铆螺母自动生产设备的制作方法
本技术涉及铆螺母加工设备,尤其是涉及一种铆螺母自动生产设备。
背景技术:
1、铆螺母,又称,拉帽,用于各类金属板材、管材等制造工业的紧固领域,广泛地使用在汽车、航空、铁道、制冷、电梯、开关、仪器、家具、装饰等机电和轻工产品的装配上。
2、相关技术中,铆螺母的生产通常需要采用多个设备依次进行加工,工件在当前设备完成加工后,通常由人工搬运到其他设备处进行加工。
3、对于上述中的相关技术,存在有以下缺陷,人工搬运零件费时费力,尤其是热处理后的零件,温度较高,容易造成烫伤的情况。
技术实现思路
1、为了改善人工生产铆螺母费时费力的问题,本技术提供一种铆螺母自动生产设备。
2、本技术提供的一种铆螺母自动生产设备采用如下的技术方案:
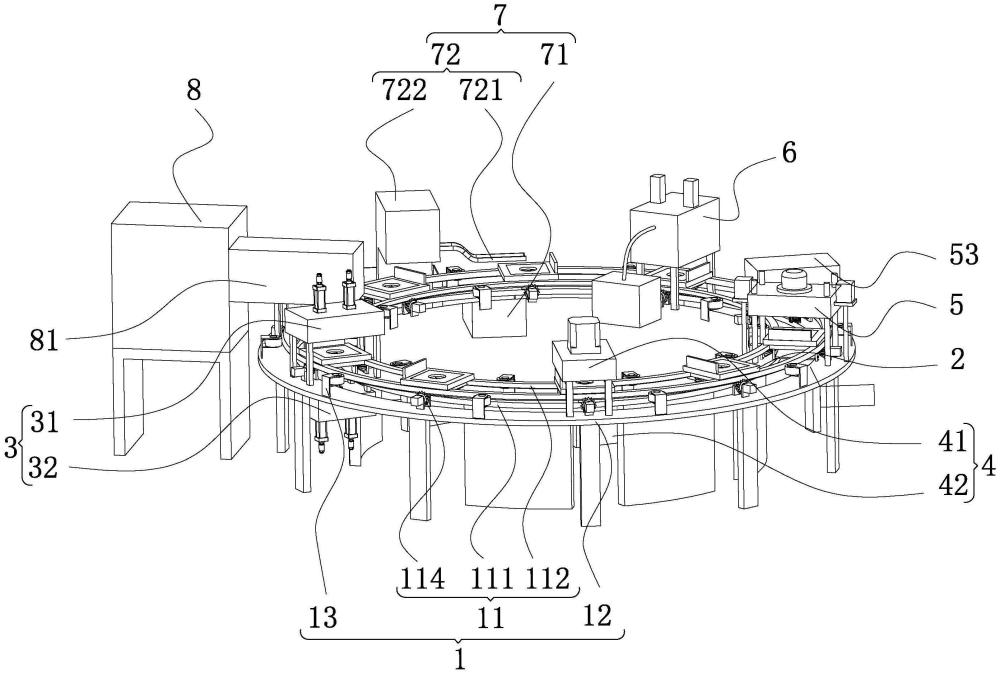
3、铆螺母自动生产设备,包括传送装置以及沿所述传送装置的传送路径依次设置的下料机、冷镦机、螺纹机、热处理装置、喷砂机和集件装置;
4、所述传送装置上设有多个传运盘,所述传运盘包括盘框、盖板、多块支撑板和多个弹性件,多块所述支撑板共面布置在所述盘框中,多个所述弹性件位于多块所述支撑板与所述盘框之间的间隙中,所述弹性件连接所述支撑板和所述盘框,使多块所述支撑板在多个所述弹性件的作用下边缘相接触;所述盖板位于多块所述支撑板的上方,且与所述盘框相连,所述盖板与多块所述支撑板之间具有间隙,所述盖板的中部具有落料孔。
5、通过上述技术方案,传送装置衔接下料机、冷镦机、螺纹机、热处理装置、喷砂机和集件装置,使待加工零件由下料机切割后依次由冷镦机、螺纹机、热处理装置、喷砂机进行加工,待加工零件最终变成铆螺母,最后集件装置将加工完成的铆螺母收集到一起。
6、加工时,下料机切割后的待加工零件毛坯落入落料孔中,支撑板支撑落料孔中的毛坯,在支撑板受到垂直向上的作用力时,盖板挡住支撑板防止支撑板向上翻转,在支撑板受到垂直向下的作用力时,盘框底部防止支撑板向下翻转,支撑板只能沿弹性件的弹性力方向往复移动,从而便于使待加工零件被压入或顶出传运盘。
7、可选的,所述传送装置包括传动组件、支撑架和多个保持架,所述传动组件位于支撑架顶部,多个所述保持架围绕传动组件设置在支撑架顶部。
8、通过上述技术方案,传动组件安装在支撑架上,保持架固定传动组件的位置,防止传动组件在运行过程中产生位移,提高了传动组件的稳定性。
9、可选的,所述传动组件包括内传动环、外传动环、多个内传动轮和多个外传动轮,所述内传动轮和外传动轮均位于支撑架顶部,所述内传动环位于多个内传动轮上方,所述外传动环位于多个外传动轮上方,所述内传动环与外传动环同轴设置,所述内传动环与外传动环在内传动轮与外传动轮的作用下绕自身轴心旋转,所述传运盘位于所述内传动环和所述外传动环之间,且与所述内传动环和所述外传动环相连。
10、通过上述技术方案,多个内传动轮与多个外传动轮分别带动内传动环与外传动环绕自身轴线旋转,带动传运盘运动并使传运盘载着待加工零件送向各个加工设备。
11、可选的,多个所述保持架中的一部分保持架位于所述内传动环的内侧,且沿所述内传动环的周向均匀间隔分布,另一部分保持架位于所述外传动环的外侧,且沿所述外传动环的周向均匀间隔分布。
12、通过上述技术方案,将多个保持架分为内环部分和外环部分,内环部分沿内传动环内壁间隔设置以保持内传动环的位置,外环部分沿外传动环外壁间隔设置以保持外传动环的位置,可以提高内传动环与外传动环的稳定性。
