一种机器人静轴肩搅拌摩擦焊接热力混合控制系统
本发明属于机器人静轴肩搅拌摩擦焊接,更具体地说,是涉及一种机器人静轴肩搅拌摩擦焊接热力混合控制系统。
背景技术:
1、静止轴肩搅拌摩擦焊,是英国焊接研究所基于传统搅拌摩擦焊开发的一种新型固相连接技术,静轴肩搅拌摩擦焊焊接工具由不旋转的轴肩及内部旋转的搅拌工具组成。
2、在焊接过程中,首先将旋转的搅拌针插入待焊试板,使静止轴肩与试板表面紧密接触,旋转的搅拌针与周围材料进行摩擦并在两者界面处产生热量,在摩擦热下搅拌针周围一定范围的材料发生软化呈现粘塑性状态,随后,搅拌针沿焊接方向移动且静止轴肩在试板表面滑动,位于搅拌针前方的材料在搅拌针的挤压作用下发生剧烈塑性变形并形成焊缝。
3、机器人静轴肩搅拌摩擦焊,是工业机器人与专用静轴肩焊接主轴装备集成的搅拌摩擦焊系统,可提升焊接作业的柔性,尤其是应用串联机器人,更适用于空间复杂结构产品的批量化焊接制造,提高焊接自动化程度和生产效率。
4、搅拌摩擦焊焊接过程的力与热与焊接质量密切相关,其中顶锻力和焊核区温度是影响焊缝质量的主要因素,根据机器人静轴肩搅拌摩擦焊成型机制,温度会影响工件材料的塑化程度,而被焊金属的塑化程度对焊缝质量往往起决定性作用。塑化金属主要依靠顶锻力锻压成型,因此顶锻力也是焊接成形关键因素之一。
5、搅拌摩擦焊接过程中顶锻力大时,焊缝易产生飞边等缺陷,使焊缝减薄,降低力学性能;顶锻力小时,容易造成焊缝组织疏松、孔洞等缺陷,使得焊接焊缝失效。焊接过程温度低时,焊缝容易形成沟槽、孔洞等缺陷;温度较高时,材料软化加重,焊缝力学性能下降,焊缝强度降低。同时,静轴肩搅拌摩擦焊作为一项热力耦合的焊接技术,尤其在应用弱刚度串联机器人实施静轴肩搅拌摩擦焊接中更为明显,焊核区域的温度和多维力信号相互耦合和影响。因此,如何在焊接过程融入温度与力的在线监测并实现热力耦合控制,是对提高机器人静轴肩搅拌摩擦焊接质量的一个全新突破。除此外焊接过程中前进抗力、侧向力也是焊接成型的过程参量之一,虽然对焊接性能无直接影响,但焊接过程若能同步调控,将进一步提高焊接性能。
6、针对焊接过程温度监控与调控,常规的测温系统,仅测量焊缝表面温度,再对其进行数据模拟,数据可靠性较低。另外对待焊板材开设盲孔,该种方法需额外加工,难以用于大批量焊接。专利cn112743222a通过在待焊板材开设盲孔以及凹槽,在测温垫板的中心位置开设通孔,将热电偶线穿过测温垫板上的通孔,沿着槽将热电偶线测量端放置于盲孔底部,进行搅拌摩擦焊焊接以及记录测量数据,但需要对待焊工件开设盲孔,且更换工件都需重新装配热电偶,加工程序繁琐,效率低;专利cn215545765u将测温热电偶与搅拌针顶部相连接,温度传感器与测温热电偶配合,实时监测搅拌针的温度变化,但未考虑搅拌针旋转时,因热电偶与搅拌针相连,热电偶线会缠绕,易引起测量问题;专利cn110653483a和专利cn110640298a主要利用红外热像仪设备实现了对搅拌摩擦焊接过程中搅拌头、焊接母材的温度精确在线监测,并通过数据线传输至工控机,实时显示红外温度图像,实现远距离实时检测温度分布,并处理成温度场数据输入工艺控制辅助计算机中与数据库进行匹配,通过修正工艺参数进行温度控制,基于红外成像的方式仅能测量工件表面的温度,无法得到焊核区的准确温度,同时基于红外摄像采集方法采样频率低,不适用于闭环控制,且红外测温设备成本较高,也不利用于工业实际应用。专利cn106624337a将热电偶、红外温度传感器安装在静轴肩上,实时测量焊接温度并反馈给机床控制部分,但在焊接复杂曲面壁板时传感器与工装工件易发生干涉,且机床焊接不适用于空间复杂曲面焊接。虽然目前的温度控制系统,能从一定程度上检测和控制焊缝温度,但是都无法准确得到焊缝核心区的温度,因此无法进一步提高焊缝组织的影响。
