定连接,所述抓取组件与所述桁架滑动固定连接。
7、进一步的,所述焊接定位夹具一侧设置有小件上件台,所述小件上件台上放置有待焊小件,所述往复杆总成一端设置有大件上件台,另一端设置有下件台,所述大件上件台上放置有待焊大件,所述待焊小件由所述抓取组件抓取至所述焊接定位夹具,所述待焊大件由所述往复杆总成输送至所述焊接定位夹具,且所述待焊大件的下表面与所述焊枪的静极相接触,所述待焊小件的上表面与所述焊枪的动极相接触。
8、进一步的,所述抓取组件包括定位销以及内嵌有强磁铁的固定杆以固定定位所述待焊小件。
9、一种高速电阻点焊方法,应用于所述高速电阻点焊装置,包括以下步骤:
10、s1、由机器人将所述待焊小件和所述待焊大件上件到位;
11、s2、所述待焊大件由所述往复杆总成输送至所述焊接定位夹具,并与所述焊枪的静极接触;
12、s3、所述曲柄升降总成上升至最高位,所述抓取组件在所述桁架上水平滑动至与所述小件上件台同侧的端部,所述曲柄升降总成带动所述桁架和抓取组件整体下降,所述抓取组件抓取所述待焊小件;所述曲柄升降总成带动所述桁架和所述抓取组件整体上升至所述待焊小件位于所述待焊大件的上方,所述待焊小件与所述焊枪的动极接触;
13、s4、所述曲柄升降总成带动所述抓取组件下降至所述待焊小件与所述待焊大件压合;
14、s5、并排设置的多组所述焊枪开始多点同时焊接;
15、s6、焊接完成的工件由所述复杆机构输送至所述下件台,同时,所述复杆机构的大件上件台由机器人上件。
16、与现有技术相比,本发明具有如下有益效果:
17、本发明通过并排分布多组焊枪,将待焊小件与待焊大件置于对夹式分开的动极与静极之间,使两面同时焊接,即焊枪的一步动作可以实现多点同时焊接,避免焊枪焊接时多次进枪、打点、退枪带来的时间消耗,缩短了生产节拍,满足超高节拍的产能需求。
技术特征:
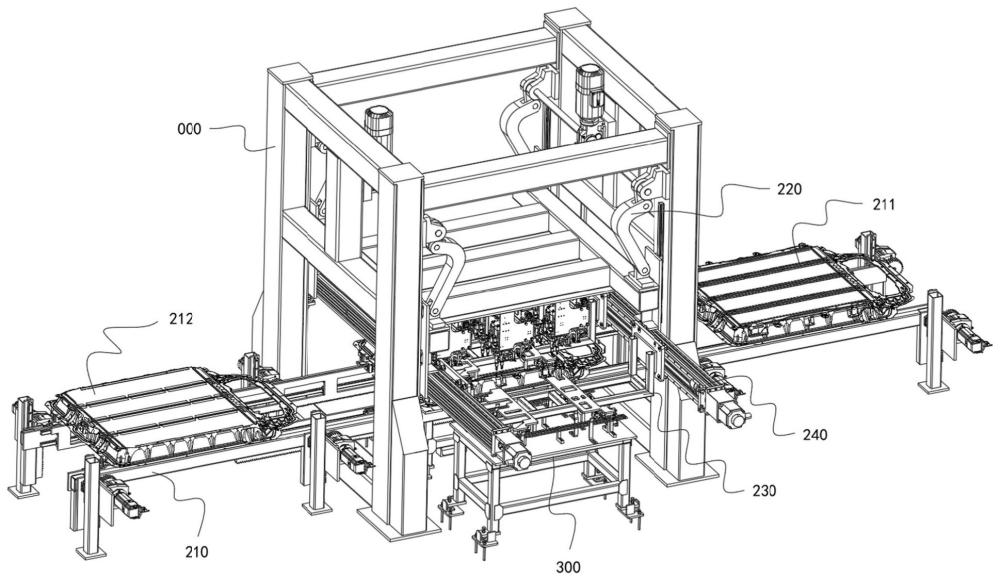
1.一种高速电阻点焊装置,包括装置本体(000),其特征在于,所述装置本体(000)上设置有:
2.根据权利要求1所述的高速电阻点焊装置,其特征在于,所述焊接机构还包括位于所述曲柄升降总成(220)下方的焊接定位夹具(130),所述焊枪的静极(120)竖直固定在所述焊接定位夹具(130)上。
3.根据权利要求1所述的高速电阻点焊装置,其特征在于,所述装置本体(000)相对的两侧设置有桁架(240),所述曲柄升降总成(220)与所述桁架(240)滑动固定连接,所述抓取组件(230)与所述桁架(240)滑动固定连接。
4.根据权利要求1所述的高速电阻点焊装置,其特征在于,所述焊接定位夹具(130)一侧设置有小件上件台(300),所述小件上件台(300)上放置有待焊小件,所述往复杆总成(210)一端设置有大件上件台(211),另一端设置有下件台(212),所述大件上件台(211)上放置有待焊大件,所述待焊小件由所述抓取组件(230)抓取至所述焊接定位夹具(130),所述待焊大件由所述往复杆总成(210)输送至所述焊接定位夹具(130),且所述待焊大件的下表面与所述焊枪的静极(120)相接触,所述待焊小件的上表面与所述焊枪的动极(110)相接触。
5.根据权利要求1所述的高速电阻点焊装置,其特征在于,所述抓取组件(230)包括定位销以及内嵌有强磁铁的固定杆(231)以固定定位所述待焊小件。
6.一种高速电阻点焊方法,应用于权利要求1-5任一项所述的高速电阻点焊装置,其特征在于,包括以下步骤:
技术总结
本发明提供一种高速电阻点焊装置及其焊接方法,包括装置本体,所述装置本体上设置有焊接机构,所述焊接机构包括并排分布的多组焊枪,所述焊枪包括对夹式竖直分布的动极和静极,待焊工件位于所述动极和静极之间;输送机构,所述输送机构包括贯穿所述装置本体且沿装置本体水平方向循环往复位移的往复杆总成、置于所述装置本体内部且沿装置本体竖直方向往复位移的曲柄升降总成以及与所述曲柄升降总成同步升降的抓取组件,其中,所述焊枪的动极与所述曲柄升降总成固定连接。本发明缩短了生产节拍,满足超高节拍的产能需求。
技术研发人员:林巨广,贺向军,王茂兵,周万军,吴多多
受保护的技术使用者:安徽巨一科技股份有限公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!