13、可选的,所述保持架包括底座与滚轮,所述底座安装在支撑架顶部,所述滚轮位于底座顶部,位于所述内传动环内侧的保持架的滚轮与所述内传动环的内壁相抵,位于所述外传动环外侧的保持架的滚轮与所述外传动环的外壁相抵。
14、通过上述技术方案,底座安装在支撑架顶部用以固定滚轮,滚轮用以在不影响内传动环或外传动环运行的情况下限位内传动环与外传动环,使内传动环与外传动环的运行更加稳定。
15、可选的,所述内传动环外壁设有多个内传动环孔,所述外传动环内壁设有多个外传动环孔,所述传运盘靠近内传动环的一侧和靠近外传动环的一侧均设有多个安装杆,所述安装杆插接在对应的内传动环孔或对应的外传动环孔中。
16、通过上述技术方案,内传动环外壁与外传动环内壁分别设有多个内传动环孔和多个外传动环孔,传运盘外侧设有多个安装杆,安装杆分布在传运盘的左右两侧,安装杆分别插设在外传动环孔与内传动环孔中,将传运盘固定在内传动环与外传动环之间,并使传运盘在内传动环与外传动环的作用下向前移送。
17、可选的,所述冷镦机分为上模具和下模具,所述上模具位于传送装置上方,所述下模具位于传送装置下方,所述上模具和下模具能够独立相对移动,所述下模具中心设有用于顶起待加工零件的顶件杆,所述顶件杆底部设有顶出弹簧。
18、通过上述技术方案,上模具将传运盘中的待加工零件压入下模具冷镦成型,顶件杆顶在传运盘下方,防止待加工零件被上模具顶出传运盘后落出下模具,并随待加工零件一起被上模具压下,且可以在待加工零件冷镦成型后将待加工零件重新顶入传运盘中。
19、可选的,所述集件装置包括顶出组件和纳件箱,所述顶出组件位于传送装置下方,所述顶出组件包括顶件板、多个顶件弹簧和固定桩,所述顶件弹簧位于固定桩顶部,所述顶件板倾斜设置在顶件弹簧顶部,所述顶件板沿靠近喷砂机的一端低于远离喷砂机的一端。
20、通过上述技术方案,传运盘带着加工完成的铆螺母运行到顶出组件的上方时,铆螺母底部与顶件板上表面接触,铆螺母随着传运盘向前移送过程中被顶件板逐渐顶起,顶件弹簧用于防止铆螺母与顶件板之间卡住。
21、可选的,所述纳件箱包括箱体和起件叉,所述起件叉位于传送装置上方,所述箱体位于起件叉末端,所述盘框的上表面设置有推件板,且所述传运盘位于所述纳件箱和所述喷砂机之间时,所述落料孔位于所述推件板远离所述喷砂机的一侧,所述起件叉用于承接顶件板顶起的待加工零件并在推件板的作用下将待加工零件导入箱体中。
22、通过上述技术方案,起件叉托住被顶出组件顶起的铆螺母,推件板将被起件叉托起的铆螺母推向箱体中,收集加工完成的铆螺母。
23、综上所述,本技术包括以下至少一种有益技术效果:
24、1.通过上述技术方案,传送装置衔接下料机、冷镦机、螺纹机、热处理装置、喷砂机和集件装置,使待加工零件由下料机切割后依次由冷镦机、螺纹机、热处理装置、喷砂机进行加工,最终待加工零件毛坯加工成铆螺母成品,最后集件装置将加工完成的铆螺母收集到一起。
25、2.通过上述技术方案,内传动环外壁与外传动环内壁分别设有多个内传动环孔和多个外传动环孔,传运盘外侧设有多个安装杆,安装杆分别插设在外传动环孔与内传动环孔中,将传运盘固定在内传动环与外传动环之间,并使传运盘在内传动环与外传动环的作用下向前移动。
26、3.通过上述技术方案,上模具将传运盘中的待加工零件压入下模具冷镦成型,顶件杆顶在传运盘下方,防止待加工零件被上模具顶出传运盘后落出下模具,并随待加工零件一起被上模具压下,且可以在待加工零件冷镦成型后将待加工零件重新顶入传运盘中。
- 还没有人留言评论。精彩留言会获得点赞!