一种预紧超声扭转振动刀柄
本发明属于超声波振动加工,具体涉及一种预紧超声扭转振动刀柄。
背景技术:
1、随着机械加工技术的不断发展和进步,对于高精度、高强度以及轻量小型化的需求越来越高,这意味着越来越多的新型材料被发明并应用于航空航天、医疗机械等领域,然而这些新型材料在具备优异的使用性能的同时也存在加工困难的问题,尤其对其进行大长径比深孔加工、螺纹加工等。
2、超声波加工技术作为一种先进的切削加工技术在加工中具有切削力小、切削温度低,加工质量高等优点。超声扭转振动加工是指在刀具上施加超声扭转振动,超声振动方向与刀具的旋转方向一致,与刀具切削刃的主切削力方向一致。
3、目前,超声扭转振动装置的实现主要有两种方式:一是采用压电陶瓷片沿切向极化的方式产生扭转超声振动,此方法制造工艺复杂、废品率高,且压电陶瓷片功率容量小,难以实现大功率、大振幅的扭转超声振动输出。二是对变幅杆采用特殊结构设计,以产生扭转振动,这类结构的振动系统的纵-扭转化效率低,扭转振幅很小。
4、在对难加工材料大长径比深孔加工、螺纹加工中,由于切削阻力大,加工环境恶劣等问题,刀具所受到的切削阻力会抑制超声振动的输出,因此需要超声扭转振动刀柄产生传递效率高、稳定性强的输出振幅才能保证加工产生明显的效果。
技术实现思路
1、本发明要解决的技术问题是弥补现有技术的不足,提供一种预紧超声扭转振动刀柄。
2、要解决上述技术问题,本发明的技术方案为:
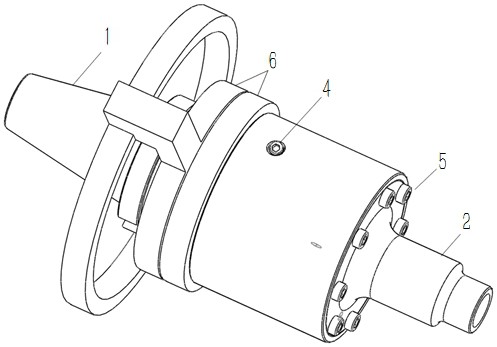
3、一种预紧超声扭转振动刀柄,包括刀壳、扭振变幅杆、超声振子、无线电能传输单元和刀具;
4、刀壳的上部包括机床主轴接口,机床主轴接口用于与机床主轴连接;刀壳的下部设有容纳腔;
5、扭振变幅杆为阶梯状,包括大径部分、小径部分和安装法兰,安装法兰与刀壳的下端通过连接单元固定连接,且大径部分位于容纳腔中,刀具固定在小径部分的外端部;
6、超声振子的数量为i个,i≥2,i个超声振子沿扭振变幅杆的中心轴圆周均匀阵列,且与扭振变幅杆的大径部分固定连接,i个超声振子振动叠加为沿扭振变幅杆圆周方向的激励;
7、扭振变幅杆与刀具整体是基于λ/4及其倍数共振的,λ为声波在扭振变幅杆内传播的波长,安装法兰的安装面a与大径部分的外端部之间的距离为nλ/4,其中n为正偶数;超声振子的中心轴与大径部分的外端部之间的距离为mλ/4,其中m为正奇数;刀具的端部与大径部分的外端部之间的距离为jλ/4,其中j为正奇数,且j>m;
8、扭振变幅杆上靠近大径部分的外端部处设有2个锪平面b,2个锪平面b设置在大径部分的外圆周,且绕大径部分的中心轴圆周均布,锪平面b与大径部分的中心轴平行;刀壳上螺接有2个预紧螺栓,2个预紧螺栓的端部一一对应地接触2个锪平面b,并向锪平面b施加预紧力f;预紧力f对扭振变幅杆所形成的扭矩m的方向与i个超声振子振动叠加方向一致;
9、无线电能传输单元固定设置在机床主轴上,并与超声振子电性连接。
10、进一步地,所述安装法兰与刀壳的固定连接方式为:安装法兰上设有若干通孔,刀壳的下端相应地设有若干螺纹孔,所述连接单元为若干螺钉或螺栓,连接单元穿过通孔并与螺纹孔螺接,使安装法兰与刀壳固定连接。
11、进一步地,所述刀壳的下端加工有圆形槽,圆形槽的槽底与安装法兰的安装面b相互贴合。
12、进一步地,所述扭振变幅杆的大径部分的外圆周上圆周均匀阵列加工有i个锪平孔,锪平孔包括锪平面a和螺孔,锪平面a与扭振变幅杆的中心轴平行,i个超声振子与i个锪平孔一一对应,超声振子通过螺栓与螺孔固定连接,且超声振子的安装端面与锪平面a贴合。
13、进一步地,所述预紧螺栓通过刀壳上设置的沉头螺纹通孔与刀壳螺接。
14、进一步地,所述无线电能传输单元包括电能发射原边、电能接收副边、输入导线和输出导线,电能发射原边与机床主轴固定连接,电能接收副边与刀壳固定连接,输入导线与超声电源电性连接,输出导线与超声振子电性连接。
15、进一步地,所述刀壳上设有过线通孔,过线通孔用于使输出导线穿过。
16、进一步地,所述扭振变幅杆的下端设有锥孔,扭振变幅杆的下端外圆周设有外螺纹,刀具的安装端插入标准弹簧夹头,标准弹簧夹头插入锥孔,压帽压紧标准弹簧夹头的外端并与外螺纹螺接。
17、进一步地,所述机床主轴接口为bt40规格。
