用于柱状电池的电阻焊治具及方法与流程
本申请涉及柱状电池,尤其涉及一种用于柱状电池的电阻焊治具及方法。
背景技术:
1、目前,锂离子/钠离子圆柱电池由于能量密度高,容量一致性好,可支持大倍率充放电等优势逐渐成为新能源行业主流产品,越来越多的厂家持续追求圆柱电池电性能高稳定性、高产能,不过目前却存在如下常见问题:
2、圆柱动力电池为提高产能,一般优选壳底(与集流盘)电阻焊结构,但(自动线一般先插针,再逐个焊接)焊针一般与壳底不垂直,只能选用圆头结构焊针,焊接面积较小,装车震动时(内部较大的卷芯跳动)直接冲击焊接位,易发生脱落,导致电池存在开路失效风险。另外,圆头结构焊针,焊接面积较小,无法满足动力电池大倍率充放电的使用需求,或(电阻焊接面积较小导致)电池温升较大,给电池带来安全风险。
技术实现思路
1、本申请的目的在于是提供一种用于柱状电池的电阻焊治具及方法,能够解决焊针在电阻焊接时不垂直的技术问题。
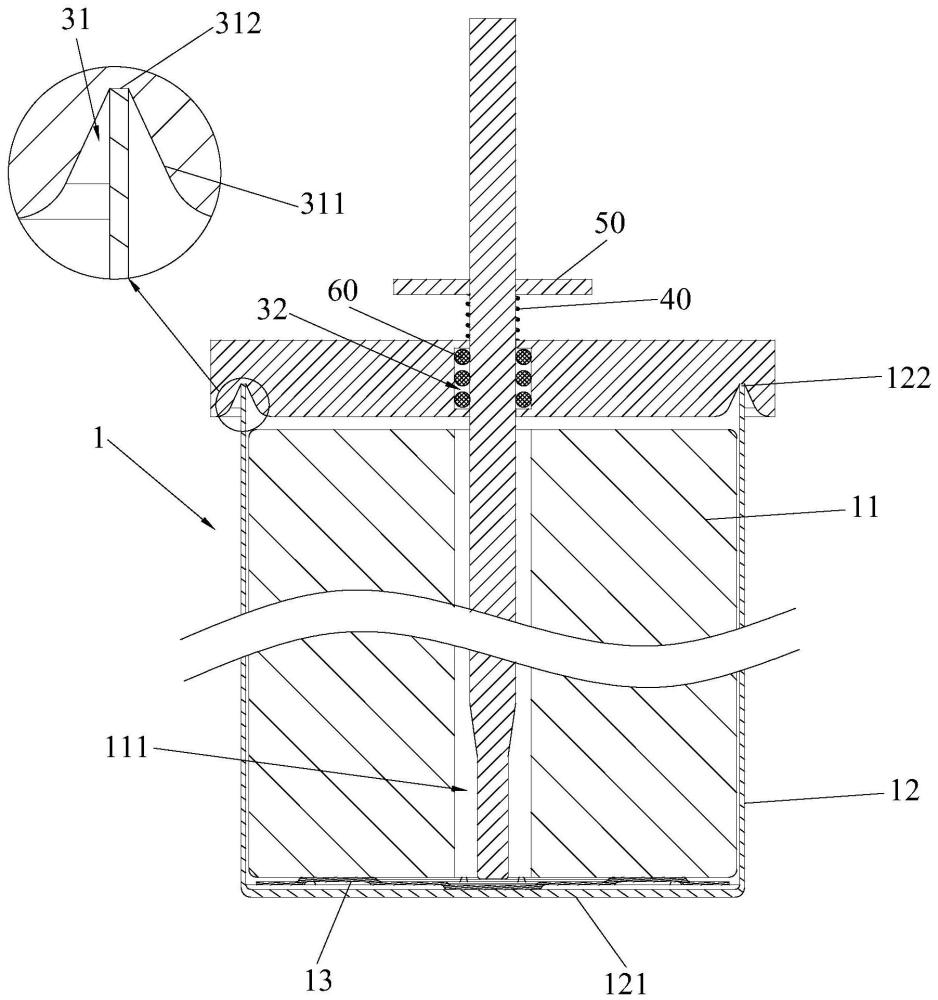
2、为了实现上述目的,本申请提供了一种用于柱状电池的电阻焊治具,用于对位于柱状电池底部的待焊接处进行电阻焊接,所述待焊接处与所述柱状电池的卷芯通孔对应,所述电阻焊治具包括:
3、焊针,所述焊针用于穿过所述卷芯通孔对所述待焊接处进行电阻焊接,所述焊针上设置有装配结构;
4、定位件,所述定位件用于定位在所述柱状电池上,所述定位件上设有导向结构,所述导向结构用于供所述焊针穿过以对所述焊针进行导向;
5、自适应弹性件,所述自适应弹性件设置在所述装配结构和所述定位件之间;
6、于所述电阻焊治具装配在所述柱状电池时,所述自适应弹性件使所述焊针呈自由态,借由所述定位件的定位和所述导向结构的导向,所述焊针处于垂直状态,于所述焊针受到按压时,所述自适应弹性件被压缩,使所述焊针垂直下降至与所述待焊接处接触。
7、可选地,所述焊针的头部形成用于与所述待焊接处平面接触的焊接平面。
8、可选地,所述定位件被配置为定位在柱状电池的壳体的开口端。
9、可选地,所述定位件上形成有定位防偏槽,所述定位件通过所述定位防偏槽定位在所述壳体的开口端。
10、可选地,所述定位防偏槽包括位于其两侧的两个导引面和槽底平面,所述导引面用于导引所述壳体的开口端进入所述定位防偏槽,所述槽底平面用于适配所述壳体的开口端的端面。
11、可选地,所述导引面为斜面。
12、可选地,所述定位件形成有通孔,所述导向结构安装在所述通孔内;
13、所述焊针穿过所述通孔和所述导向结构。
14、可选地,所述导向结构为滚珠导套。
15、可选地,所述自适应弹性件的上端与所述装配结构固定,所述自适应弹性件的下端与所述定位件固定。
