一种薄板零件端面螺纹孔自动加工设备的制作方法
本技术涉及螺纹孔加工,尤其是涉及一种薄板零件端面螺纹孔自动加工设备。
背景技术:
1、加工螺纹孔时,一般需要先在工件的待加工的位置处打眼,然后在打眼的位置钻孔,最后通过丝锥或螺纹铣刀在钻出的孔的内周壁加工出内螺纹,即需要对工件依次进行打眼、钻孔、攻丝等加工工序。
2、相关技术中公开了一种薄板零件,薄板零件的端面沿薄板零件的长度方向开设有螺纹孔。批量加工薄板零件时,需要对若干薄板零件依次进行打眼,然后将打眼后的若干薄板零件依次钻孔,最后将钻孔后的若干薄板零件依次批量攻丝;当薄板零件被移动至每一加工工序所对应的加工设备处后,均需要操作人员将待加工的薄板零件重新装夹至对应的加工设备上,导致人工拆装薄板零件的次数较多,从而导致薄板零件的加工效率较低,故有待改善。
技术实现思路
1、本技术的目的是提供一种薄板零件端面螺纹孔自动加工设备,以减少人工拆装薄板零件的次数,从而达到提高薄板零件的螺纹孔的加工效率的效果。
2、本技术提供的一种薄板零件端面螺纹孔自动加工设备采用如下的技术方案:
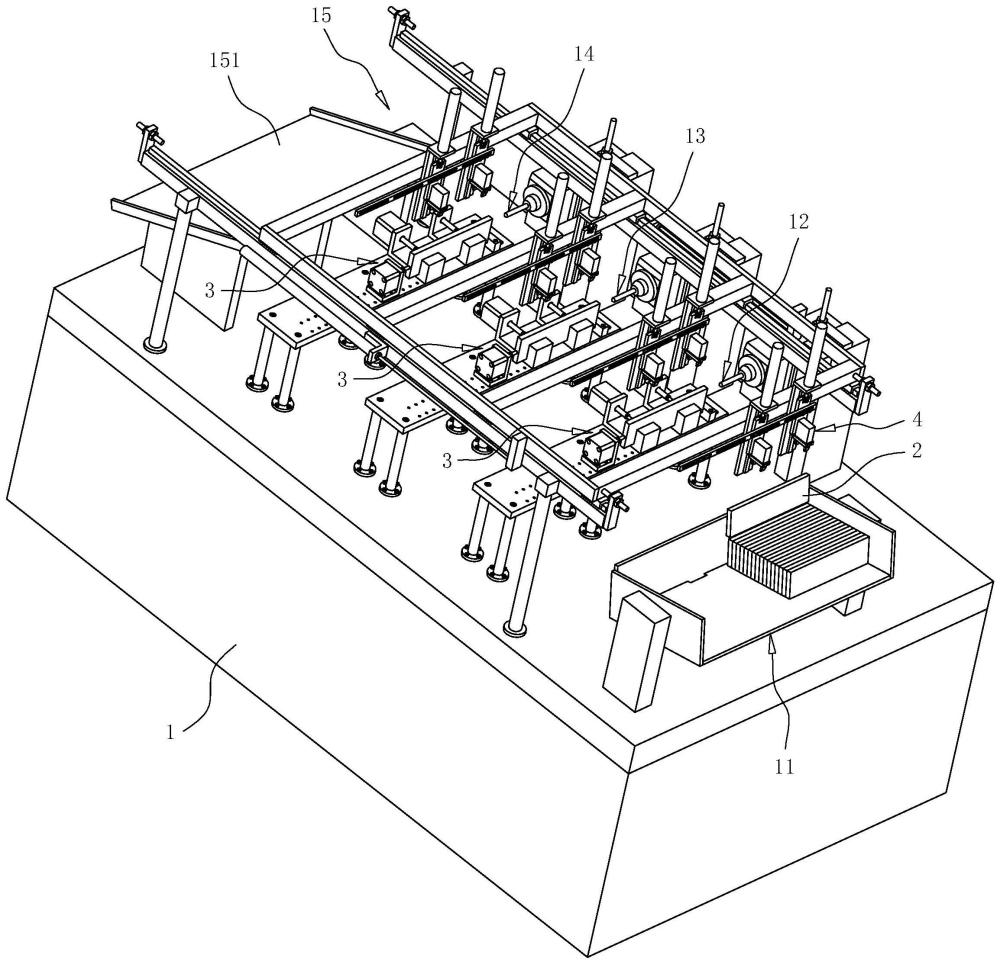
3、一种薄板零件端面螺纹孔自动加工设备,包括机架,所述机架沿自身长度方向依次间隔设置有上料装置、打眼装置、钻孔装置和攻丝装置,所述机架位于打眼装置、钻孔装置和攻丝装置的位置均设置有用于装夹薄板零件的自动装夹装置;所述打眼装置用于在薄板零件的端壁打眼,所述钻孔装置用于对薄板零件钻孔,所述攻丝装置用于对薄板零件攻丝;所述机架位于攻丝装置远离钻孔装置的一侧设置有下料工位;所述机架设置有转移装置,所述转移装置用于将薄板零件由上料装置依次移动至三个自动装夹装置处并将位于攻丝装置处的自动装夹装置上的薄板零件移动至下料工位。
4、通过采用上述技术方案,批量加工薄板零件时,操作人员仅需将薄板零件装夹于上料装置,转移装置即可件上料装置处的薄板零件移动至位于打眼装置处的自动装夹装置,以供对薄板零件进行打眼;然后转移装置将打眼后的薄板零件移动至位于钻孔装置处的自动装夹装置,以供对薄板零件进行钻孔;然后转移装置将钻孔后的薄板零件移动至位于攻丝装置处的自动装夹装置,以供对钻孔后的薄板零件攻丝;最后转移装置将攻丝后的薄板零件移动至下料工位。转移装置与自动装夹装置相互配合,操作人员仅需将待加工的薄板零件装夹于上料装置即可,从而有利于减少人工装夹薄板零件的次数,从而有利于提高批量加工薄板零件的螺纹孔的加工效率。
