一种不锈钢电视脚架激光自动切割装置及切割方法与流程
本发明涉及激光切割,具体为一种不锈钢电视脚架激光自动切割装置及切割方法。
背景技术:
1、不锈钢脚架是当前高端液晶显示器的主要配件之一,其制造工艺的每个环节均把控较为严苛,其中管材切角工序,两端切割对称度要求高,否则会影响电视机稳定性。
2、目前市场上有部分加工商采用砂轮切割装置,利用工装控制切割角度,这种切割方式粉尘较大,造成环境污染,危害工人健康,而且切割边缘存在毛刺,需要打磨倒角,因此费工费时;其他大部分加工商均采用线切割方式切角,该方式虽然精度高,切面平滑,但切割效率低(每根约6min),满足不了市场需求。上述两种方式均对切割前来料长度无法判定,废品率较高。
3、故而,提出了一种不锈钢电视脚架激光自动切割装置来解决上述问题。
技术实现思路
1、针对现有技术的不足,本发明提供了一种不锈钢电视脚架激光自动切割装置及切割方法,通过采用双工位激光切割方式,将工件旋转加切割头直线移动的方式应用于该切角工艺,主要由于切割速度非常快(每根约4s),与接触式切割相比,几乎无需更换耗材,可连续工作。同时,由于激光切割时可利用计算机控制系统进行精确的测量和控制,因此,可以获得高质量的金属切缝,当工件被切断时,它会留下很细的切割面,可以切出非常细致的、光滑的表面,脚架被切割后无需打磨,省时省力。另外,该装置集测高、纠偏于一体,具有切割效率高,切割质量好,稳定性高等特点。
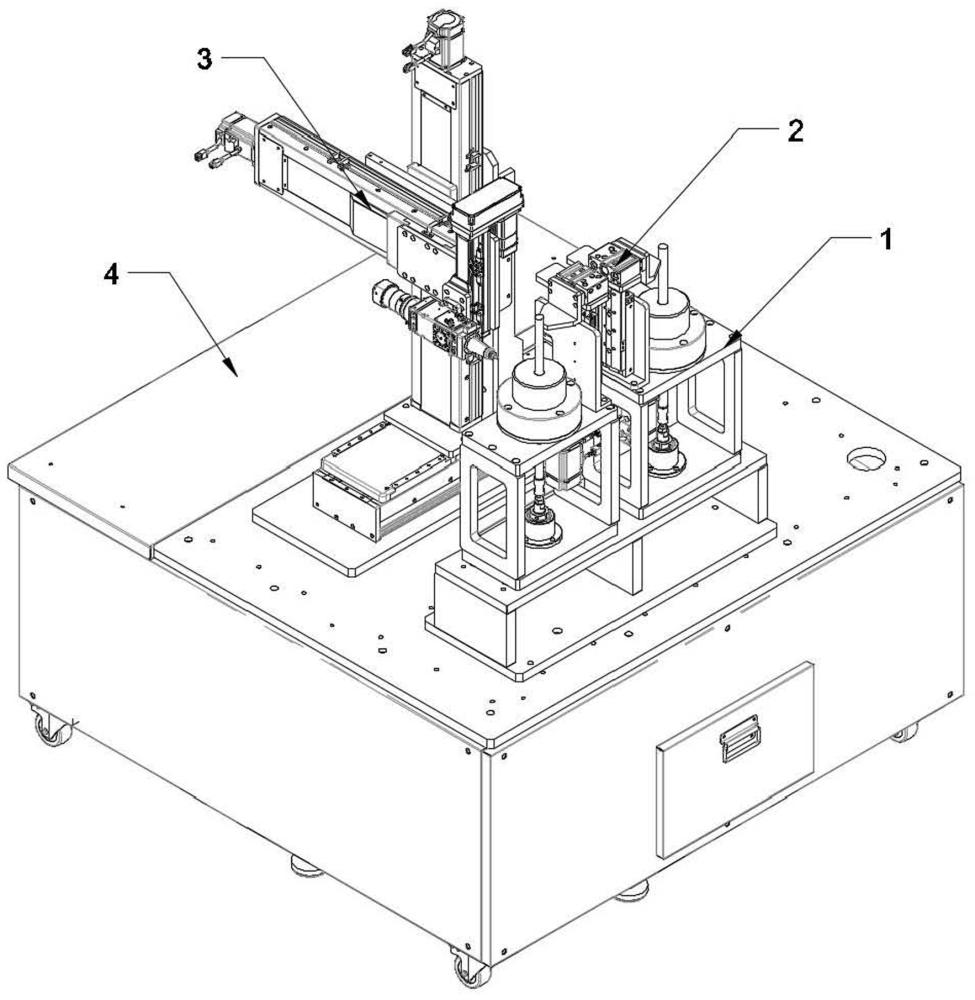
2、为实现上述目的,本发明提供如下技术方案:一种不锈钢电视脚架激光自动切割装置,包括工装夹具组件、测高组件、激光切割组件和底座;
3、所述工装夹具组件包括气动夹头、中空转台、等高块、随动旋转轴以及支撑架,所述中空转台转动设置于支撑架上,所述气动夹头固定于中空转台上,所述等高块设置于随动旋转轴上;
4、所述测高组件包括压板、伸缩气缸、测高板、激光测距仪、导轨气缸以及气缸安装板,所述压板固定于伸缩气缸的输出端,所述伸缩气缸固定于测高板上,所述激光测距仪和导轨气缸均固定于气缸安装板上,所述测高板固定于导轨气缸的输出端。
5、进一步,所述支撑架固定于底座上,所述随动旋转轴通过轴承转动设置于支撑架上。
6、进一步,所述等高块包括锥形头、平台以及调节孔,所述调节孔设于平台底部的中心,所述调节孔与随动旋转轴螺纹连接,所述锥形头设于平台的顶端。
7、进一步,所述气缸安装板固定于支撑架上。
8、进一步,所述激光切割组件包括z轴模组、y轴模组、激光切割头、x轴模组、安装底板以及纠偏模组。
9、进一步,所述激光切割头固定于纠偏模组的输出端上,所述纠偏模组固定于y轴模组的输出端上,所述y轴模组垂直安装于z轴模组的输出端上,所述z轴模组垂直安装于x轴模组的输出端上,所述x轴模组固定于安装底板上,所述安装底板固定于底座上。