16、为了实现上述目的,本申请还提供了一种用于柱状电池的电阻焊方法,其特征在于,所述电阻焊方法利用如前所述的电阻焊治具执行,所述述电阻焊方法包括:
17、将所述电阻焊治具装配至所述柱状电池,其中所述定位件定位在所述柱状电池上,所述焊针穿入所述卷芯通孔且呈自由态,借由所述定位件的定位和所述导向结构的导向,所述焊针处于垂直状态;
18、下压所述焊针,所述自适应弹性件被压缩,所述焊针在所述导向结构的导向下垂直下降至与所述待焊接处接触,进行电阻焊接。
19、本申请利用电阻焊治具对柱状电池的待焊接处进行电阻焊接,在电阻焊治具装配至柱状电池时,焊针穿入卷芯通孔且因为自适应弹性件的设置而呈自由态,且借由定位件的定位和导向结构的导向,使焊针处于垂直状态。接着即可下压焊针,自适应弹性件被压缩,焊针在导向结构的导向下垂直下降至与待焊接处接触,以进行电阻焊接。本申请可保证焊针电阻焊接时保持垂直状态。
技术特征:
1.一种用于柱状电池的电阻焊治具,用于对位于柱状电池底部的待焊接处进行电阻焊接,所述待焊接处与所述柱状电池的卷芯通孔对应,其特征在于,所述电阻焊治具包括:
2.根据权利要求1所述的用于柱状电池的电阻焊治具,其特征在于,
3.根据权利要求1所述的用于柱状电池的电阻焊治具,其特征在于,
4.根据权利要求3所述的用于柱状电池的电阻焊治具,其特征在于,
5.根据权利要求4所述的用于柱状电池的电阻焊治具,其特征在于,
6.根据权利要求5所述的用于柱状电池的电阻焊治具,其特征在于,
7.根据权利要求1所述的用于柱状电池的电阻焊治具,其特征在于,
8.根据权利要求1或7所述的用于柱状电池的电阻焊治具,其特征在于,
9.根据权利要求1所述的用于柱状电池的电阻焊治具,其特征在于,
10.一种用于柱状电池的电阻焊方法,其特征在于,所述电阻焊方法利用如权利要求1至9任一项所述的电阻焊治具执行,所述述电阻焊方法包括:
技术总结
本申请提供了一种用于柱状电池的电阻焊治具及方法,电阻焊治具包括焊针、定位件和自适应弹性件,焊针用于穿过卷芯通孔对待焊接处进行电阻焊接,焊针上设置有装配结构;定位件用于定位在柱状电池上,定位件上设有导向结构,导向结构用于供焊针穿过以对焊针进行导向;自适应弹性件设置在装配结构和定位件之间;于电阻焊治具装配在柱状电池时,自适应弹性件使焊针呈自由态,借由定位件的定位和导向结构的导向,焊针处于垂直状态,于焊针受到按压时,自适应弹性件被压缩,使焊针垂直下降至与待焊接处接触。本申请可保证焊针电阻焊接时保持垂直状态。
技术研发人员:赵悠曼,黄旸,黄志坚,郝易,马振华
受保护的技术使用者:东莞市创明电池技术有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!