一种铝合金冲压模具的制作方法
本发明涉及一种铝合金加工,尤其涉及一种铝合金冲压模具。
背景技术:
1、铝合金是工业中应用最广泛的一类有色金属结构材料,在航空、航天、汽车、机械制造、船舶及化学工业中已大量应用。
2、铝合金冲压模具的形状直接决定了产品的形状,选择合理的模具形状对产品质量至关重要。不同的工艺也会要求不同的模具形状设计,其中包括曲面模具用于生产有曲面或不规则形状的产品。
3、因此,铝合金冲压生产中经常需要更换不同的模具,但现有技术中通常采用保持固定的间隔和标准的安装位置,一般采用手动更换模具,每次更换生产线上的模具时,都需要对位置做出调整,调整及更换过程繁琐且耗时的技术问题。
技术实现思路
1、本发明实施例通过提供一种铝合金冲压模具,解决了现有技术中通常采用保持固定的间隔和标准的安装位置,一般采用手动更换模具,每次更换生产线上的模具时,都需要对位置做出调整,调整及更换过程繁琐且耗时的技术效果问题,实现了冲压平台无需移动模具定位组件空间位置便能够配合多种模具生产且调整过程简单迅速的技术效果。
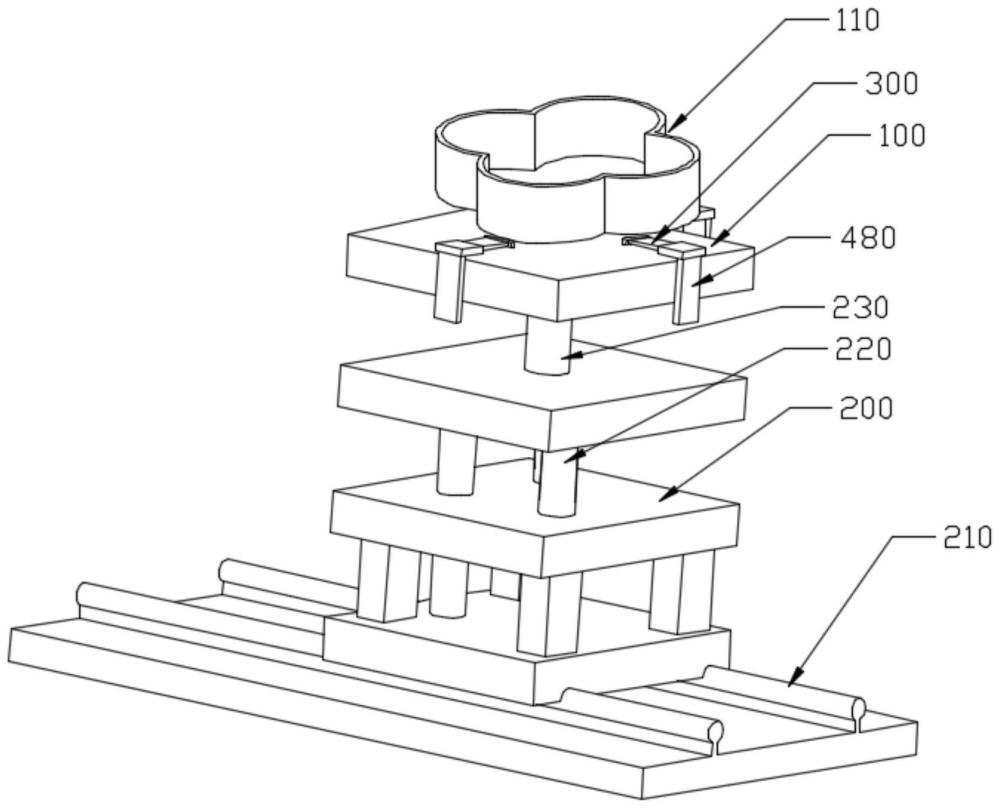
2、一种铝合金冲压模具,包括冲压平台、冲压台移位组件、动力组件和控制单元,还包括模具定位组件和弯曲角度控制组件,同一所述冲压平台上模具定位组件的数量为个及以上;
3、所述模具定位组件定位在所述冲压平台表面上,用于将放置于所述冲压平台上的模具推动至特定的位置;
4、所述模具定位组件包括机械手组件和抵触块,抵触块定位在机械手组件的一端,机械手组件在机械手伸缩驱动组件的驱动下进行伸缩;
5、所述机械手组件包括机械手主体,机械手主体包括伸缩部和转动部;
6、所述伸缩部为杆体结构,在所述控制单元的控制下进行伸缩;
7、所述转动部包括转动块体和转动块铰接组件;
8、所述转动块体的数量为个及以上,多个转动块体通过转动块铰接组件相互铰接组成链形,其中一个靠近所述伸缩部的转动块体可转动定位在所述伸缩部上;
9、所述弯曲角度控制组件用于控制每个所述转动块体的转动角度进而控制整个转动部的角度。
10、进一步的,所述弯曲角度控制组件包括施力绳体、绳头定位组件、绳体导向组件、绳长限制组件、绳体卷收组件、绳体换向组件和组件安置箱体;
11、所述施力绳体的数量为所述转动块体的倍,两两一组,同组施力绳体对称设置且长度相同,同组的施力绳体的一端通过绳头定位组件固定在同一个转动块体上;
12、所有施力绳体的远离所述转动块体的一端均定位在所述绳体卷收组件上;
13、所述绳体卷收组件用于在控制单元的控制下卷收所述施力绳体;
14、所述绳体导向组件起到为所述施力绳体导向的作用;
15、所述绳体换向组件用于通过推动施力绳体改变施力绳体的移动轨迹进而便于所述绳长限制组件的运行;
16、所述绳长限制组件包括异形板和异形板安置组件,实际使用时,异形板定位在异形板安置组件上且与施力绳体直接接触,异形板通过自身的形状限制异形板与绳头定位组件之间施力绳体的长度进而实现机械手主体按特定角度的弯曲;
17、所述组件安置箱体为箱体结构,固定在所述模具定位组件上,起到容纳所述绳体导向组件、绳长限制组件、绳体卷收组件和绳体换向组件的作用。
18、优选的,所述绳头定位组件包括定位杆,所述定位杆为杆形,固定在所述转动块体上,长度方向与所述转动块体的转动轴的轴向垂直,用于定位所述施力绳体;
19、所述定位杆上定位有绳头定位孔和绳体通行孔;
20、所述绳头定位孔用于固定施力绳体的绳头,绳体通行孔用于便于施力绳体贯穿所述定位杆;
21、所述绳头定位孔和绳体通行孔所在位置均靠近所述定位杆的两端;
22、所述异形板为板形,其上设置有凹槽和/或突起,一个或多个异形板对应一种模具的定位;
