一种交换针组装机及组装方法与流程
本发明涉及医疗器械制造,特别涉及一种交换针组装机及组装方法。
背景技术:
1、目前,注射器常用于试验和治疗领域,例如在人或动物生病时,往往会通过注射器给人或动物注射药物来进行治疗,而注射器上的注射针是整个工具不可或缺的一部分,通过注射针上所安装的针头将药物输入到人或动物体内,一种用于注射器的交换针包括针头、针座、护套、护帽,所述针头与针座铆接一体形成铆合针,所述铆合针安装在护套内,所述护套上设有扣合连接的护帽将所述铆合针封存在扣合后的所述护套和护帽内,所述护帽上设有烫口以及印字,其针座与针头的通常采用铆压进行连接,现有技术中通常采用人工逐个将装配好的注射针头放在铆压机上进行铆压,然后由人工将铆合针安装在护套和护帽里,其上料与加工完成后的卸料均为人工手动拿取,如此导致人工劳动力的投入增大,并且人工手动拿取注射针头,如果操作不慎,还容易被针头所误伤,安全性较低。
技术实现思路
1、本发明的目的是为了解决上述技术问题,而提供一种针座与针头的组装机及组装方法,可以实现针座、针头、护套、护帽的自动组装。
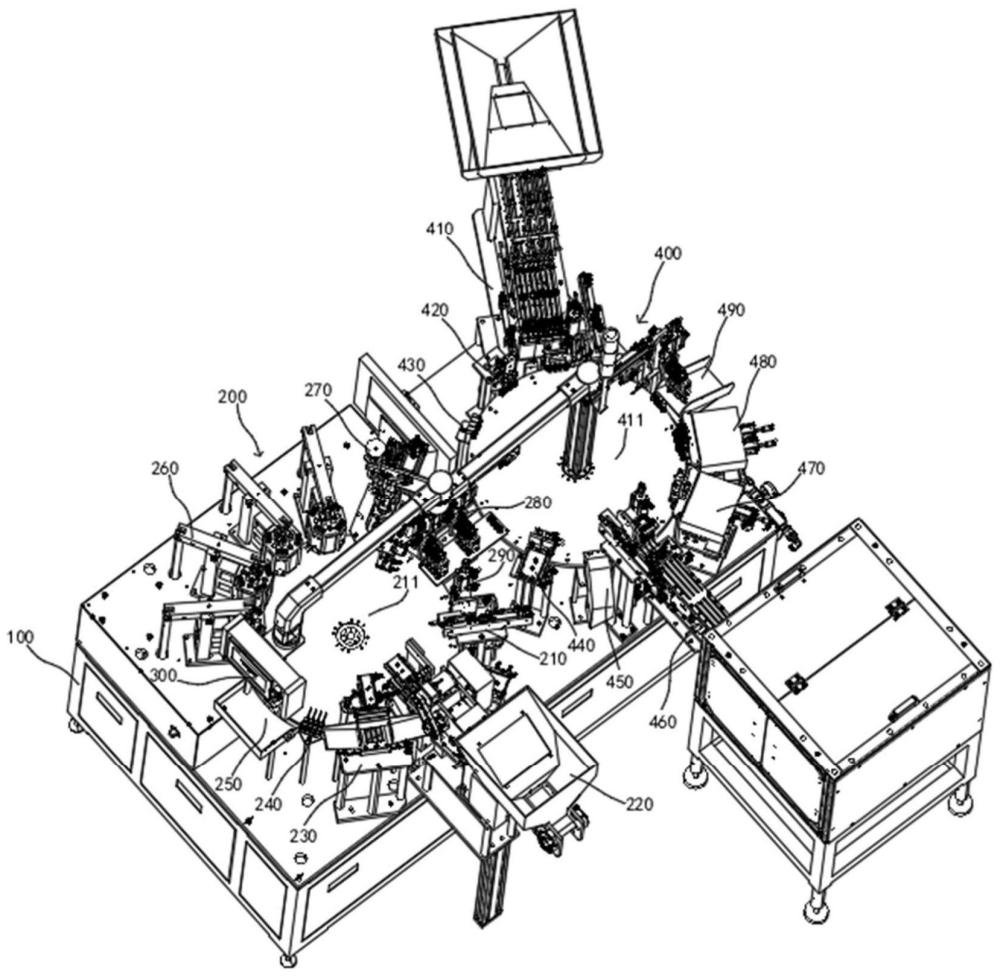
2、为了实现上述目的,本发明采用了如下技术方案:一种交换针组装机,包括:
3、机架,用于安装原动机和工作机或执行机构;
4、所述机架上设有第一回转组装机构和第二回转组装机构;
5、所述第一回转组装机构至少包括第一回转件以及依次环绕设置在第一回转件外侧机架上的针座上料机构、针头上料机构、压装机构、移位机构;
6、所述第一回转件,用于实现若干组针座、针头的间歇运动,与执行机构配合实现针座与针头铆合过程中的各个组装步骤;
7、所述第一回转件上设有若干组第一载具,环形布置在第一回转件上,将针座按照针座与针头铆合步骤进行传递;
8、所述针座上料机构,将针座按照间歇节拍安装在第一载具上;
9、所述针头上料机构,将针头按照间歇节拍组装在针座上;
10、所述压装机构,按照间歇节拍将所述针座与针头进行铆合形成铆合;
11、所述移位机构,按照间歇节拍,将铆合后的铆合针从第一载具移至所述第二回转组装机构中;
12、所述第二回转组装机构至少包括第二回转件以及依次环绕在第二回转件外侧机架上的护套上料机构、护套与铆合针组装机构、护帽上料机构、下料机构;
13、所述第二回转件,用于实现若干组护套、铆合针、护帽的间歇运动,与执行机构配合实现护套与铆合针、护帽组装过程中的各个组装步骤;
14、所述第二回转件上设有若干组第二载具,环形布置在第二回转件上,将护套按照护套与铆合针、护帽的组装步骤进行传递;
15、所述护套上料机构,将护套按照间歇节拍安装在第二载具上;
