一种多规格钻杆接头自动产线及加工方法与流程
本发明属于钻杆接头加工,涉及一种多规格钻杆接头自动产线及加工方法。
背景技术:
1、目前国内在进行矿用钻杆接头螺纹车削加工时,多数采用人工操作进行,数控车床加工不同规格型号接头螺纹的上下料、螺纹表面清理、产品型号打标、螺纹检测等工艺全部由人工操作完成,劳动强度大,自动化程度不高,生产工艺落后,生产效率低下,难以保持加工精度的稳定性和一致性。因此急需对钻杆接头生产工艺技术和方法进行研究和创新,设计一种多规格钻杆接头自动加工生产线和加工方法,以提高生产效率和加工精度,提升钻杆接头制造技术水平。
技术实现思路
1、针对现有技术中存在的不足,本发明的目的在于,提供一种多规格钻杆接头自动产线及加工方法,以解决现有技术中,钻杆接头加工自动化程度不高、生产效率低下,难以保持加工精度的稳定性和一致性等问题。
2、为了解决上述技术问题,本发明采用如下技术方案予以实现:
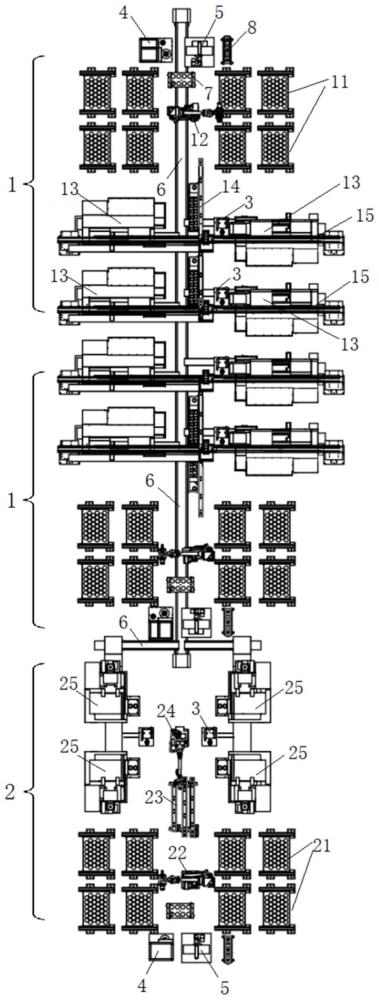
3、一种多规格钻杆接头自动产线,包括卧式机床加工单元、立式机床加工单元、接头螺纹表面清理装置、多规格螺纹在线检测装置、激光打标装置和排屑装置;
4、所述卧式机床加工单元包括卧式机床加工接头物料框、卧式机床加工上下料机器人、卧式机床、卧式机床加工输送流线、桁架机械手;卧式机床加工单元有两个,每个卧式机床加工单元对应配备有所述接头螺纹表面清理装置、多规格螺纹在线检测装置和激光打标装置;每个卧式机床加工单元中包括四个卧式机床,每两个卧式机床为一组并分别设在卧式机床加工输送流线左右两侧,每组卧式机床上方对应布设桁架机械手,桁架机械手能将卧式机床加工完的物料送至卧式机床旁的接头螺纹表面清理装置和卧式机床加工输送流线,卧式机床加工上下料机器人能在卧式机床加工接头物料框、卧式机床加工输送流线、激光打标装置和多规格螺纹在线检测装置之间移送物料;
5、所述立式机床加工单元包括立式机床加工接头物料框、立式机床加工上下料机器人i、立式机床加工输送流线、立式机床加工上下料机器人ii和立式机床;每个立式机床加工单元对应配备有所述接头螺纹表面清理装置、多规格螺纹在线检测装置和激光打标装置;每个立式机床加工单元包括四个立式机床,四个立式机床沿方形四角布设,立式机床加工上下料机器人ii布设在四个立式机床之间以能在立式机床、立式机床加工输送流线和接头螺纹表面清理装置之间转移物料,立式机床加工上下料机器人i能在立式机床加工接头物料框、立式机床加工输送流线、多规格螺纹在线检测装置和激光打标装置之间移送物料;
6、所述排屑装置布设在两个卧式机床加工单元和立式机床加工单元下方。
7、本发明还包括如下技术特征:
8、具体的,所述多规格螺纹在线检测装置包括检测仓和检测台,检测台能将物料送至检测仓以自动识别螺纹型号并进行螺纹参数在线检测;在多规格螺纹在线检测装置旁设有接头半成品流转台和检测不合格产品放置架。
9、具体的,所述接头螺纹表面清理装置包括滑动式螺纹表面清理仓和工件固定底座,加工好螺纹的接头半成品置于工件固定底座上,滑动式螺纹表面清理仓沿滑动轨道移动将接头半成品包围对螺纹表面残留的切削液和铁屑进行吹除处理;滑动式螺纹表面清理仓底部与排屑装置连接,以排走清理的切削液和铁屑。