18、本发明可以达到的有益效果为:
19、(1)利用一对预紧螺栓对扭振变幅杆施加预紧扭矩可以提高刀柄系统整体扭转刚度。一方面,预紧扭矩可以消除安装界面间隙,使超声振子对扭振变幅杆施加的激振扭矩将全部用于扭振变幅杆的扭转变形,避免了振动能量在装配处的摩擦损耗。另一方面,施加预紧扭矩后的扭振变幅杆在超声振动时会直接跨过非线性变形阶段来到弹性变形阶段,超声波通过扭振变幅杆内部质点的弹性变形来进行传递,质点往复转动幅度保持一致,这使得扭振变幅杆的输出振幅更加稳定。
20、(2)对扭振变幅杆施加预紧扭矩,使超声扭转振动刀柄能够降低超声波的损耗,实现功率转化高、能量耗散小、超声波稳定的扭转超声波振动,改善大长径比深孔钻削、螺纹加工等实际加工难的问题。
技术特征:
1.一种预紧超声扭转振动刀柄,其特征是:包括刀壳(1)、扭振变幅杆(2)、超声振子(3)、无线电能传输单元(6)和刀具(9);
2.根据权利要求1所述的预紧超声扭转振动刀柄,其特征是:所述安装法兰(201)与刀壳(1)的固定连接方式为:安装法兰(201)上设有若干通孔(206),刀壳(1)的下端相应地设有若干螺纹孔(104),所述连接单元(5)为若干螺钉或螺栓,连接单元(5)穿过通孔(206)并与螺纹孔(104)螺接,使安装法兰(201)与刀壳(1)固定连接。
3.根据权利要求1所述的预紧超声扭转振动刀柄,其特征是:所述刀壳(1)的下端加工有圆形槽(105),圆形槽(105)的槽底与安装法兰(201)的安装面b(2012)相互贴合。
4.根据权利要求1所述的预紧超声扭转振动刀柄,其特征是:所述扭振变幅杆(2)的大径部分(207)的外圆周上圆周均匀阵列加工有i个锪平孔(204),锪平孔(204)包括锪平面a(2041)和螺孔(2042),锪平面a(2041)与扭振变幅杆(2)的中心轴平行,i个超声振子(3)与i个锪平孔(204)一一对应,超声振子(3)通过螺栓与螺孔(2042)固定连接,且超声振子(3)的安装端面与锪平面a(2041)贴合。
5.根据权利要求1所述的预紧超声扭转振动刀柄,其特征是:所述预紧螺栓(4)通过刀壳(1)上设置的沉头螺纹通孔(103)与刀壳(1)螺接。
6.根据权利要求1所述的预紧超声扭转振动刀柄,其特征是:所述无线电能传输单元(6)包括电能发射原边(601)、电能接收副边(602)、输入导线(603)和输出导线(604),电能发射原边(601)与机床主轴固定连接,电能接收副边(602)与刀壳(1)固定连接,输入导线(603)与超声电源(10)电性连接,输出导线(604)与超声振子(3)电性连接。
7.根据权利要求6所述的预紧超声扭转振动刀柄,其特征是:所述刀壳(1)上设有过线通孔(102),过线通孔(102)用于使输出导线(604)穿过。
8.根据权利要求1所述的预紧超声扭转振动刀柄,其特征是:所述扭振变幅杆(2)的下端设有锥孔(202),扭振变幅杆(2)的下端外圆周设有外螺纹(203),刀具(9)的安装端插入标准弹簧夹头(7),标准弹簧夹头(7)插入锥孔(202),压帽(8)压紧标准弹簧夹头(7)的外端并与外螺纹(203)螺接。
9.根据权利要求1所述的预紧超声扭转振动刀柄,其特征是:所述机床主轴接口(101)为bt40规格。
技术总结
本发明涉及了一种预紧超声扭转振动刀柄,包括刀壳、扭振变幅杆、超声振子、无线电能传输单元和刀具;刀壳的上部包括机床主轴接口,下部设有容纳腔;扭振变幅杆为阶梯状,包括大径部分、小径部分和安装法兰,安装法兰与刀壳的下端通过连接单元固定连接,且大径部分位于容纳腔中,刀具固定在小径部分的外端部;扭振变幅杆的大径部分固定连接的i个超声振子振动叠加为沿扭振变幅杆圆周方向的激励;刀壳上螺接有2个预紧螺栓,用于向锪平面B施加预紧力F;预紧力F对扭振变幅杆所形成的扭矩M的方向与i个超声振子振动叠加方向一致;无线电能传输单元固定设置在机床主轴上,并与超声振子电性连接。本技术方案输出振幅稳定,功率转化高、能量耗散小。
技术研发人员:苏国胜,侯智康,韩有鑫,张培荣,孙玉晶,李斌训,夏岩,杜劲,马飞
受保护的技术使用者:齐鲁工业大学(山东省科学院)
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!