一种汽车尾气处理用排气系统焊接装置的制作方法
本发明涉及汽车尾气处理用排气系统焊接,具体涉及一种汽车尾气处理用排气系统焊接装置。
背景技术:
1、汽车排气系统主要负责排出发动机工作时产生的废气,并且降低废气的污染程度和噪音,一般由排气歧管、排气管、催化转换器、排气温度传感器和排气尾管组成,其中由于排气尾管处于整个排气系统的最下方,因此受到汽车托底而导致其损坏变形的概率是最大的,同时由于尾气中含有大量的水蒸气,会对排气尾管产生腐蚀,长时间会锈透出现孔洞,不管由于哪种原因造成的排气尾管损坏,都需要及时的去修理厂去更换排气尾管。
2、在修理厂更换汽车排气尾管时,通常是通过人工将排气尾管焊接在排气系统的尾部的,由于人工进行焊接需要对焊接部位进行多次的点焊才能将排气尾管固定在排气系统的尾部,需要花费大量的时间,并且由于人工焊接,不时的会出现漏焊的情况,会影响尾管的焊接效果,因此,针对修理厂通过人工对排气尾管进行焊接时,不仅会花费大量的时间,还可能出现漏焊的情况,影响排气尾管的焊接效果这一问题,本申请提出了一种汽车尾气处理用排气系统焊接装置。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种汽车尾气处理用排气系统焊接装置,以解决背景技术中提出的现有技术对排气尾管进行焊接时,不仅会花费大量的时间,还可能出现漏焊的情况,影响排气尾管的焊接效果的问题。
3、(二)技术方案
4、为实现上述目的,本发明提供如下技术方案:
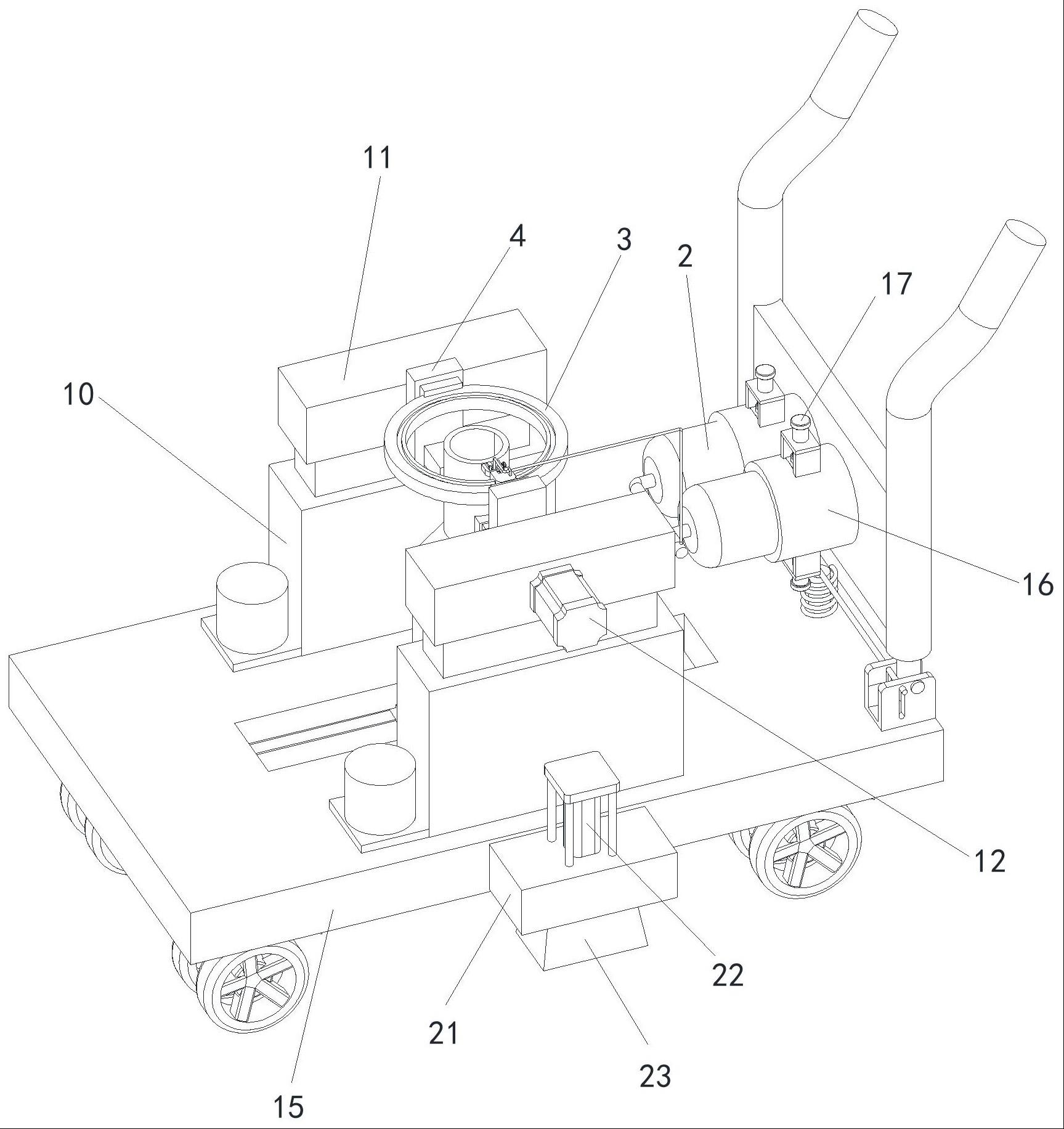
5、一种汽车尾气处理用排气系统焊接装置,包括焊接头和燃料罐,所述焊接头与所述燃料罐之间通过气管相连,还包括环形支撑盘、固定板、夹持组件和人工驱动组件,所述环形支撑盘上设置有限位滑槽,并且在所述环形支撑盘的限位滑槽上设置有移动组件,所述焊接头安装在所述移动组件上,所述移动组件用于带动焊接头在排气尾管与排气系统尾部的接触点上进行一次成型的环形焊接,所述环形支撑盘设置在所述固定板上,所述固定板的一侧设置有调节组件,所述调节组件用于对环形支撑盘进行方向和高度的调节,所述夹持组件设置在所述固定板的另一侧,所述夹持组件用于对排气尾管进行固定,所述调节组件设置在所述人工驱动组件上,所述燃料罐设置在所述人工驱动组件上,所述人工驱动组件用于通过人工带动各组件在修理厂进行移动;
6、对上述的移动组件、调节组件、夹持组件和人工驱动组件进行展开,其中,所述移动组件包括:
7、第一电动移动块,所述第一电动移动块设置在所述环形支撑盘上;
8、第一气缸,所述第一气缸安装在所述第一电动移动块的侧壁上;
9、固定架,所述固定架安装在所述第一气缸的伸缩杆上;
10、第一电机,所述第一电机安装在所述固定架的侧壁上;
11、限位夹,所述限位夹设置有两个,所述焊接头安装在两个所述限位夹之间,并且其中一个所述限位夹转动安装在所述固定架的侧壁上,另一个所述限位夹安装在所述第一电机的输出轴上;
