一种可调节冲孔模具及使用方法与流程
本发明属于冲孔,具体涉及一种可调节冲孔模具及使用方法。
背景技术:
1、轴承法兰、轴套等工件在加工期间均需要进行冲孔处理,冲孔可以创建用于连接工件的孔洞,例如螺栓和螺母的连接点,使得工件可以被组装在一起,部分工件可通过冲孔满足工件的特定需求,如连接、传输、减重、美观和功能性要求等。
2、现有基于圆形结构工件的冲孔加工期间,其缺少一套可调节夹持直径大小的对工件进行定位的模具,常规的卡盘无法更好的贴合轴、盘的外立面,易产生夹持压痕,影响工件加工后的精度和美观度。
技术实现思路
1、本发明的目的在于提供一种可调节冲孔模具及使用方法,以解决上述背景技术中提出的问题。
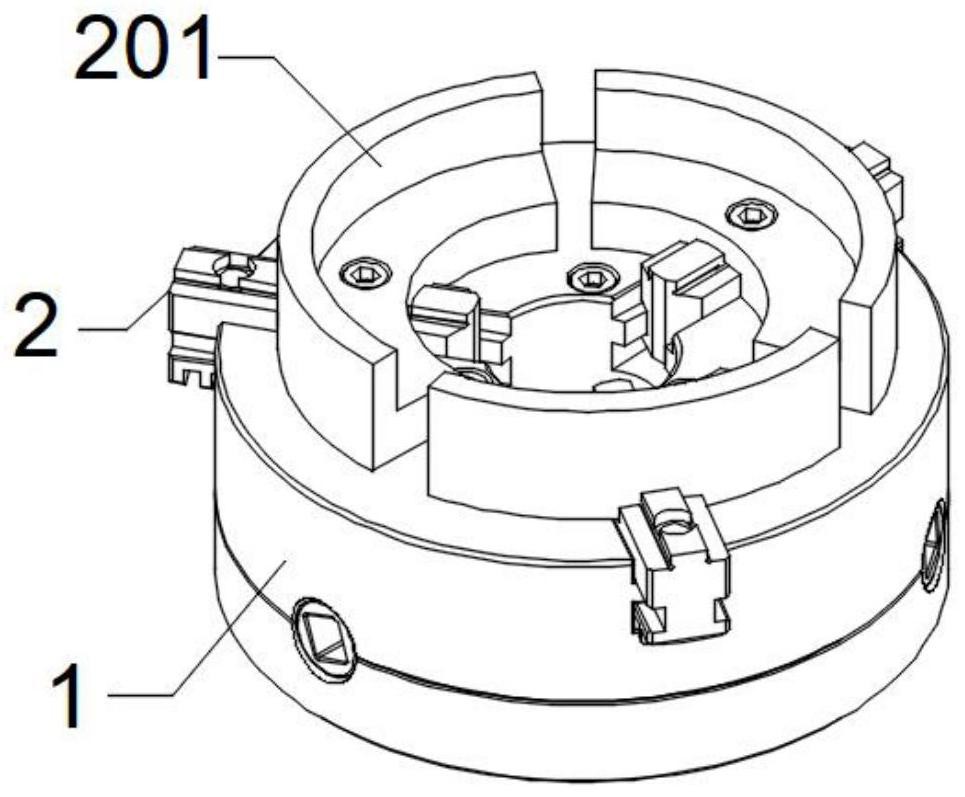
2、为实现上述目的,本发明提供如下技术方案:一种可调节冲孔模具,包括调整组件和夹持组件,所述夹持组件设置有多组,多组所述夹持组件沿调整组件顶部装配;
3、所述调整组件包括支撑座、支撑盖、锥齿轮、内四角插孔、圆盘、涡槽、齿槽和滑槽。
4、进一步地,所述圆盘顶部和底部分别开设有涡槽和齿槽,所述锥齿轮分别通过轴承转动安装于支撑座内顶部,所述圆盘位于锥齿轮顶部,所述圆盘底部通过齿槽与锥齿轮啮合。
5、进一步地,所述支撑盖通过螺栓铆固于支撑座顶部,所述滑槽沿支撑盖顶部等距离开设。
6、进一步地,所述夹持组件包括弧形卡座、滑块、螺栓孔和齿牙,所述滑块滑动连接于滑槽内,且齿牙固定连接于滑块底部,所述滑块底部通过齿牙与圆盘的涡槽啮合。
7、进一步地,所述弧形卡座设置于滑块顶部,所述弧形卡座和滑块上均开设有对应的螺栓孔,所述弧形卡座与滑块的螺栓孔之间通过螺栓铆固。
8、进一步地,所述锥齿轮的尾端开设有内四角插孔。
9、一种可调节冲孔模具的使用方法,具体包括以下步骤:
10、步骤一:将支撑座对冲孔设备的工作台进行装配,得到可调节冲孔模具;
11、步骤二:选择所需直径规格的弧形卡座装配于滑块上,通过螺栓将弧形卡座与滑块铆固;
12、步骤三:将需要冲孔精加工的轴套或圆盘放置于弧形卡座上,由弧形卡座对轴套或圆盘进行支撑;
13、步骤四:选取与内四角插孔对应的四角起子,将四角起子插入内四角插孔内;
14、步骤五:通过四角起子对锥齿轮旋转,旋转的锥齿轮带动圆盘转动,使圆盘上的涡槽带动滑块同步向圆盘的中心移动,使得滑块上的弧形卡座对轴套或圆盘进行卡紧,完成对待冲孔的轴套或圆盘的定位。
15、与现有技术相比,本发明的有益效果是:将支撑座对冲孔设备的工作台进行装配,得到可调节冲孔模具;选择所需直径规格的弧形卡座装配于滑块上,通过螺栓将弧形卡座与滑块铆固;将需要冲孔精加工的轴套或圆盘放置于弧形卡座上,由弧形卡座对轴套或圆盘进行支撑;选取与内四角插孔对应的四角起子,将四角起子插入内四角插孔内;通过四角起子对锥齿轮旋转,旋转的锥齿轮带动圆盘转动,使圆盘上的涡槽带动滑块同步向圆盘的中心移动,使得滑块上的弧形卡座对轴套或圆盘进行卡紧,完成对待冲孔的轴套或圆盘的定位。