10、一种不锈钢电视脚架激光自动切割装置的切割方法,包括以下步骤:
11、1)每种型号长度工件在换型工装调试完毕后,用对应型号标准长度工件放入工装夹具组件中,将标准工件穿过气动夹头并放置于等高块上,气动夹头动作将标准工件夹紧;
12、2)通过测高组件标定标准工件的高度,具体的,伸缩气缸顶出,压板伸出,随后导轨气缸缩回,压板与工件上端部接触,此时标定激光测距仪的值为l1;
13、3)工作时,将切割工件放入工装夹具组件夹紧后,伸缩气缸和导轨气缸重复上述标定动作,此时读取激光测距仪的值l2,则工件误差值δl=l2-l1;
14、4)若δl<0则报警显示来料异常,人工更换上料;
15、5)若δl≥0,z轴模组移动至上起始点位,再利用纠偏模组带动激光切割头根据实际工件误差向上移动进行补偿移动,补偿移动距离为δl/2;
16、6)中空转台驱动工件转动一周,同时z轴模组驱动激光切割头先向上移动然后向下移动,完成对工件上端切割;然后z轴模组移动至下起始点位,纠偏模组保持不动,中空转台驱动工件转动一周的同时,z轴模组驱动激光切割头先向上移动然后向下移动,完成对工件下端切割。
17、进一步,所述底座上有两个工装位,每个工装位均包括工装夹具组件和测高组件,当其中一个工装位的工件切割完成后,激光切割头移动至另一工装位处采用同样方式进行切割,在切割的同时,对空闲工位进行更换工件。
18、进一步,工件的两端为锥形部,步骤5)中,对补偿移动距离进行微调,微调后的补偿移动距离为,其中k为默认切割线斜率,,r1为标准工件锥形部的小头半径,r2为标准工件锥形部的大头半径,u为标准工件锥形部的长度。
19、与现有技术相比,本申请的技术方案具备以下有益效果:
20、该不锈钢电视脚架激光自动切割装置,该装置采用双工位激光切割方式,通过调整工装中等高块高度,可适配不同规格高度产品,较传统线切割方式相比,提高了切割质量和切割效率,节省了人力资源,降低了人工劳动成本;
21、由于该切割工序对切后产品精度和对称度要求较高,而前端来料误差,该装置在工装设置激光测距仪,针对高度的差异性进行纠偏调整误差,从而提高了产品良率。
技术特征:
1.一种不锈钢电视脚架激光自动切割装置,其特征在于,包括工装夹具组件(1)、测高组件(2)、激光切割组件(3)和底座(4);
2.根据权利要求1所述的一种不锈钢电视脚架激光自动切割装置,其特征在于:所述支撑架(1-5)固定于底座(4)上,所述随动旋转轴(1-4)通过轴承转动设置于支撑架(1-5)上。
