一种全自动缩管装置的制作方法
本技术涉及管材加工的,尤其是涉及一种全自动缩管装置。
背景技术:
1、地板支架包括支撑管、支撑垫片和放置板,支撑管的两端分别与支撑垫片和放置板固定。在地板支架的组装过程中,先通过缩管机构对支撑管的一端进行缩管加工,使得支撑管上形成第一限位部,支撑垫片上设有用于供支撑管穿设的连接通孔,将支撑垫片移动至支撑管缩管的一端穿过连接通孔后,再通过扩管机构对支撑管缩管的一端进行进一步的加工,使得支撑管上形成第二限位部,第一限位部与第二限位部的尺寸均大于支撑管的外径,支撑垫片两侧的端面分别与第一限位部和第二限位部贴合,完成支撑垫片与支撑管之间的固定。而后会通过压合机构将螺母与支撑管远离支撑垫片的一端压合,放置板上一体成型有与螺母配合螺杆,放置板在螺母与螺杆的配合下与支撑管连接。
2、但现有技术中,支撑管从缩管机构移动至扩管机构、再从扩管机构移动至压合机构的转运与操作都需人工配合完成,劳动力成本较高,且影响地板支架组装的便捷性。
技术实现思路
1、为了便于支撑管与支撑垫片和螺帽之间的固定,本技术提供一种全自动缩管装置。
2、本技术提供的一种全自动缩管装置采用如下的技术方案:
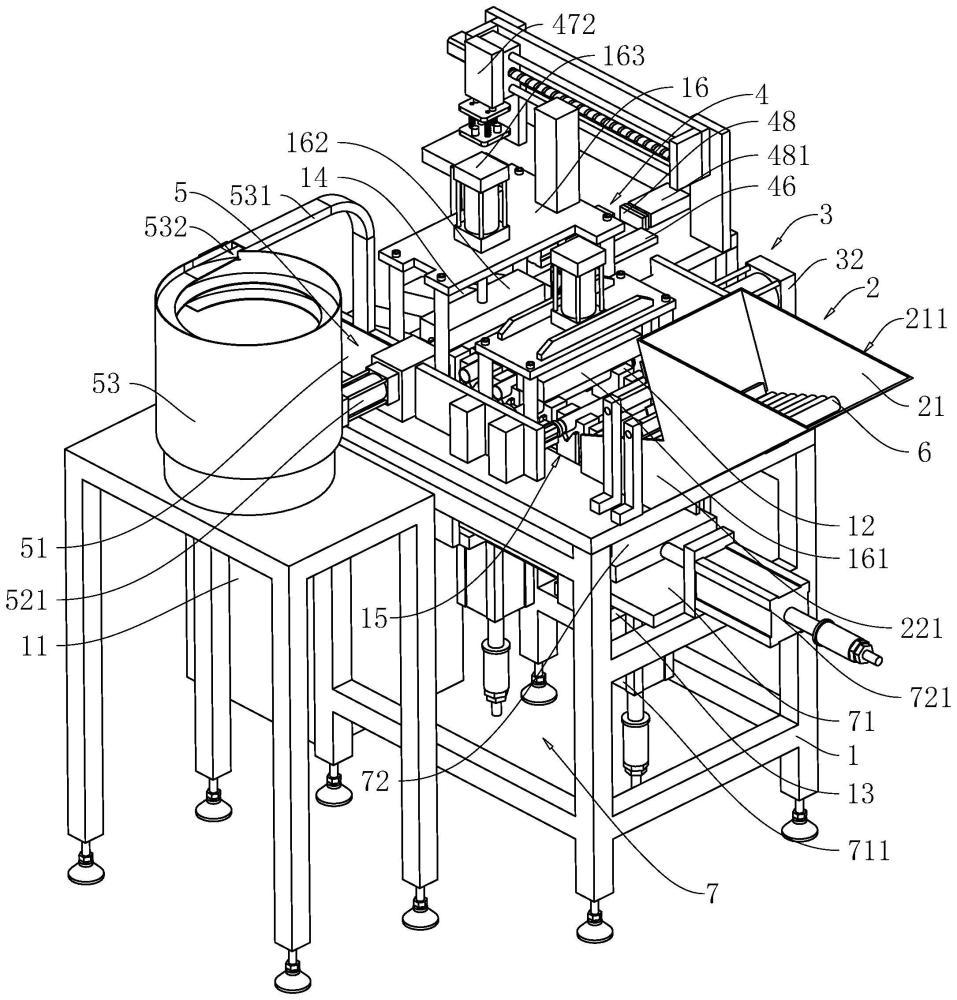
3、一种全自动缩管装置,用于使得支撑管与支撑垫片和螺帽固定,包括机架,所述机架上依次设有上料机构、缩管机构、扩管机构、压合机构和集料箱,所述上料机构和集料箱分别位于机架的两端,所述上料机构用于朝向机架上输送支撑管,所述缩管机构用于对支撑管的一端进行缩管加工使得支撑管上形成第一限位部,所述扩管机构用于在安装支撑垫片的同时使得支撑管缩管一端形成第二限位部,所述第一限位部和第二限位部分别与支撑垫片的两个端面贴合,所述压合机构用于使螺帽与支撑管远离支撑垫片的一端压合;
4、所述机架上设有传输机构,所述传输机构用于带动位于上料机构上的支撑管依次经缩管机构、扩管机构、压合机构加工后落入集料箱被收集。
5、通过采用上述技术方案,通过传输机构带动位于上料机构上的支撑管依次经缩管机构、扩管机构、压合机构加工后,使得支撑管的一端与支撑垫片固定,支撑管的另一端压合固定有螺帽,通过单台机器即可完成支撑管与支撑垫片和螺帽之间的组装,且支撑管的转运过程可通过传输机构完成,有效地减轻了操作者的劳动强度,降低了支撑管与支撑垫片和螺帽固定的人工成本,便于支撑管与支撑垫片和螺帽之间的固定。
6、优选的,所述机架上设有多组放置块,多组所述放置块沿机架的长度方向排列,相邻两组所述放置块之间的距离相同,所述放置块上开设有用于供支撑管嵌合的放置槽,所述缩管机构、扩管机构和压合机构均与放置块对应设置;
