一种提高大偏距盘类齿轮工件珩齿精度的装置和方法与流程
本发明涉及珩齿,特别涉及一种提高大偏距盘类齿轮工件珩齿精度的装置和方法。
背景技术:
1、随着新能源汽车技术的飞速发展,对低噪音、高转速、轻量化等性能的要求不断提升。作为新能源汽车的主要传动机构,新能源汽车减速机在低噪音、高转速、轻量化等性能方面要求的提高相较传统燃油车变速器有着显著的差异。目前,减速器齿轮的转速要求通常在12000r/min左右,甚至已有20000r/min以上的需求;为了满足轻量化要求,产品结构设计更加紧凑,导致出现了许多大偏距齿轮结构,增加了齿轮制造的难度。为了获得良好的nvh性能,降低噪音,提出了珩齿与磨齿齿面配对啮合的要求,因此强力珩齿精加工工艺被广泛采用。
2、在实际珩齿加工大偏距齿轮时,由于产品主定位端面和径向定位圆柱都非常短小,工件在夹具中定位时,由于工件自重导致出现下倾,造成几何偏心的问题。此外,由于齿部待珩齿加工部位距离端面定位支撑部位较远,夹具刚性较弱,会影响珩齿加工的精度和效率。因此,提高大偏距齿轮珩齿精度成为行业关注的焦点和难点。
3、数控珩齿机进行珩齿加工时,通常采用上料机构送入珩齿夹具的方式。然而,在涨套1内孔张开状态下,孔轴之间的间隙较大(约0.5mm左右),以适应自动化抓取的需要。夹具涨套在设备油缸拉力的作用下,沿夹具本体锥面轴向移动,并在收缩夹紧工件的过程中,由于工件固定定位面太小、径向定位长度较短,再加上大偏距自重,导致工件远端出现下倾,产生0.03mm左右的大偏距齿轮工件与夹具间的随机性偏心,如果继续采用上述夹持方式加工大偏距齿轮工件,则加工后的大偏距齿轮工件的齿廓(fa类)、螺旋线(fβ类)、和周节(fp)等偏差项目虽然可以达到标准4级甚至3级以上,但是其周节累积(fp)和齿圈跳动(fr),只能达到标准6级甚至7级以下,甚至可能出现周节累积(fp)和齿圈跳动(fr)出现相较毛坯件裂化的现象。
4、因此,亟待开发一种能够提高大偏距盘类齿轮工件珩齿精度的装置和方法,以避免大偏距盘类齿轮累积(fp)和齿圈跳动(fr),加工精度底,甚至出现相较毛坯件裂化的现象的技术难题。这一创新性解决方案将有助于提高新能源汽车减速机的制造质量和性能,推动整个行业向前发展。
技术实现思路
1、本发明实施例提供了一种提高大偏距盘类齿轮工件珩齿精度的装置,其依靠气缸伸缩的推动,在沿轴向推动工件的同时,调整工件因大偏距自重,出现的的远端下倾偏心,完成工件在夹具体内的二次精确同心定位。