23、所述绳体卷收组件包括卷收滚筒和滚筒转动驱动组件;
24、所述抵触杆体紧贴所有的施力绳体设置。
25、进一步的,所述抵触杆体包括横杆、纵杆和纵杆伸缩组件;
26、所述横杆为杆体,其固定在所述纵杆的一端,轴向与所述纵杆垂直;
27、所述纵杆定位在所述组件安置箱体的内部上,能够在控制单元的控制下进行伸缩,伸长时拨动所述施力绳体使其脱离所述异形板进而便于所述异形板的更换。
28、优选的,所述冲压台移位组件用于移动所述冲压平台的空间位置进而配合模具的转序;
29、所述冲压台移位组件包括冲压台横移组件、冲压台升降组件和平台转动组件;
30、所述冲压台横移组件起到在水平方向上移动所述冲压平台的作用;
31、所述冲压台升降组件起到改变所述冲压平台的高度的作用;
32、所述平台转动组件用于驱动所述冲压平台绕自身高度方向进行转动。
33、优选的,所述异形板安置组件包括闲置板安置框和工作板定位单元,二者分别用于所述异形板的存储与固定;
34、所述闲置板安置框为箱体结构,其上设置有用于存储单个异形板的存储单元;
35、所述工作板定位单元起到定位所述异形板的作用,其结构为槽。
36、进一步的,所述绳长限制组件还包括工作板定位单元,所述工作板定位单元用于在控制单元的控制下转移所述异形板。
37、进一步的,还包括抵触块形变组件;
38、所述抵触块包括抵触块主体和软垫;
39、所述抵触块主体为空心块体;
40、所述软垫为橡胶材质、金属材质或尼龙材质的长方形片体,用于与模具直接接触;
41、所述抵触块形变组件包括异形轴组件、拉力绳组、滚动轮、滚动轮移位组件和弹性体;
42、所述异形轴组件的主体为轴形,定位在所述抵触块主体的内部,在异形轴转动驱动组件驱动下进行转动;
43、所述异形轴组件包括异形轴主体和异形轴转动驱动组件;
44、所述异形轴主体的纵截面为圆形,横截面为纺锤形,用于引导所述滚动轮的移动并卷收所述拉力绳组;
45、所述异形轴主体的曲面上设置有槽体,所述槽体的深度不变,其长度方向与所述异形轴主体的轴向相同,起到导轨的作用;
46、所述拉力绳组包括三根及三根以上的拉力绳,所述拉力绳的一端固定在所述软垫上,另一端固定在不同的滚动轮上;
47、所述拉力绳组用于拖拽所述软垫使其产生形变进而便于模具的定位;所述滚动轮圆柱形,放置在所述槽体内,在所述滚动轮移位组件的作用下沿所述槽体进行移动。
48、优选的,所述抵触块主体上设置有与所述抵触块形变组件配合的拉力绳通行槽和纵向移位杆滑动槽;
49、所述滚动轮移位组件的数量与所述滚动轮的数量相同;
50、所述滚动轮移位组件用于在控制单元的控制下移动所述滚动轮在槽体中的位置,包括横向伸缩杆、纵向伸缩杆、伸缩弹性体和滚动轮限位块;
51、所述横向伸缩杆定位在所述抵触块主体的上表面上,用于带动所述纵向伸缩杆沿所述纵向移位杆滑动槽进行移动;
52、所述纵向伸缩杆贯穿所述纵向移位杆滑动槽,内置伸缩弹性体,能够受压进行缩短;
53、所述滚动轮限位块定位在所述纵向伸缩杆靠近所述滚动轮的一端,起到推动所述滚动轮移动的作用;
54、所述弹性体位于所述抵触块主体和软垫之间,用于连接所述抵触块主体和软垫并为软垫提供形变空间。
55、进一步的,所述异形轴主体横截面的长边为波浪形。
56、本发明实施例提供了的一个或多个技术方案,至少具有如下技术效果或优点:
57、通过优化冲压平台上模具定位组件的结构,使其具备弯曲与伸长的功能,并在冲压平台上增设弯曲角度控制组件,使模具定位组件在面临匹配模具的问题时,仅需要更换冲压平台上用于调整模具定位组件弯曲角度的弯曲角度控制组件并调整模具定位组件能够伸出的量,有效解决了现有技术冲压台无需移动模具定位组件空间位置便能够配合多种模具生产且调整过程简单迅速的技术效果。
- 还没有人留言评论。精彩留言会获得点赞!