12、其中,所述调节组件包括:
13、第一电动伸缩杆,所述第一电动伸缩杆安装在所述人工驱动组件上,并且所述第一电动伸缩杆的顶端设置有固定座;
14、第二电机,所述第二电机安装在所述固定座的侧壁上,所述固定板安装在所述第二电机的输出轴上;
15、其中,所述夹持组件包括:
16、第二电动伸缩杆,所述第二电动伸缩杆安装在所述固定板的侧壁上;
17、第一摩擦垫,所述第一摩擦垫安装在所述第二电动伸缩杆的伸缩杆上;
18、其中,所述人工驱动组件包括:
19、折叠式小推车,所述第一电动伸缩杆安装在所述折叠式小推车的支撑板的顶端;
20、固定筒,所述固定筒安装在所述折叠式小推车的握把上,所述燃料罐安装在所述固定筒内;
21、第二气缸,所述第二气缸安装在所述固定筒的外壁上。
22、为了对排气尾管进行辅助的支撑,防止排气尾管、移动组件、夹持组件、固定板和环形支撑盘的重量过大压坏第二电机的输出杆,并进一步的加强排气尾管的稳定夹持效果,作为本申请进一步可选的技术方案,还包括辅助支撑组件,所述折叠式小推车支撑板上设置有滑道,所述辅助支撑组件设置在所述折叠式小推车的滑道内,所述辅助支撑组件包括:
23、第二电动移动块,所述第二电动移动块安装在所述折叠式小推车的滑道内;
24、第三气缸,所述第三气缸安装在所述第二电动移动块的侧壁上;
25、第二摩擦垫,所述第二摩擦垫安装在所述第三气缸的伸缩杆上。
26、为了防止在对排气尾管进行焊接时折叠式小推车产生移动,影响排气尾管的正常焊接作业,作为本申请再进一步可选的技术方案,还包括固定组件,所述固定组件设置在所述折叠式小推车的支撑板的侧壁上,所述固定组件包括:
27、固定块,所述固定块安装在所述折叠式小推车的支撑板的侧壁上;
28、第四气缸,所述第四气缸安装在所述固定块的侧壁上;
29、支脚,所述支脚安装在所述第四气缸的伸缩杆上。
30、为了控制第一气缸的伸缩杆带动焊接头进行合理的伸缩,防止焊接头远离焊接点或过分挤压焊接点使焊接头产生损伤,在前述方案的基础上,还包括压力感应头,所述压力感应头安装在其中一个所述限位夹的侧壁上。
31、(三)有益效果
32、与已知公有技术相比,本发明提供了一种汽车尾气处理用排气系统焊接装置,具备以下有益效果:
33、1、本发明,通过第一电动移动块带动焊接头在环形支撑盘的限位滑槽内进行环形移动,对排气尾管与排气系统尾部的接触点上进行一次成型的环形焊接,对比人工进行多次的点焊焊接,不仅节省了大量时间,还避免出现漏焊的现象;
34、2、本发明,通过夹持组件对排气尾管进行固定,无需人工将排气尾管固定在排气系统的尾部,节约了人力,方便焊接头对排气尾管进行焊接;
35、3、本发明,通过调节组件对焊接头和夹持组件进行转向调节和高度调节,便于焊接头对排气尾管进行水平或竖直的焊接;
