一种用于三轮车脚刹弯管加工一体装置的加工方法与流程
本发明涉及用于三轮车脚刹弯管加工装置的加工,尤其是一种用于三轮车脚刹弯管加工一体装置的加工方法。
背景技术:
1、目前,三轮车脚刹车杆钢管的弯臂,脚刹车杆弯臂为三轮车脚刹车部件,脚刹车杆的弯臂加工时的一端为弧形槽,脚刹车杆的弯臂另一端镶嵌螺母;由于脚刹车杆的弯臂为人工手动进行加工,弯臂料坯另一端螺母通过人工镶嵌式固定,脚刹车杆料坯中镶嵌的角度难以控制,固定的稳定性较差,通过人工加工脚刹车杆弯臂的弧度不一致的现象时有发生,由于人工手动长时间工作疲劳,加工脚刹车杆弯臂与弧形槽的角度出现偏差率较高或报废,导致产品的质量不稳定,增加了企业的生产成本;鉴于上述的诸多原因,现提出一种用于三轮车脚刹弯管加工一体装置的加工方法。
技术实现思路
1、本发明的目的是为了克服三轮车脚刹车杆钢管的弯臂为人工手动进行加工,脚刹车杆料坯中镶嵌的角度难以控制,固定的稳定性较差,通过人工加工脚刹车杆弯臂的弧度不一致的现象时有发生,由于人工手动长时间工作疲劳,加工脚刹车杆弯臂与弧形槽的角度出现偏差率较高或报废,导致产品的质量不稳定,增加了企业的生产成本;现通过合理的设计,提供一种用于三轮车脚刹弯管加工一体装置的加工方法;本发明为脚刹车杆弯臂加工一体装置,通过控制台的plc控制中心控制自动加工平台进行三轮车脚刹车杆弯臂的加工,plc控制中心分别控制自动加工平台的螺母定位模具、弧形冲裁卡紧模具对脚刹车杆料坯进行镶入、锁紧螺母;螺母锁紧牢固不松动,料坯通过弧形冲裁卡紧模具、旋转折弯机构进行成形,脚刹车杆料坯加工成形的质量稳定,批量加工脚刹车杆弯臂的形状一致,能够降低人工作疲劳,增加了产量,能够降低生产成本,提高了企业的经济效益。
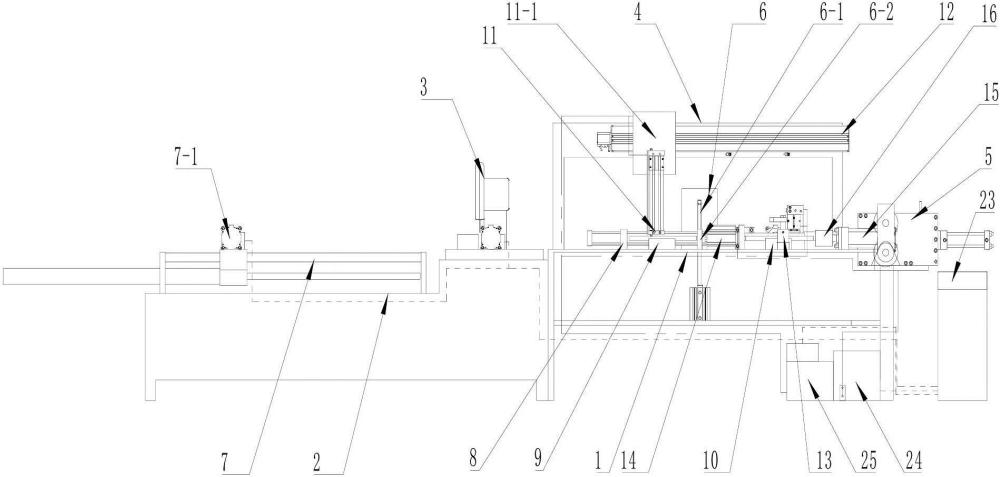
2、本发明为了实现上述目的,采用如下技术方案,一种用于三轮车脚刹弯管加工一体装置的加工方法,所述的用于三轮车脚刹弯管加工一体装置,是由自动加工平台、上料平台、切割装置、取料转接架、折弯装置、旋转折弯机构、螺母自动下料装置、螺母下料槽、螺母定位模具、上料滑槽、自动上料装置、坯料挡板、料坯托架、锁紧定位托架、机器手、机器手滑块、机器手滑轨、定位压紧装置、螺母推进油缸、螺母锁紧油缸、螺母锁紧模具、弧形冲裁卡紧模具、冲裁模具伸缩装置、冲裁油缸、横移换位机器手、冲裁推料气缸、折弯导槽、脚刹车杆料坯、控制台、液压泵站、气泵构成;自动加工平台上料端一侧设置为上料平台,自动加工平台与上料平台之间上面设置切割装置;自动加工平台与上料平台上面的纵向中心部位设置为镶嵌螺母加工中心,自动加工平台上面的镶嵌螺母加工中心一侧平行设置折弯成形加工中心,折弯成形加工中心一侧设置取料转接架,取料转接架上方的横梁一侧设置机器手滑轨,机器手滑轨上设置机器手滑块,机器手滑块一侧设置机器手,机器手伸缩臂的上端与机器手滑块之间设置气缸,机器手下端对应镶嵌螺母加工中心设置电磁吸抓手;