2、本发明实施例提供了一种提高大偏距盘类齿轮工件珩齿精度的装置,其用于大偏距盘类齿轮工件珩齿加工,大偏距盘类齿轮的定义为:待精加工齿廓外圆直径d,径向定位基准轴直径d1,轴向定位基准面外延直径d2,径向定位基准轴宽度l1,轴向定位基准面距离精加工齿廓远端距离l2,轴向定位基准面距离精加工齿廓近端距离l3。满足①.d/d1≥3;②.d/d2≥2且d/(d2d1)≥10;③.d/l1≥5;④l2/l1≥2;⑤l3/l1≥1三个及以上条件的齿轮,称之为大偏距盘类齿轮。机构包括夹具本体,所述夹具本体旁设置有同心顶推机构,所述夹具本体和所述同心顶推机构位于所述大偏距盘类齿轮的不同侧,所述同心顶推机构包括沿齿轮轴向延伸布置的直线位移装置,所述直线位移装置上设置有沿齿轮轴向延伸布置的顶尖,所述同心顶推机构沿齿轮轴向位移时,所述顶尖的最前端与所述夹具本体的中心两者同心度<0.005mm,所述同心顶推机构沿齿轮轴向移动到位后,所述顶尖的最前端与所述夹具本体的中心两者同心度<0.003mm。
3、在本发明的一种优选实施方案中,所述直线位移装置包括沿齿轮轴向延伸布置的水平安装板,所述水平安装板上滑动配合连接有沿竖直方向布置的竖直安装板,所述水平安装板连接由沿齿轮轴向延伸布置的推进气缸,所述竖直安装板上设置有所述顶尖。
4、在本发明的一种优选实施方案中,所述竖直安装板上固接有连接板,所述连接板的一侧端面上设置有与其t字型凹槽,所述t字型凹槽内设置有插接有t字型的顶尖支座,所述顶尖支座的外周面和所述t字型凹槽的内周面之间设置有两个同轴布置轴承,所述顶尖支座上设置有所述顶尖。
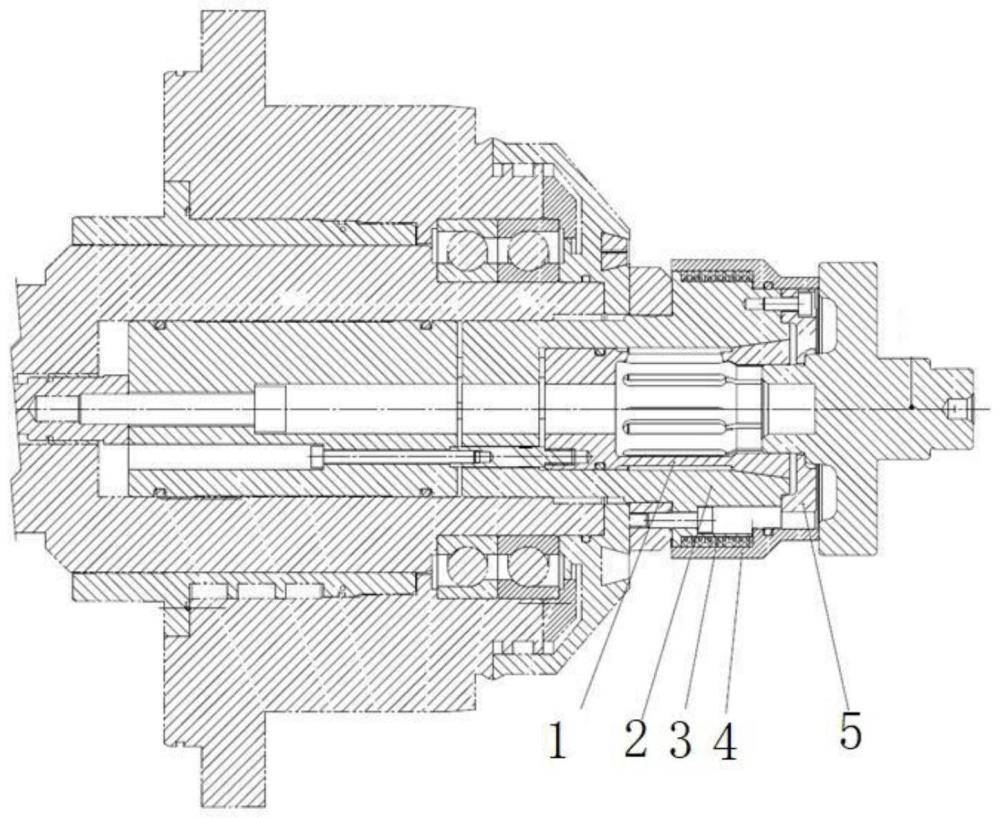
5、在本发明的一种优选实施方案中,所述夹具本体包括同轴布置的涨套、固定定位环、弹性垫圈和浮动支撑环,所述涨套和所述浮动支撑环之间设置有所述弹性垫圈,所述浮动支撑环的端部设置有所述固定定位环。
6、在本发明的一种优选实施方案中,所述弹性垫圈为热塑性优力胶。
7、在本发明的一种优选实施方案中,所述弹性垫圈的横截面为三角牙形。
8、在本发明的一种优选实施方案中,所述弹性垫圈能够在自身弹性力作用下推动浮动支撑环使其自适应与待加工大偏距盘类齿轮的轴向浮动基准面贴合。
9、本发明还公开了一种数控珩齿机,包提高大偏距盘类齿轮工件珩齿精度的装置。
10、本发明还公开了一种数控珩齿机珩齿大偏距盘类齿轮工件的方法,其特征在于:具体步骤包括,
11、s1,安装待加工大偏距盘类齿轮于夹具本体上实现首次预定位;