7、针对焊接过程多维力信号检测与调控,专利cn113118616a通过恒压力伸缩件的机械式压力控制机构,可实时响应焊接过程中压力的变化,并且通过恒压力伸缩件,实现压力控制;仅关注了顶锻力的大小,未同步分析采集其他维度力信号,虽然静轴肩搅拌摩擦焊顶锻力是影响焊接性能的过程参量之一,但是其他维度力学参量若能同步调节,也将提高焊缝性能。专利cn104400214a通过将四个压力传感器均匀分布安装在主轴与主轴外壳之间,采集焊接过程中的顶锻力与前进抗力,并由plc以及伺服电机实现控制;该方法使用机床焊接,仅能完成简单的焊缝轨迹,并不是适用于自由度、灵活度高的串联工业机器人,串联机器人轨迹和力信号呈现非线性的关系,尤其是在复杂轨迹中,传统的直角坐标机器人或机床的多维力学信号采集分析方法并不能使用于串联机器人。专利cn114951953a通过力传感器与力控制模块对空间焊缝实现力控,避免顶锻力过大导致焊接的失效;但仅将力信号作为一种阈值调节的保护措施,未和焊缝性能的调控产生关联,仅通过维持恒定的压力从而维持恒定的位置,忽略了热力的耦合关系,对于散热条件不好的曲线焊缝或者热输入敏感的材料,只通过恒力控制使得焊缝易失效。
8、针对机器人静轴热力混合控制系统,目前只有力与温分别控制的搅拌摩擦焊系统,基于力控的搅拌摩擦焊接系统目前只初步解决了焊接过程控制但尚未实现焊接性能的控制,同时力与温度监测设备成本较高,控制策略上通常仅采用单一影响因素控制,不能处理热力耦合关系提高复杂空间焊缝成型质量,缺少热力耦合控制对焊缝成型质量影响的研究。
技术实现思路
1、本发明针对机器人复杂空间曲面搅拌摩擦焊等复杂应用场景,以精确获取焊核区温度与焊接过程各向力信号为基础,结合热力混合控制策略,基于焊接过程热输入与施力的主动控制为主要技术手段,提高了静轴肩搅拌摩擦焊接焊缝性能。
2、本发明针对现有机器人静轴肩搅拌摩擦焊现有装备与控制技术的的不足,从静轴肩设计与灵活装配入手,提供一种可实时监测温度与多维力信号的装置,并基于该装置实现主动控制热输入与施力的机器人静轴肩搅拌摩擦焊接系统。本发明能实时监测焊缝核心区温度焊接过程中各向力的大小,通过对热输入与力的控制,获得最佳的工艺过程参量,最终提高焊缝性能及一次性成型质量。
3、为解决上述技术问题,本发明所采取的技术方案是:一种机器人静轴肩搅拌摩擦焊接热力混合控制系统,包括六轴机器人系统、电主轴系统、静轴肩工具、冷却系统、多维力检测装置、温度检测装置、加速度传感器、计算机;
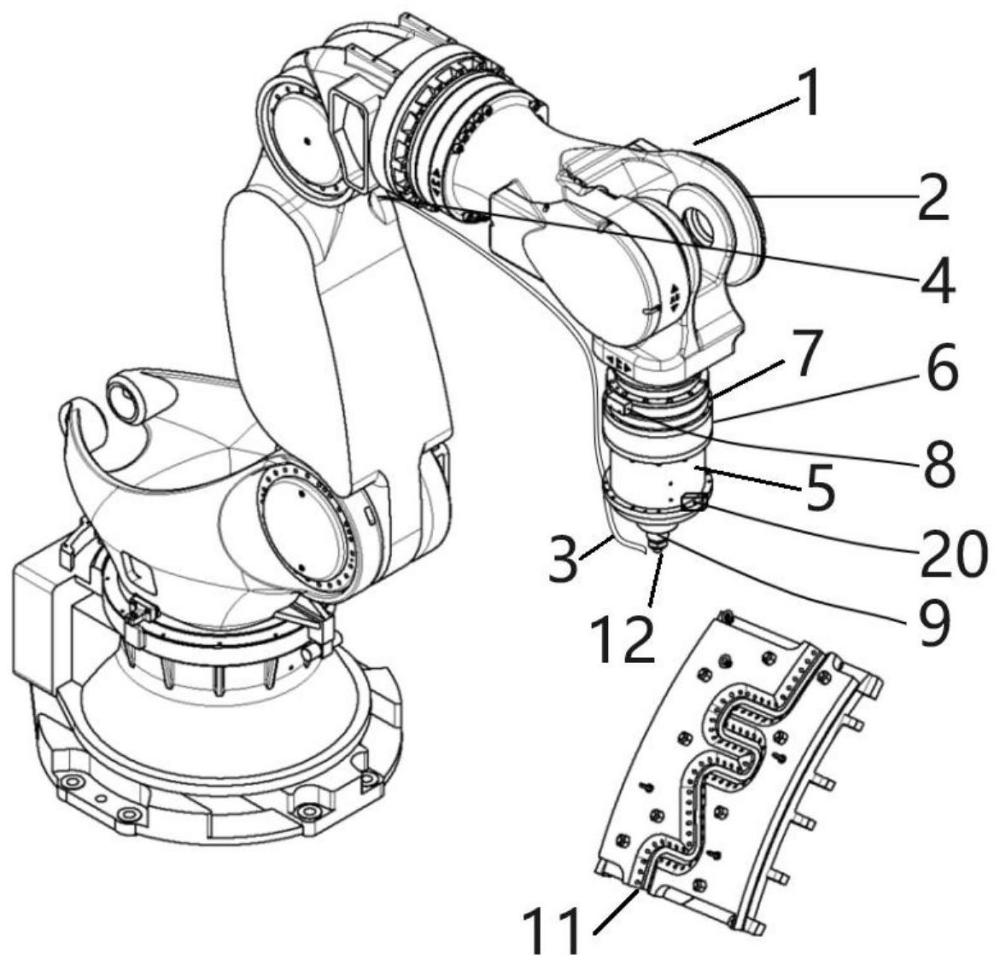
4、所述六轴机器人系统包括六轴机器人本体、机器人控制器;电主轴系统包括电主轴、电主轴驱动器;静轴肩工具包括静轴肩、连接装置、搅拌针;冷却系统包括冷气管、冷风机;多维力检测装置包括多维力传感器、力采集卡;温度检测装置包括热电偶、温度采集卡;