16、所述护套铆合针组装机构,将铆合针按照间歇节拍组装在护套上;
17、所述护帽上料机构,将护帽按照间歇节拍组装在护套上;
18、所述下料机构,将组装形成的交换针从第二载具取下并放入接料斗;
19、所述机架上还设有驱动机构,所述驱动机构驱动所述第一回转件和第二回转件进行间歇运动;
20、所述机架上还设有控制器,所述控制器接收传感器的反馈信息并向原动机和工作机或执行机构发出动作指令。
21、所述驱动机构包括设置在所述机架内的驱动电机以及减速器,所述驱动电机的输出轴与减速器的输入端连接,所述减速器的输出端通过第一传动链与传动轴连接,所述传动轴通过第二传动链与第一分度器的输入端连接,所述第一分度器的输出端与第一回转件连接;所述传动轴通过第三传动链与第二分度器的输入端连接,所述第二分度器的输出端与第二回转件连接。
22、所述第一载具包括基座,所述基座上端具有盲孔,所述盲孔用于承载针头,并通过控制盲孔的深度控制针头在长度方向的位置;所述基座上设有护座,所述护座上具有通孔。
23、所述针座上料机构远离所述针头上料机构的一侧的机架上设有位于第一回转盘外侧的载具提升机构,所述载具提升机构包括载具支架,所述载具支架上设有竖直设置的载具气缸,所述载具气缸的端部设有提升座,所述提升座由第一载具的外侧将所述护座从所述基座上提升,在所述载具提升机构与所述压装机构之间的第一回转盘外侧的机架上设有环形支撑平台,所述护座由所述载具提升机构提升至环形支撑平台上,沿所述环形支撑平台随第一回转件运动。
24、所述针头上料机构靠近所述压装机构的一侧的机架上设有位于第一回转件外侧的针头检测机构,所述针头检测机构包括针头检测支架,所述针头检测支架上设有针头检测传感器。
25、所述针头检测机构与所述压装机构之间的所述第一回转件外侧的机架上设有载具下压机构,所述载具下压机构包括载具下压支架,所述载具下压支架上设有竖直设置的载具下压气缸,所述载具下压气缸的活塞杆上设有载具下压压板,所述载具下压压板可以抵压所述第一载具的护座。
26、所述压装机构与所述位移机构之间的所述第一回转件外侧的机架上设有缺陷检测机构。
27、所述位移机构与所述载具提升机构之间的所述第一回转件外侧的机架上设有剔除机构。
28、所述护套上料机构靠近所述位移机构一侧的所述机架上设有位于第二回转件外侧的护套压装机构,所述护套压装机构包括护套压装支架,所述护套压装支架上设有竖直设置的护套压装气缸,所述护套压装气缸的活塞杆上设有一组竖直向下设置的护套压杆,所述护套压杆可插入所述护套内。
29、所述护套压装机构靠近所述位移机构一侧的所述机架上设有位于第二回转件外侧的护套检测机构,所述护套检测机构包括护套检测支架,所述护套检测支架上设有一组光电传感器,光电传感器检测护套内是否具有棉团,用于控制移位机构是否将铆合针安装在所述护套内。