3.根据权利要求1所述的一种不锈钢电视脚架激光自动切割装置,其特征在于:所述等高块(1-3)包括锥形头(1-3-1)、平台(1-3-2)以及调节孔(1-3-3),所述调节孔(1-3-3)设于平台(1-3-2)底部的中心,所述调节孔(1-3-3)与随动旋转轴(1-4)螺纹连接,所述锥形头(1-3-1)设于平台(1-3-2)的顶端。
4.根据权利要求1所述的一种不锈钢电视脚架激光自动切割装置,其特征在于:所述气缸安装板(2-6)固定于支撑架(1-5)上。
5.根据权利要求1所述的一种不锈钢电视脚架激光自动切割装置,其特征在于:所述激光切割组件(3)包括z轴模组(3-1)、y轴模组(3-2)、激光切割头(3-3)、x轴模组(3-4)、安装底板(3-5)以及纠偏模组(3-6)。
6.根据权利要求5所述的一种不锈钢电视脚架激光自动切割装置,其特征在于:所述激光切割头(3-3)固定于纠偏模组(3-6)的输出端上,所述纠偏模组(3-6)固定于y轴模组(3-2)的输出端上,所述y轴模组(3-2)垂直安装于z轴模组(3-1)的输出端上,所述z轴模组(3-1)垂直安装于x轴模组(3-4)的输出端上,所述x轴模组(3-4)固定于安装底板(3-5)上,所述安装底板(3-5)固定于底座(4)上。
7.一种不锈钢电视脚架激光自动切割装置的切割方法,其特征在于,包括以下步骤:
8.根据权利要求7所述的一种不锈钢电视脚架激光自动切割装置的切割方法,其特征在于,所述底座(4)上有两个工装位,每个工装位均包括工装夹具组件(1)和测高组件(2),当其中一个工装位的工件切割完成后,激光切割头(3-3)移动至另一工装位处采用同样方式进行切割,在切割的同时,对空闲工位进行更换工件。
9.如权利要求7所述的一种不锈钢电视脚架激光自动切割装置的切割方法,其特征在于,工件的两端为锥形部,步骤5)中,对补偿移动距离进行微调,微调后的补偿移动距离为,其中k为默认切割线斜率,,r1为标准工件锥形部的小头半径,r2为标准工件锥形部的大头半径,u为标准工件锥形部的长度。
技术总结
本发明涉及一种不锈钢电视脚架激光自动切割装置及切割方法,包括工装夹具组件、测高组件、激光切割组件和底座;所述工装夹具组件包括气动夹头、中空转台、等高块、随动旋转轴以及支撑架,所述中空转台转动设置于支撑架上,所述气动夹头固定于中空转台上,所述等高块设置于随动旋转轴上;所述测高组件包括压板、伸缩气缸、测高板、激光测距仪、导轨气缸以及气缸安装板,所述压板固定于伸缩气缸的输出端,所述测高板固定于导轨气缸的输出端。该装置由于该切割工序对切后产品精度和对称度要求较高,而前端来料误差,该装置在工装设置激光测距仪,针对高度的差异性进行纠偏调整误差,从而提高了产品良率。
技术研发人员:魏刚,黄文祥,刘汉申
受保护的技术使用者:武汉创恒激光智能装备有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!