12、s2,机床主轴带动装有预定位状态下工件的夹具本体到达珩齿前预检工位处;
13、s3,推进气缸工作,由后向前沿夹具体轴向方向,推动水平滑轨连同顶尖贴近大偏距盘类齿轮,系统确认顶尖已经顶如工件后,机床控制夹具体内的涨套间隔松开-夹紧-松开-夹紧多个循环,大偏距盘类齿轮的中心即可由同心顶尖精确调整到夹具本体同心,固定定位环精确贴紧工件的轴向定位基准面;
14、s4,弹性垫圈在自身弹性力作用下推动浮动支撑环自适应与大偏距盘类齿轮的轴向浮动基准面贴合;
15、s5,进行珩齿加工。
16、在本发明的一种优选实施方案中,机床控制夹具体内的涨套间隔松开-夹紧-松开-夹紧至少2个循环。
17、本技术提供的技术方案带来的有益效果包括:本发明具有结构简单、加工制造方便的优点需要特别指出,本发明是一种特殊专用工装,其针对的是大偏距盘类齿轮(待精加工齿廓外圆直径d,径向定位基准轴直径d1,轴向定位基准面外延直径d2,径向定位基准轴宽度l1,轴向定位基准面距离精加工齿廓远端距离l2,轴向定位基准面距离精加工齿廓近端距离l3,满足d/d1≥3、d/d2≥2、d/(d2d1)≥10、d/l1≥5、l2/l1≥2、l3/l1≥1以上三个及以三个以上条件的齿轮,为大偏距盘类齿轮)的珩齿,而不是一般齿轮的珩齿,本发明技术问题的产生的特殊性是由大偏距盘类齿轮带来的,故本发明技术问题的提出并不是本领域的公知常识,本发明通过引入同心顶推机构,单独安装在夹具体外的预检功能区,由沿工件轴向的水平滑轨、竖直滑轨、连接滑块、顶尖支座、顶尖等组成。在设备控制系统指令控制下,依靠气缸伸缩的推动,在沿轴向推动工件的同时,调整工件因大偏距自重,出现的的远端下倾偏心,完成工件在夹具体内的二次精确同心定位;
18、具体的,本发明还具有如下技术效果:
19、1、对于大偏距齿轮结构的产品,采用夹具体外的同心顶推机构,有效解决了一体化珩齿夹具定心不足的问题,可显著提高产品的定心精度。产品齿圈跳动精度(fr),由0.03(标准7级)提高到0.008(标准4级);周节累积精度(fp),由0.04(标准7级)提高到0.012(标准3级);
20、2、对于大偏距齿轮结构的产品,采用双端面定位,应用大端面辅助定位,增加夹具定位刚性,提高产品加工稳定性。功能工序能力cpk>1.33;
21、3、应用优力胶(h-pu)材质,带三角牙性收缩变形的弹性垫圈,较金属材质蝶形弹簧,浮动效果更佳。
22、4、可以在同类产品的磨齿、珩齿加工中应用。
- 还没有人留言评论。精彩留言会获得点赞!