7、所述传输机构包括与机架滑移连接的滑移板,所述滑移板沿机架的高度方向滑移,所述机架上设有用于控制滑移板滑移的滑移件,所述滑移板上滑移连接有传输架,所述传输架位于滑移板与机架之间,所述传输架沿机架的长度方向滑移,所述滑移板上设有用于控制传输架滑移的传输件,所述传输架上设有与放置块对应的传输块,所述传输块上开设有用于支撑管嵌合的传输槽,所述机架上对应开设有用于供传输块滑移穿设的传输通孔。
8、通过采用上述技术方案,由于缩管机构、扩管机构和压合机构均与放置块对应设置,且相邻两组放置块之间的距离相同,则传输块能够在传输架和滑移板的滑移配合下,使得支撑管能够移动至被依次放置在多组放置块上,由于缩管机构、扩管机构和压合机构均与放置块对应设置,则在支撑管的转运过程中,支撑管能够依次经上述机构加工,使得支撑管与支撑垫片和螺帽固定,便于支撑管的转运;通过放置槽的设置,提升了支撑管放置在放置块上被加工的稳定性,通过传输槽的设置,提升了支撑管经传输块带动转运的可靠性。
9、优选的,所述缩管机构包括滑动设置于机架上的缩管部,令与所述缩管机构对应的放置块为第一放置部,所述缩管部包括开口朝向第一放置部的缩管槽,所述缩管槽的内壁上连接有加工柱,所述缩管部朝向支撑管滑移使得加工柱嵌入支撑管中,所述缩管槽靠近第一放置部的内壁上开设有用于形成第一限位部的加工槽,所述加工槽远第一放置部一端的侧壁上设有加工弧面,所述机架上设有用于控制缩管部滑移的缩管件。
10、通过采用上述技术方案,缩管部在缩管件的作用下放置在第一放置部上的支撑管滑移时,缩管部先滑移至支撑管的端部进入加工槽中,此时加工柱嵌入支撑管内,而后随着缩管部的进一步滑移,支撑管在加工弧面的导向作用下滑移至嵌入缩管槽中,使得支撑管在缩管槽与加工柱的配合下被缩管,加工柱用于对缩管中的支撑管提供支撑,使得缩管后的支撑管不易变形;缩管后拉伸的长度则朝向加工槽中凸起并被压合成第一限位部。
11、优选的,所述第一放置部远离缩管部的一端设有限位辊,位于所述第一放置部上的支撑管远离缩管部的一端与限位辊贴合。
12、通过采用上述技术方案,通过限位辊的设置,使得支撑管不易在缩管机构的作用下有相对于第一放置部的位移,提升了支撑管在缩管加工过程中的稳定性。
13、优选的,所述扩管机构包括扩管块和扩管部,所述扩管块上贯穿开设有用于供扩管部滑移穿设的扩管通孔,令与所述扩管机构对应的放置块为第二放置部,所述扩管块朝向第二放置部的一端设有与支撑垫片磁吸配合的磁吸部,所述扩管部背离第二放置部的一端设有扩管板,所述扩管板与扩管块之间设有用于推动扩管板朝向远离扩管块的方向滑移的扩管弹性件;