3、上料平台上面镶嵌螺母加工中心设置上料滑槽,上料滑槽上面中心纵向设置上料导槽,上料导槽一端设置自动上料装置;自动加工平台上面纵向设置为的镶嵌螺母加工中心,加工中心依次设置坯料挡板、料坯托架、螺母定位模具、螺母推进油缸、锁紧定位托架、螺母锁紧模具、螺母锁紧油缸,加工中心与上料滑槽的上料导槽对应设置;自动加工平台上面加工中心的一侧平行设置折弯成形加工中心,折弯成形加工中心依次设置冲裁推料气缸、弧形冲裁卡紧模具、折弯导槽、旋转折弯机构;料坯托架上面预留料坯槽,料坯槽中设置脚刹车杆料坯;锁紧定位托架外侧设置定位压紧装置,定位压紧装置上端设置压块;锁紧定位托架上面预留槽,槽中设置脚刹车杆料坯;
4、坯料挡板与螺母定位模具的中心对应设置,螺母定位模具后方一侧设置螺母自动下料装置,螺母自动下料装置的下料口与螺母定位模具上方之间设置螺母下料槽,螺母自动下料装置中设有送料托架;螺母定位模具另一端设置螺母推进油缸,螺母推进油缸的推头对应螺母槽底部的中心设置;
5、弧形冲裁卡紧模具前端预留弧形模具口,弧形模具口一侧设置冲裁油缸,冲裁油缸的冲头端对应弧形模具口设置;弧形冲裁卡紧模具一侧设置横移座,横移座上方设置横移气缸,横移气缸与横移换位机器手设置伸缩机器手臂,横移换位机器手中设置为气缸,气缸的杠杆下端设置为横移电磁吸抓手;弧形冲裁卡紧模具设置为两块合并的模具,两块合并的模具分别设置一块定位模具、一块活动模具,一块定位模具与一块活动模具之间预留料坯孔,料坯孔一对设置冲裁推料气缸,料坯孔另一对设置旋转折弯机构,活动模具一侧设置冲裁模具伸缩装置;
6、旋转折弯机构一侧设置为折弯装置,旋转折弯机构两侧设置为一对轮架,一对轮架之间设置一对压轮,一对压轮外侧分别预留轮槽,一对压轮的轮槽之间对应预留料坯槽;一对压轮分别设置一个定位轮、一个旋转压弯轮,旋转折弯机构下端与折弯装置之间设置折弯主轴,折弯装置中一端与折弯主轴之间设置为传动机构,折弯主轴上对穿设置为一对轮架和定位轮;
7、自动加工平台一侧设置控制台,控制台中设置plc控制中心,自动加工平台下方分别设置液压泵站、气泵,控制台的控制中心分别与切割装置、螺母自动下料装置、机器手、冲裁模具伸缩装置、横移换位机器手、液压泵站、气泵和上料装置之间设置控制电路,液压泵站分别与折弯装置、螺母推进油缸、螺母锁紧油缸、冲裁油缸之间设置液压管道,气泵分别与机器手、横移换位机器手设置气压管道;
8、弯臂加工一体装置加工三轮车脚刹车杆弯臂之前,通过控制台设置下料、安装螺母、锁紧螺母、三轮车脚刹车杆的加工程序;控制台加工程序设置后,通过人工手动控制钢管对应上料滑槽中进行上料;上料后通过自动上料装置输送钢管一端部通过切割装置,当钢管通过的长度为脚刹车杆料坯的长度时停止后,切割装置对钢管进行切割,切割的钢管为脚刹车杆料坯;通过人工手动连续将脚刹车杆料坯取出、放置于料坯托架的料坯槽中;同时,螺母自动下料装置的通过螺母托架输送,螺母进入螺母下料槽下料、进入螺母定位模具的螺母槽中;托架的料坯槽中放置脚刹车杆料坯对应螺母槽后,通过控制台控制螺母推进油缸启动、缸杆推动螺母进入脚刹车杆料坯口中,完成脚刹车杆料坯一端的螺母嵌入。