5、机器人控制器安装在六轴机器人本体上,电主轴驱动器安装在电主轴上;多维力传感器固定连接在六轴机器人本体与电主轴之间,多维力传感器与力采集卡电连接,用于采集焊接过程中的顶锻力,计算机显示焊接过程中的顶锻力,并通过调整工艺参数对顶锻力实时控制至理想稳定压力;加速度传感器粘接在电主轴上,并与计算机连接,用于采集焊接过程中的振动信号;连接装置通过螺栓固定在电主轴的底部端盖上,搅拌针的上部套设在连接装置的里面并通过螺栓固定于电主轴的刀柄上,静轴肩与连接装置的下部可调节连接,搅拌针的针尖根部端面与静轴肩的轴肩端面持平,热电偶设置在搅拌针的针尖处,热电偶与温度采集卡电连接,温度采集卡与计算机连接对焊核区温度实时控制;冷风机安装在六轴机器人主体上,冷气管固定在电主轴旁边并与冷风机连接,通过计算机调整参数控制冷却。
6、优选地,还需建立多维力传感器坐标系和工具坐标系,装配过程中将多维力传感器坐标系与工具坐标系重合,并对多维力力传感器坐标系进行方向标定,对电主轴的重力进行补偿,对多维力传感器零点标定。
7、优选地,要对电主轴进行重力补偿,需先得到电主轴的重力,采用如下的方法测量电主轴的重力:
8、首先,将多维力传感器安装在机器人六轴末端法兰上,暂不安装电主轴,手动调节机器人使多维力传感器z轴与地面垂直,此时将多维力传感器置零;
9、然后将电主轴安装在多维力传感器测量面上,由于多维力传感器z轴垂直于地面,故sfx≈sfy≈0;
10、转动机器人六轴一周并记录此时测得的力信号,可得一系列sfzi,电主轴的重力和多维力传感器测量值之间的大小关系为:gt=sfz;
11、用平均法将测得的sfzi进行平均,得到电主轴的重力为gt。
12、优选地,得到电主轴的重力后,通过式得到电主轴重力在力传感器坐标系的表示为消除电主轴对力传感器测量的影响,可以在力传感器测量数据中减去即:其中sfe为静轴肩搅拌摩擦焊机器人与环境的接触力在力传感器坐标系下的表示,自此完成多维力传感器的零点标定。
13、优选地,所述静轴肩的下部为中空圆台形壳体,上部设有内螺纹,内螺纹的外面设有六角形操作部,内螺纹与连接装置的外螺纹旋接,在静轴肩的下底面的中心设有圆孔,搅拌针的针尖从圆孔伸出,在圆孔的周围设有若干热电偶测温探头穿出孔,热电偶的测温探头伸出热电偶测温探头穿出孔。
14、优选地,所述连接装置内部为中空结构,在连接装置的侧壁上设有若干穿出孔,热电偶的连接线从穿出孔内伸出连接温度采集卡。
15、采用上述技术方案所产生的有益效果在于:
16、(1)、本发明中通过测温装置直接得到焊核区域的温度,对采集到的数据分析,主动调控焊接过程焊核区域温度,精准控制焊接过程热输入,提高焊接性能。
17、(2)、本发明通过直接测量温度与多维力力信号,并通过热力混合调控的方式,主动控制焊接过程中热输入与施力,从根本上提高了焊缝质量。
18、(3)、本发明通过设计简单的静轴肩工具,易于装配适用性强,有效解决搅拌针加工与装配,并易于附加温度传感器。
19、(4)、本发明结构简单紧凑,适用范围广成本低,可在空间负载曲线焊接过程中,随焊采集末端多维力学信号与温度信号,可用于实际工业应用尤其适合于传统串联机器人静轴肩搅拌摩擦焊系统。
- 还没有人留言评论。精彩留言会获得点赞!