10、具体的,所述排屑装置为地面下方开槽,且与每台卧式机床和立式机床相连以收集加工铁屑。
11、具体的,所述卧式机床加工输送流线包括卧式机床加工上料输送流线及其下方的卧式机床加工上料输送流线底座,以及卧式机床加工下料输送流线及其下方的卧式机床加工下料输送流线底座;
12、所述立式机床加工输送流线包括立式机床加工上料输送流线及其下方的立式机床加工上料输送流线底座,以及立式机床加工下料输送流线及其下方的立式机床加工下料输送流线底座。
13、一种多规格钻杆接头自动加工方法,该方法采用所述的多规格钻杆接头自动产线,包括以下步骤:
14、步骤1,卧式机床加工上下料机器人和立式机床加工上下料机器人i分别从卧式机床加工接头物料框和立式机床加工接头物料框抓取毛坯接头后,分别送至卧式机床加工输送流线和立式机床加工输送流线,进而送至卧式机床和立式机床进行螺纹加工;
15、步骤2,螺纹加工完成后,卧式机床加工单元的桁架机械手和立式机床加工单元的立式机床加工上下料机器人ii分别将半成品接头抓起送至接头螺纹表面清理装置对残留在螺纹表面的切削液和铁屑残渣进行清理;
16、步骤3,随后分别经桁架机械手和立式机床加工上下料机器人ii将接头送至卧式机床加工输送流线和立式机床加工输送流线进行下料输送,再分别由卧式机床加工上下料机器人和立式机床加工上下料机器人i输送至激光打标装置进行产品编码标记;
17、步骤4,打标完成后的接头再分别经卧式机床加工上下料机器人和立式机床加工上下料机器人i输送至多规格螺纹在线检测装置对加工的螺纹参数进行检测,螺纹参数检测合格的接头成品放回对应物料框内完成加工。
18、具体的,所述步骤4中,多规格螺纹在线检测装置对加工的螺纹参数进行检测时,先进行螺纹型号自动识别确定螺纹型号,然后自动调取该螺纹型号的螺纹参数对加工接头的螺纹参数进行在线检测。
19、具体的,所述步骤4包括:
20、步骤4.1,螺纹型号自动识别:
21、步骤4.1.1,提取接头的螺纹轮廓曲线,自动计算测得工件外径d、螺纹长度l、大端大径d1;
22、步骤4.1.2,基于螺纹轮廓曲线,以螺纹大端面为基准直线,分别竖向偏移距离b1和b2,得起始线和终止线,计算起始线、终止线、螺纹轮廓曲线左和螺纹轮廓曲线右围成的面积,记为有效螺纹面积sb;
23、步骤4.1.3,根据各螺纹内侧角点得到小径线lr,求终止线、起始线、螺纹轮廓曲线右和小径线lr形成的面积记为牙形角面积sr;
24、步骤4.1.4,通过与标准数据库中螺纹型号的工件外径、螺纹长度、大端大径、有效螺纹面积和牙形角面积参数做比较,若上述各项参数与标准数据库中的螺纹型号m的标准值的偏差值均小于1%的标准值,则自动识别接头为该螺纹型号m;
25、步骤4.2,对加工接头的螺纹参数进行在线检测:
26、步骤4.2.1,根据识别的螺纹型号m,自动调取该螺纹型号m的配置螺纹参数,包括偏移距离c1、螺距es、牙高hs、锥度ts、牙形角标定面积syb、中径标定面积szb;
27、步骤4.2.2,根据牙顶直线段,拟合右侧牙形轮廓拟合锥度直线,得锥度角1;同理拟合左侧牙形轮廓拟合锥度直线,得锥度角2;则得测量锥度t,t=(锥度角1+锥度角2)/2;
