一种三维砖砌复合材料及其工艺制备方法
本发明涉及仿生材料的,特别涉及三维砖砌复合材料的。
背景技术:
1、贝壳是天然界中最坚硬的材料之一,其结构由95%的文石片(caco3)和5%的有机质组成,其中,文石片硬度、强度高,可在加载过程中承受大部分载荷,有机质分布在独立的文石片层之间,两者共同形成三维砖砌状的结构,使材料整体强度高且韧性好。根据贝壳结构的启示,具有脆性相和韧性相交替分布的叠层结构的复合材料应当同时具有获得较好的强度和韧性。
2、现有技术通过箔箔冶金法等能够获得具有脆性相和韧性相逐层交替分布特征的材料,即叠层复合材料。如ti/al3ti叠层复合材料,该复合材料中脆性的al3ti层和韧性的ti层交替分布,其中,脆性的al3ti层在一定的剪切力作用下会产生裂纹,裂纹扩展至ti/al3ti界面处终止,说明韧性相ti阻碍了裂纹的扩展;或如通过放电等离子烧结和热轧制备的tial/ti叠层复合材料,该复合材料在室温下抗拉强度可达1200mpa,塑性可达4%~5%,说明其也具有较好的强度和韧性。但进一步观察发现,尽管叠层复合材料能够获得较好的强塑性配合,但当外力沿着垂直叠层的方向加载时,由于界面结合强度低,材料会出现层裂现象。
3、相比于叠层复合材料,砖砌状的仿生结构包括交替的两相结构,其中一个相以砖块的形状分布在另一个相内,与自然界中的贝壳结构更为接近。其制备方法包括逐层沉积法、自组装法、冷冻铸造法和共挤压法等。其中,逐层沉积法和自组装法难以获得稳定的宏观产品,冷冻铸造法和共挤压法制备工艺复杂、生产要求高,难以实现大规模工业化生产。
4、针对以上问题,现有专利文献cn112538576提出了一种改进后的砖砌仿生材料制备方法,该方法对叠层复合材料进行了多道次下压热轧,形成了二维砖砌结构,如说明书附图10所示,即在轧制方向和叠层方向组成的截面上形成了砖砌结构,而在横向方向和叠层方向组成的截面上依然类似于叠层结构。该方法有效避免了复合材料沿轧制方向的层裂现象,但所得材料在横向上的抗压强度和断裂应变显著低于叠层方向和轧制方向,当外力沿横向加载时,二维砖砌结构仍然出现了与叠层材料类似的分层现象,导致材料出现了过早失效,使材料在力学性能上出现了各向异性。
技术实现思路
1、针对现有技术的缺陷,本发明的目的在于提出一种新的三维砖砌结构的复合材料及其工艺制备方法,该制备方法可获得在三个负荷加载方向(叠层方向、轧制方向、横向方向)上的抗压强度和断裂应变均显著提高的三维砖砌结构材料,极大地减弱了现有二维砖砌结构材料在力学性能上的各向异性,解决了二维砖砌结构材料沿横向加载时出现的层裂问题,且可以简单高效地进行产品的大规模制造。
2、本发明的技术方案如下:
3、本发明提出了一种三维砖砌复合材料制备方法
4、一种三维砖砌复合材料的工艺制备方法,其包括以下步骤:
5、(1)将叠层复合材料进行第一保温处理,得到保温后的叠层复合材料;
6、(2)对所述保温后的叠层复合材料进行垂直于叠层方向的旋转轧制,至达到一定压下率后,得到所述三维砖砌复合材料,其中,所述旋转轧制是指对所述保温后的叠层复合材料在垂直于其叠层方向的方向上进行多道次的轧制,每道次轧制后,将叠层复合材料以其叠层方向为轴、垂直于其叠层方向的平面为旋转面,旋转一定角度后再进行下道次轧制,在两道次轧制之间,对叠层复合材料进行第二保温处理。
7、本发明的以上工艺制备方法中,步骤(1)的第一保温处理可减少叠层复合材料中两相的硬度差,再经步骤(2)得到力学性能优异的三维砖砌复合材料。
8、以上技术方案中,所述叠层复合材料可通过现有的叠层复合材料制备方法获得,如通过箔箔冶金法、叠轧法、爆炸焊法、气相沉积法、磁控溅射法等中的一种或多种得到。