9、脚刹车杆料坯一端完成螺母嵌入后,通过控制台控制机器手,机器手通过机器手滑块运动至料坯托架上方中心时自动停止,机器手滑块停止后,控制台控制机器手通过伸缩臂带动电磁吸抓手向下运动,当电磁吸抓手下面接触脚刹车杆料坯时,控制台控制电磁吸抓手启动电源,电磁吸抓手生产电磁吸进行吸附脚刹车杆料坯后,通过控制台控制伸缩臂带动机器手、脚刹车杆料坯向上运动、离开料坯托架;脚刹车杆料坯离开料坯托架后,脚刹车杆料坯和机器手通过机器手滑块带动运动至锁紧定位托架上方中心时自动停止;控制台控制机器手通过伸缩臂带动电磁吸抓手向下运动,当脚刹车杆料坯进入定位托架的槽中触底后,电磁吸抓关闭电源,电磁吸抓停止电磁吸,脚刹车杆料坯脱离电磁吸抓;控制台控制机器手的伸缩臂进行收缩带动电磁吸抓手向上运动离开脚刹车杆料坯、回至料坯托架上方的位置、等待再次抓取脚刹车杆料坯;当定位托架的槽中进入脚刹车杆料坯时,控制台控制螺母锁紧油缸启动,螺母锁紧油缸的缸杆推动螺母锁紧模具,螺母锁紧模具通过挤压脚刹车杆料坯的螺母嵌入端进行螺母锁紧,脚刹车杆料坯的螺母嵌入端锁紧完成、螺母锁紧模具自动退出。
10、脚刹车杆料坯的螺母嵌入端锁紧完成后,控制台控制横移换位机器手通过伸缩机器手臂向外运行,当横移换位机器手向外运行至锁紧定位托架上方时停止,控制台控制横移换位机器手通过气缸向下运行横移电磁吸抓手,当横移电磁吸抓手触及脚刹车杆料坯时、气缸停止,同时,控制台控制横移电磁吸抓手启动电源,横移电磁吸抓手生产电磁吸进行吸附脚刹车杆料坯后,横移换位机器手通过气缸向上运行横移电磁吸抓手、脚刹车杆料坯离开锁紧定位托架;脚刹车杆料坯离开锁紧定位托架后,控制台控制横移座的横移气缸收缩带动移换位机器手、脚刹车杆料坯向弧形冲裁卡紧模具上方移动;
11、同时,控制台控制冲裁模具伸缩装置启动、带动弧形冲裁卡紧模具的活动模具收缩、打开料坯孔;当脚刹车杆料坯对应弧形冲裁卡紧模具上方时,横移气缸停止;横移气缸停止后,控制台控制横移换位机器手通过气缸带动横移电磁吸抓手、脚刹车杆料坯向下运行,当脚刹车杆料坯进入料坯孔时、气缸停止运行;控制台控制横移电磁吸抓手关闭电源,横移电磁吸抓手停止电磁吸,脚刹车杆料坯脱离横移电磁吸抓手后,控制台控制横移换位机器手的气缸带动横移电磁吸抓手收缩、升起,等待再次运行;
12、横移电磁吸抓手收缩升起后,控制台控制冲裁模具伸缩装置启动、推动弧形冲裁卡紧模具的活动模具与定位模具合并,通过料坯孔卡紧脚刹车杆料坯,弧形冲裁卡紧模具卡紧脚刹车杆料坯后,控制台控制冲裁油缸启动,冲裁油缸的冲头端对应弧形冲裁卡紧模具的弧形模具口伸出冲裁,冲头端对应脚刹车杆料坯的一端冲裁为弧形后完成脚刹车杆料坯的两端加工。
13、脚刹车杆料坯的两端加工完成后,控制台控制冲裁模具伸缩装置启动反向开关、放松料坯孔后关闭;料坯孔放松后,控制台控制冲裁推料气缸启动,气缸杆推动脚刹车杆料坯进入折弯导槽、旋转折弯机构中至折弯位置后停止;脚刹车杆料坯进入折弯位置后,控制台控制折弯装置启动传动机构带动旋转折弯机构对脚刹车杆料坯进行折弯,脚刹车杆料坯折弯至预定的弯度成形后,三轮车脚刹车杆弯臂的加工成形,完成三轮车脚刹车杆弯臂的加工,钢管按装以上的流程重复加工三轮车脚刹车杆弯臂。
14、有益效果:本发明为脚刹车杆弯臂加工一体装置,通过控制台的plc控制中心控制自动加工平台进行三轮车脚刹车杆弯臂的加工,plc控制中心分别控制自动加工平台的螺母定位模具、弧形冲裁卡紧模具对脚刹车杆料坯进行镶入、锁紧螺母;螺母锁紧牢固不松动,料坯通过弧形冲裁卡紧模具、旋转折弯机构进行成形,脚刹车杆料坯加工成形的质量稳定,批量加工脚刹车杆弯臂的形状一致,能够降低人工作疲劳,增加了产量,能够降低生产成本,提高了企业的经济效益。
- 还没有人留言评论。精彩留言会获得点赞!