5、可选的,所述自动装夹装置包括与机架相连的安装架、用于与薄板零件沿机架长度方向的其中一侧的侧壁抵接的抵接板、用于与薄板零件背离抵接板的一侧的侧壁抵接的压紧件、用于与薄板零件的待加工的端壁抵接的限位块、用于与薄板零件背离限位块的一端的端壁抵接的抵推件,所述抵接板、压紧件、限位块和抵推件均与安装架相连。
6、通过采用上述技术方案,当薄板零件被转移装置移动至安装架处后,压紧件使薄板零件与抵接板自动抵紧、抵推件使薄板零件与限位块自动抵紧,可使限制薄板零件沿机架的长度方向和厚度方向的移动,以使薄板零件固定。
7、可选的,所述抵推件包括与安装架相连的安装座、沿机架的宽度方向与安装座滑移连接的抵推杆和用于驱动抵推杆滑动的驱动气缸,所述驱动气缸与安装座相连。
8、通过采用上述技术方案,驱动气缸驱动抵推杆滑动,反应快速,且驱动气缸的活塞杆与缸体之间通过压缩空气抵接,活塞杆可根据薄板零件的长度尺寸自动调整自身的位置,适应高。
9、可选的,所述驱动气缸与抵推杆之间设置有联动组件,所述驱动气缸通过联动组件与抵推杆相连;所述联动组件包括与抵推杆转动连接的连接杆、与安装座转动连接的转动杆、用于支撑转动杆的支撑块,所述驱动气缸的其中一端与转动杆转动连接,另一端与安装座转动连接;当所述支撑块与转动杆抵接时,所述连接杆与抵推杆之间的转动轴线、连接杆与转动杆之间的转动轴线、转动杆与安装座之间的转动轴线沿机架的宽度方向对齐。
10、通过采用上述技术方案,当支撑块与转动杆抵接时,抵推杆与薄板零件抵接,且连接杆与抵推杆之间的转动轴线、连接杆与转动杆之间的转动轴线、转动杆与安装座之间的转动轴线沿机架的宽度方向对齐,从而可减小抵推杆对连接杆或转动杆的反向作用力矩,从而提高转动杆和连接杆保持固定的稳定性,以提高抵推杆抵紧薄板零件的稳定性。
11、可选的,所述安装座沿机架的宽度方向与安装架滑移连接,所述安装座转动连接有调节螺杆,所述安装架设置有与调节螺杆螺纹连接的安装板,所述调节螺杆螺纹连接有用于与安装板抵接的调节螺母。
12、通过采用上述技术方案,转动调节螺杆,可沿机架的宽度方向移动安装座,以调整抵推杆与限位块之间的距离,从而适应不同长度的薄板零件。
13、可选的,所述机架位于打眼装置、钻孔装置和攻丝装置之间的位置均设置有连接组件,所述连接组件包括与机架相连的连接架、沿上下方向与连接架滑移连接的滑动架、用于驱动滑动架滑动的驱动件,所述打眼装置、钻孔装置、攻丝装置均与位于对应位置的滑动架相连。