14、所述机架上设有用于推动扩管板滑移的扩管件,所述扩管板与扩管块整体先滑移至支撑管缩管的一端嵌入扩管通孔中,此时所述支撑垫片与第一限位部贴合,而后所述扩管部朝向支撑管滑移使得支撑管缩管后的一端外扩形成第二限位部。
15、通过采用上述技术方案,先将支撑垫片移动至支撑垫片与扩管块磁吸配合,连接通孔与扩管通孔连通,通过扩管件使得扩管板与扩管块整体先朝向第二放置部的方向滑移,在扩管弹性件的作用下,使得此时扩管板不易有相对于扩管块的滑移;直至支撑管缩管的一端嵌入扩管通孔中,此时支撑垫片与第一限位部贴合;而后随着扩管板的持续滑移,使得扩管部朝向支撑管滑移,对支撑管进行扩管加工形成第二限位部,完成支撑管与支撑垫片之间的固定,仅需一个驱动源即可同时完成支撑垫片的安装和第二限位部的加工,有效地节省了用于使得支撑管与支撑垫片固定的资源。
16、优选的,所述机架上设有用于供支撑垫片滑移的滑道,所述滑道位于扩管块的上方,所述机架上设有用于推动支撑垫片朝向第二放置部滑移的推移件,所述机架上还滑移连接有限位块,所述限位块沿竖直方向滑移,所述限位块的两侧均设有限位片,所述支撑垫片滑移后位于限位块两侧的限位片之间,所述限位块朝向机架滑移时能够带动支撑垫片朝向机架的方向滑移至与扩管块贴合。
17、通过采用上述技术方案,支撑垫片朝向第二放置部滑移后,位于限位块两侧的限位片之间,限位块朝向机架滑移时能够带动支撑垫片朝向机架的方向滑移至与扩管块贴合,使得支撑垫片被安装在扩管块上,便于支撑垫片与扩管块之间的连接,进一步减少了支撑管与支撑垫片固定所需的人工。
18、优选的,所述限位块背离机架的一端设有定位块,所述限位块滑移能够使得定位块与扩管块背离机架的一端贴合。
19、通过采用上述技术方案,通过定位块的设置,能够对与扩管块吸合的支撑垫片的位置进行调整,使得支撑垫片的连接通孔与扩管块上的扩管通孔连通,使得扩管块滑移后支撑管缩管的一端能够穿过连接通孔嵌入扩管通孔中,便于对支撑垫片的位置进行调整。
20、优选的,所述压合机构包括压合块和压合部,所述压合块设置于机架上,所述压合块位于第二放置部背离扩管块的一端,所述压合块上开设有用于供螺帽嵌合并滑移的压合槽,所述压合槽的开口处朝向第二放置部设置;
21、所述压合部滑动设置于压合槽中,所述机架上设有用于控制压合部滑移的压合件,所述压合部朝向第二放置部的一端设有用于供螺帽穿设的压合柱,所述压合部朝向支撑管滑移后使得螺帽嵌入支撑管且压合部与支撑管的端面贴合。