30、所述护套铆合针组装机构与所述护帽上料机构之间的所述第二回转件外侧的所述机架上设有铆合针检测机构,所述铆合针检测机构包括铆合针检测支架,所述铆合针检测支架上设有铆合针检测传感器。
31、所述护帽上料机构与所述下料机构之间的所述第二回转件外侧的所述机架上设有印字机构,所述印字机构包括印字支架,所述印字支架上设有可伸缩的印字加热板,所述印字加热板靠经第二回转件的一侧上设有一组印字压头。
32、所述印字机构与所述下料机构之间的所述第二回转件外侧的所述机架上设有烫口机构,所述烫口机构包括烫口支架,所述烫口支架上设有可伸缩的烫口加热板,所述烫口加热板靠经第二回转盘的一侧上设有一组烫口刀头。
33、一种交换针的组装方法,其特征在于,包括以下步骤:
34、s1:将所述针座通过针座上料机构按照一定的节拍安装在第一载具上并通过第一回转件对针座进行回转传递;
35、s2:通过控制器控制针头上料机构,将所述针头通过针头上料机构按照一定的节拍安装在针座上;
36、s3:通过控制器控制压装机构在具有所述针头与针座的第一载具上按照一定的节拍将所述针头与所述针座铆合;
37、s4:通过控制器控制移位机构,按照一定的节拍将铆合后的铆合针由第一回转件的第一载具上取下;
38、s5:将所述护套通过护套上料机构按照一定的节拍安装在第二载具上,并通过第二回转件对护套进行回转传递;
39、s6:通过控制器控制移位机构,按照一定的节拍将所述铆合针由第一回转件的第一载具上移动至第二回转件的护套内
40、s7:通过控制器控制护套铆合针压装机构,按照一定的节拍将所述铆合针组装在护套内;
41、s8:通过控制器控制护帽上料机构,按照一定的节拍将所述护帽组装在护套上形成交换针;
42、s9:通过控制器控制下料机构,按照一定的节拍将交换针由第二载具移动至接料斗内。
43、与现有技术相比,本发明的有益效果是:一种交换针组装机,该组装机通过同步的第一和第二回转组装机构以及第一、第二回转组装机构之间的移位机构实现交换针的自动组装,其中第一回转组装机构用于针头与针座的铆合,铆合后的铆合针通过移位机构移动至第二回转组装机构,并在第二回转组装机构与护套、护帽依次组装,然后对护帽进行烫口、印字形成交换针,实现了自动上下料和组装的功能,避免了人工装料和卸料的繁琐的人工操作,也避免了人工装料时受伤的风险;
44、该组装机通过同步的第一和第二回转组装机构以及第一、第二回转组装机构之间的移位机构实现交换针的自动组装,优化了注射器交换针的组装工艺,使交换针组装机的结构更加优化,降低了交换针组装机的故障率,提高了交换针的组装效率。
- 还没有人留言评论。精彩留言会获得点赞!