9、根据本发明的一些优选实施方式,所述旋转一定角度的角度范围为大于0°且小于180°。
10、根据本发明的一些优选实施方式,所述工艺制备方法还包括:
11、(3)将步骤(2)进行所述旋转轧制后得到的材料即轧制后材料进行后处理,所述后处理包括将所述轧制后材料进行保温热压。
12、该后处理方式可进一步减少三维砖砌复合材料由于轧制导致的内部孔洞,提高材料致密性,释放轧制变形产生的应力,减小材料的后续变形与开裂。
13、根据本发明的一些优选实施方式,所述后处理包括:将所述轧制后材料升温至600~1500℃并保温0.5~1.5h后,加压至5~11mpa再保温1.5~2.5h,其后卸载压力,随炉冷却至室温。
14、根据本发明的一些优选实施方式,所述后处理中,升温速率为5~12℃/min。
15、根据本发明的一些优选实施方式,所述工艺制备方法还包括:将所述轧制后材料放置于石墨模具中,再将装有轧制后材料的石墨模具放置于热压炉中进行所述后处理。
16、根据本发明的一些优选实施方式,所述第一保温处理的温度为600~1200℃。
17、根据本发明的一些优选实施方式,所第二保温处理的温度为600~1200℃,时间为5~15min。
18、根据本发明的一些优选实施方式,所述第一保温处理的时间与所述叠层复合材料的厚度正相关,当所述叠层复合材料的厚度为30mm,所述第一保温处理的时间为1h,在此基础上,厚度每增加1mm,第一保温处理的时间增加2min。
19、根据本发明的一些优选实施方式,所述叠层复合材料为ti2ni/tini叠层复合材料。
20、根据本发明的一些优选实施方式,所述叠层复合材料为ni3ti/tini叠层复合材料。
21、根据本发明的一些优选实施方式,所述叠层复合材料为al3ti/ti叠层复合材料;
22、根据本发明的一些优选实施方式,所述叠层复合材料为tic/ti叠层复合材料。
23、根据本发明的一些优选实施方式,所述旋转轧制中,每道次轧制的压下率为5%。
24、根据本发明的一些优选实施方式,所述叠层复合材料为ti2ni/tini叠层复合材料,所述第一保温处理的温度为700℃,所述压下率为30%-80%。
25、根据本发明的一些优选实施方式,所述叠层复合材料为tini/ni3ti叠层复合材料,所述第一保温处理的温度为925℃,所述压下率为50%-80%。
26、根据本发明的一些优选实施方式,所述叠层复合材料为ti/al3ti叠层复合材料,所述第一保温处理的温度为1050℃,所述压下率为50%-80%。
27、根据本发明的一些优选实施方式,所述叠层复合材料为tic/ti叠层复合材料,所述第一保温处理的温度为600℃,所述压下率为30%-80%。
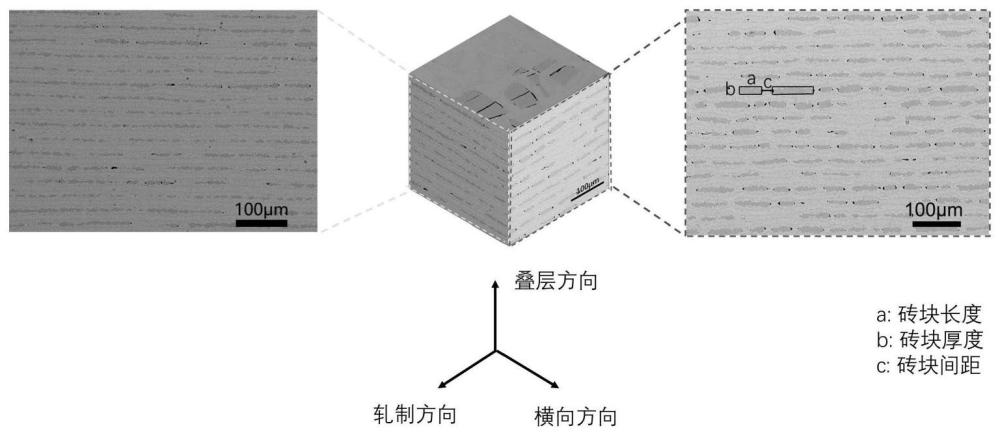
28、根据以上工艺制备方法,本发明可制备得到的一种三维砖砌复合材料,该三维砖砌复合材料中,硬脆相以砖块的形态均匀分布在韧性相的基体中。
29、本发明具备以下有益效果:
30、(1)本发明获得的三维砖砌复合材料在受到外力作用后,会出现三维裂纹的偏转和桥联,材料在三个加载方向(叠层方向、轧制方向、横向方向)上的抗压强度和断裂应变均提高,极大地减弱了力学性能的各向异性,解决了二维砖砌结构沿横向加载时出现的层裂问题;
31、(2)本发明在制备三维砖砌复合材料中,可通过调节基础叠层材料的厚度,调控材料中脆性相和韧性相比例,通过改变轧制温度和下压量,调控砖块结构尺寸,通过调节基础叠层材料种类,调控材料中脆性相和韧性相类型,使材料微观结构灵活可控;
32、(3)本发明的制备方法采用成熟的工业化轧制技术和热压技术,步骤少、操作简单、实用性强、应用范围广,具有很好的工业应用前景。
- 还没有人留言评论。精彩留言会获得点赞!