22、通过采用上述技术方案,由于压合块位于第二放置部背离扩管块的一端,则螺帽的压合可与扩管块的滑移同步进行,有效地节省了使得支撑管与支撑垫片和螺帽固定所需的时间,提升了支撑管与支撑垫片和螺帽固定的工作效率。
23、优选的,所述机架上设有导滑块,所述导滑块位于第二放置部背离第一放置部的一侧,所述导滑块与机架之间的距离沿朝向集料箱的方向依次递减,位于所述第二放置部上的支撑管能够在传输机构的作用下移动至放置在导滑块上,位于所述导滑块上的支撑管能够滑移至集料箱中。
24、通过采用上述技术方案,导滑块与相邻放置块之间的距离和相邻两个放置块之间的距离相同,则在支撑管的传送过程中,传输架能够将与导滑块相邻的放置块上的支撑管移动至与导滑块对应,而后传输架跟随滑移板朝向地面滑移时,支撑管被放置在导滑块上,位于导滑块上的支撑管能够沿导滑块滑移至集料箱中被收集,便于收集固定有支撑垫片和螺帽的支撑管。
25、优选的,所述机架上设有导向片,所述导向片与导滑块之间留有用于供支撑垫片嵌合的导滑槽,所述导滑槽与传输通孔连通,所述导滑槽的宽度沿朝向集料箱的方向依次递减,所述导滑块与导向片配合为支撑管的滑移方向提供导向。
26、通过采用上述技术方案,在导向片与导滑块的配合下,能够对支撑管的滑移方向进行限位,使得支撑管能够稳当的滑移至落入集料箱中,提升了支撑管沿导滑块滑移至落入集料箱的可靠性;通过传输块将第二放置部上的支撑管朝向导滑块传送时,支撑垫片卡合于传输槽中,由于传输槽于支撑垫片的形状不适配,支撑管会相对于传输块有一定程度的位移,通过改变导滑槽的宽度,便于支撑管移动至支撑垫片嵌入导滑槽中,提升了支撑管在导滑块上滑移后落入集料箱的可靠性。
27、综上所述,本技术包括以下至少一种有益技术效果:
28、1.通过传输机构带动位于上料机构上的支撑管依次经缩管机构、扩管机构、压合机构加工后,使得支撑管的一端与支撑垫片固定,支撑管的另一端压合固定有螺帽,通过单台机器即可完成支撑管与支撑垫片和螺帽之间的组装,且支撑管的转运过程可通过传输机构完成,有效地减轻了操作者的劳动强度,降低了支撑管与支撑垫片和螺帽固定的人工成本,便于支撑管与支撑垫片和螺帽之间的固定;
29、2.由于缩管机构、扩管机构和压合机构均与放置块对应设置,且相邻两组放置块之间的距离相同,传输块能够在传输架和滑移板的滑移配合下,使得支撑管能够被依次放置在多组放置块上,由于缩管机构、扩管机构和压合机构均与放置块对应设置,则在支撑管的转运过程中,支撑管能够依次经上述机构加工,使得支撑管与支撑垫片和螺帽固定,便于支撑管的转运。
- 还没有人留言评论。精彩留言会获得点赞!