14、可选的,所述驱动件包括与滑动架相连的驱动螺杆、与连接架相连的连接板、用于与连接板的上表面抵接的驱动螺母和用于与连接板的下表面抵接的锁紧螺母;所述驱动螺母和锁紧螺母均与驱动螺杆螺纹连接。
15、通过采用上述技术方案,转动驱动螺母,可使驱动螺杆带动滑动架沿上下方向移动,以调整对应的打眼装置、钻孔装置、攻丝装置的位置,以根据需要调整螺纹孔的开设的位置。
16、可选的,所述上料装置包括顶升件、用于承接薄板零件的承接板和用于与薄板零件靠近自动装夹装置的一侧的侧壁抵接的限位板,所述承接板与机架相连,所述限位板和顶升件均与承接板相连;所述承接板设置有供顶升件向上顶推薄板零件的让位孔。
17、可选的,所述承接板呈倾斜状,且所述承接板靠近自动装夹装置的一侧向下倾斜,薄板零件沿所述机架的长度方向依次叠放于承接板。
18、通过采用上述技术方案,将薄板零件叠放至承接板;当最靠近限位板的薄板零件被向上顶推后,顶推件下移,其余的薄板零件可自动沿承接板滑向限位板,以供抵推件再次向上顶推薄板零件,从而实现自动上料,有利于进一步提高薄板零件的装夹效率,从而可进一步提高薄板零件的加工效率。
19、可选的,所述转移装置包括沿机架的长度方向滑移设置的转移架、用于驱动转移架往复滑动的转移件、沿机架的长度方向依次间隔设置于转移架的四组夹持组件,所述夹持组件用于夹持位于对应的上料装置或自动装夹装置处的薄板零件。
20、通过采用上述技术方案,四组夹持组件可同步夹持位于对应位置的薄板零件,然后将对应的四组被夹起的薄板零件同步向上料工位移动,从而实现薄板零件在三个自动装夹装置之间切换,自动化程度高,有利于提高薄板零件的转移效率。
21、综上所述,本技术包括以下至少一种有益技术效果:
22、1.转移装置与自动装夹装置相互配合,操作人员仅需将待加工的薄板零件装夹于上料装置即可,从而有利于减少人工装夹薄板零件的次数,从而有利于提高批量加工薄板零件的螺纹孔的加工效率;
23、2.连接杆、转动杆、支撑块相互配合,有利于提高薄板零件固定的稳定性;
24、3.四组夹持组件可同步夹持位于对应位置的薄板零件,然后将对应的四个被夹起的薄板零件同步向上料工位移动,从而实现薄板零件在三个自动装夹装置之间切换,自动化程度高,有利于提高薄板零件的转移效率。
- 还没有人留言评论。精彩留言会获得点赞!