28、步骤4.2.3,将右侧牙形轮廓拟合锥度直线向左偏移牙高h值,得到右侧偏移锥度线,计算右牙形角面积sy1;将左侧牙形轮廓拟合锥度直线向右偏移牙高h值,得左侧偏移锥度线,计算左牙形角面积sy2;则测得牙形角面积sy,sy=sy1+sy2y;
29、步骤4.2.4,将起始线向上偏移螺距es,得测量中径基准线;由工件外径d确定螺纹中心轴线位置,将螺纹中心轴线向左右两侧分别偏移距离c1,得中心轴线左偏移线和中心轴线右偏移线,分别计算右中径测量面积sz2和左中径测量面积sz1;则测得中径面积为sz,sz=sz1+sz2;
30、步骤4.2.5,将左侧偏移锥度线向左偏移h/2,得到锥度偏移中线,以及锥度偏移中线与各牙形角下侧斜边的交点,计算所有相邻交点之间的距离并求和后取均值,得到测量螺距e;
31、步骤4.2.6,将测量螺距e、牙高h、测量锥度t与螺纹型号m的检测配置参数螺距es、牙高hs、锥度ts比较,若差值在公差内,则测量项合格;将测量的牙形角面积sy、中径面积sz与牙形角标定面积syb、中径标定面积szb比较,若差值在公差内,则测量项合格。
32、具体的,所述右牙形角面积sy1为终止线、起始线、右侧偏移锥度线和螺纹轮廓曲线右围成面积中的像素点的数量;左牙形角面积sy2为终止线、起始线、左侧偏移锥度线和螺纹轮廓曲线左围成面积中的像素点数量;所述右中径测量面积sz2为起始线、测量中径基准线、中心轴线右偏移线和螺纹轮廓曲线右围成面积中的像素点的数量;左中径测量面积sz1为起始线、测量中径基准线、中心轴线左偏移线和螺纹轮廓曲线左围成面积中的像素点的数量。
33、本发明与现有技术相比,具有如下技术效果:
34、1.本发明中一条自动化生产线包含12台接头螺纹加工机床并列双排分布,配套设置了4台上下料机器人、4组桁架机械手、3组物料输送流线、4台螺纹表面清理装置、3台产品打标装置、3台多规格螺纹在线检测装置分布其中,可实现在一条自动产线上完成多品种、多规格螺纹型号的钻杆接头螺纹加工的柔性混线生产全流程工序,无需人力搬运,大大节省了时间成本,降低了操作劳动强度。
35、2.通过采用本发明的加工方法,从钻杆接头的螺纹加工到表面清理、型号打标、质量检测等工艺,实现了整个过程的全自动化、无人化生产,因此与传统的加工过程相比,生产效率极大提升,产品精度等级显著提高。
36、3.本发明采用自动化、无人化生产工艺,在提高工作效率的同时减少了人力投入,避免了人为的不当操作失误。
37、4.本发明的多规格螺纹在线检测装置具有螺纹型号自动识别及螺纹参数在线检测功能,采用直接测量螺距、牙高、锥度、大端大径、大端小径和螺纹长度,间接测量牙形角和螺纹中径的方法,综合判定加工的螺纹是否合格,可用于三角形、梯形、偏梯形等不同类型螺纹的自动在线识别和检测,也可以用于小螺距、直螺纹自动在线检测,提高常见公制螺纹、美标螺纹、英制螺纹等螺纹合格性检测的准确性。
38、5.本发明的自动产线配备的上下料机器人和桁架机械手通过与物料自动输送流线间的配合,每个流转环节均达到精确控制,实现加工全过程中自动上下料,保证了加工过程的连贯性,保证了钻杆接头加工质量。
- 还没有人留言评论。精彩留言会获得点赞!