技术特征:
1.一种可调节冲孔模具,包括调整组件(1)和夹持组件(2),其特征在于,所述夹持组件(2)设置有多组,多组所述夹持组件(2)沿调整组件(1)顶部装配;
2.根据权利要求1所述的一种可调节冲孔模具,其特征在于:所述圆盘(105)顶部和底部分别开设有涡槽(106)和齿槽(107),所述锥齿轮(103)分别通过轴承转动安装于支撑座(101)内顶部,所述圆盘(105)位于锥齿轮(103)顶部,所述圆盘(105)底部通过齿槽(107)与锥齿轮(103)啮合。
3.根据权利要求1所述的一种可调节冲孔模具,其特征在于:所述支撑盖(102)通过螺栓铆固于支撑座(101)顶部,所述滑槽(108)沿支撑盖(102)顶部等距离开设。
4.根据权利要求1所述的一种可调节冲孔模具,其特征在于:所述夹持组件(2)包括弧形卡座(201)、滑块(202)、螺栓孔(203)和齿牙(204),所述滑块(202)滑动连接于滑槽(108)内,且齿牙(204)固定连接于滑块(202)底部,所述滑块(202)底部通过齿牙(204)与圆盘(105)的涡槽(106)啮合。
5.根据权利要求4所述的一种可调节冲孔模具,其特征在于:所述弧形卡座(201)设置于滑块(202)顶部,所述弧形卡座(201)和滑块(202)上均开设有对应的螺栓孔(203),所述弧形卡座(201)与滑块(202)的螺栓孔(203)之间通过螺栓铆固。
6.根据权利要求1所述的一种可调节冲孔模具,其特征在于:所述锥齿轮(103)的尾端开设有内四角插孔(104)。
7.基于权利要求1-6所述的一种可调节冲孔模具的使用方法,其特征在于,具体包括以下步骤:
技术总结
本发明公开了一种可调节冲孔模具及使用方法,包括调整组件和夹持组件,所述夹持组件设置有多组,多组所述夹持组件沿调整组件顶部装配;所述调整组件包括支撑座、支撑盖、锥齿轮、内四角插孔、圆盘、涡槽、齿槽和滑槽。选择所需直径规格的弧形卡座装配于滑块上,通过螺栓将弧形卡座与滑块铆固;将需要冲孔精加工的轴套或圆盘放置于弧形卡座上,由弧形卡座对轴套或圆盘进行支撑;选取与内四角插孔对应的四角起子,将四角起子插入内四角插孔内;通过四角起子对锥齿轮旋转,旋转的锥齿轮带动圆盘转动,使圆盘上的涡槽带动滑块同步向圆盘的中心移动,使得滑块上的弧形卡座对轴套或圆盘进行卡紧,完成对待冲孔的轴套或圆盘的定位。
技术研发人员:刘坤玉
受保护的技术使用者:浙江新千弘电子设备制造有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!