36、4、本发明,通过折叠式小推车带动焊接装置在修理厂内进行移动,为焊接提供了便捷性;
37、5、本发明,通过辅助支撑组件,对排气尾管进行辅助的支撑,防止排气尾管、移动组件、夹持组件、固定板和环形支撑盘的重量过大压坏第二电机的输出杆,并进一步的加强排气尾管的稳定夹持效果;
38、6、本发明,通过固定组件防止在对排气尾管进行焊接时折叠式小推车产生移动,影响排气尾管的正常焊接作业。
39、本发明,在对排气尾管进行焊接时,对比人工进行多次的点焊焊接,通过第一电动移动块带动焊接头在环形支撑盘的限位滑槽内进行环形移动,对排气尾管与排气系统尾部的接触点上进行一次成型的环形焊接,不仅节省了大量时间,还避免出现漏焊的现象。
技术特征:
1.一种汽车尾气处理用排气系统焊接装置,包括焊接头(1)和燃料罐(2),所述焊接头(1)与所述燃料罐(2)之间通过气管相连,其特征在于,还包括:
2.根据权利要求1所述的一种汽车尾气处理用排气系统焊接装置,其特征在于,所述移动组件(100)包括:
3.根据权利要求2所述的一种汽车尾气处理用排气系统焊接装置,其特征在于,所述调节组件(200)包括:
4.根据权利要求3所述的一种汽车尾气处理用排气系统焊接装置,其特征在于,所述夹持组件(300)包括:
5.根据权利要求4所述的一种汽车尾气处理用排气系统焊接装置,其特征在于,所述人工驱动组件(400)包括:
6.根据权利要求5所述的一种汽车尾气处理用排气系统焊接装置,其特征在于,还包括辅助支撑组件(500),所述折叠式小推车(15)支撑板上设置有滑道,所述辅助支撑组件(500)设置在所述折叠式小推车(15)的滑道内,所述辅助支撑组件(500)包括:
7.根据权利要求6所述的一种汽车尾气处理用排气系统焊接装置,其特征在于,还包括固定组件(600),所述固定组件(600)设置在所述折叠式小推车(15)的支撑板的侧壁上,所述固定组件(600)包括:
技术总结
本发明涉及汽车尾气处理用排气系统焊接技术领域,提出了一种汽车尾气处理用排气系统焊接装置,包括焊接头和燃料罐,还包括环形支撑盘、固定板、夹持组件和人工驱动组件,所述环形支撑盘上设置有限位滑槽,并且在所述环形支撑盘的限位滑槽上设置有移动组件,所述环形支撑盘设置在所述固定板上,所述夹持组件设置在所述固定板的侧壁上,所述调节组件设置在所述人工驱动组件上,本发明,在对排气尾管进行焊接时,对比人工进行多次的点焊焊接,通过第一电动移动块带动焊接头在环形支撑盘的限位滑槽内进行环形移动,对排气尾管与排气系统尾部的接触点上进行一次成型的环形焊接,不仅节省了大量时间,还避免出现漏焊的现象。
技术研发人员:宋燕海,张春丽,赵宏义,段志青,王飞,庄忠再,郝晶晶,曹英才,张鹏,郑华
受保护的技术使用者:河北华特汽车部件有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!