一种冲床的模高自动补偿方法与流程
本发明涉及用于零件冲压加工的冲床,尤其涉及一种冲床的模高自动补偿方法。
背景技术:
1、冲床是一种使用模具进行金属冲压成形加工的机床。在实际生产中,由于受机床和模具的刚度、精度以及温度的影响,需要对冲床的合模高度进行补偿,以此保证产品质量。正常生产情况下,随着冲床长时间的运转,机床的温度会逐渐升高,模高一般会变小,导致冲压的吨位增大。但是目前的冲床中还无法自动对冲床的模高进行补偿,一般都是等冲床出现问题后才进行停机检查和模高调整,这容易造成冲床过负荷停机、损伤模具、冲压产品质量缺陷等问题。
技术实现思路
1、本发明所要解决的技术问题是提供一种冲床的模高自动补偿方法,其可有效地保证模高保持在允许误差范围内,避免产生冲床过负荷停机、模具损伤以及产品质量缺陷等问题,尤其适合对冲床下死点稳定有较高要求的产品的生产加工。
2、本发明解决上述技术问题所采用的技术方案为:一种冲床的模高自动补偿方法,包括以下具体步骤:
3、(1)、预先调整好冲床的模高,作为初始模高,并在冲床的固定件、运动件以及工作间隙处分别安装温度传感器;
4、(2)、将初始模高、各温度传感器检测到的初始温度数据以及各个固定件、运动件和工作间隙的允许温度差值均录入到冲床的plc控制器中,作为初始数据;
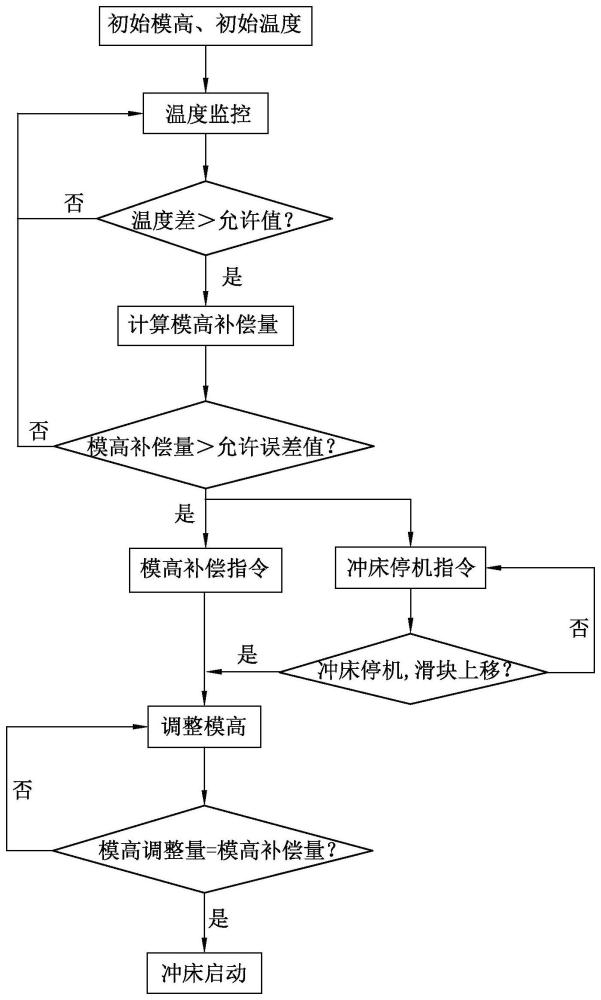
5、(3)、在冲床加工的过程中,各温度传感器实时检测各个固定件、运动件和工作间隙的温度,当任意一个实时温度与其对应的初始温度的差值超过所对应的固定件、运动件或工作间隙的允许温度差值时,plc控制器根据预先设定的模高补偿量计算公式实时计算模高补偿量;
6、(4)、当模高补偿量大于模高允许误差值时,plc控制器发出停机指令和模高补偿指令,并执行步骤(5);否则重复步骤(3);
7、(5)、根据停机指令,冲床滑块先停到上死点,然后滑块调整马达根据模高补偿指令进行滑块的模高调整,当模高调整量达到与模高补偿量相等时,plc控制器控制冲床重新启动进行加工。
8、进一步地,所述的固定件包括台身和下工作台,所述的运动件包括曲轴、连杆、锯牙、滑块和上工作台;所述的工作间隙包括:曲轴与台身合铜之间的工作间隙、曲轴与连杆之间的工作间隙、锯牙与球座件之间的工作间隙。
9、进一步地,所述的模高补偿量l的计算关系式为:
10、l=α1-α2+∑βn-∑γn
11、α1=k0k1l1δθ1
12、α2=k2l2δθ2
13、βn=k2nl2nδθn
14、γn=dn(k3nδθm+k4nδθm)
15、其中:α1为台身的变形量,α2为下工作台的变形量,βn为运动件的变形量,∑βn为各个运动件的变形量之和,γn为工作间隙的变化量,∑γn为各个工作间隙的变化量之和;k0为台身的补偿系数,k1为台身的材料线膨胀系数,l1为台身的初始长度,δθ1为台身的温度差;k2为下工作台的材料线膨胀系数,l2为下工作台的初始长度,δθ2为下工作台的温度差;k2n为运动件的材料线膨胀系数,l2n为运动件的初始长度,δθn为运动件的温度差;dn为工作间隙的轴孔配合处的直径;k3n为工作间隙中轴件(如曲轴或锯牙)的材料线膨胀系数,k4n为工作间隙中孔件(如台身合铜、连杆或球座件)的材料线膨胀系数,δθm为工作间隙处的温度差。
16、与现有技术相比,本发明的优点是该方法通过实时检测各固定件、运动件和工作间隙处的温升以及实时计算模高补偿量,当需要调整的模高补偿量大于模高允许误差值时,自动控制冲床停机并进行模高调整,有效地保证了冲床的模高保持在允许误差范围内,避免产生冲床过负荷停机、模具损伤以及产品质量缺陷等问题,尤其适合对冲床下死点稳定有较高要求的产品的生产加工。
技术特征:
1.一种冲床的模高自动补偿方法,其特征在于包括以下具体步骤:
2.如权利要求1所述的一种冲床的模高自动补偿方法,其特征在于:所述的固定件包括台身和下工作台,所述的运动件包括曲轴、连杆、锯牙、滑块和上工作台;所述的工作间隙包括:曲轴与台身合铜之间的工作间隙、曲轴与连杆之间的工作间隙、锯牙与球座件之间的工作间隙。
3.如权利要求2所述的一种冲床的模高自动补偿方法,其特征在于:所述的模高补偿量l的计算关系式为:
技术总结
本发明公开了一种冲床的模高自动补偿方法,特点是预先调整好冲床的模高,并在冲床的固定件、运动件和工作间隙处分别安装温度传感器;在冲床加工的过程中,各温度传感器实时检测温度,当实时温度与对应的初始温度的差值超过相应的允许温度差值时,PLC控制器实时计算模高补偿量;当模高补偿量大于模高允许误差值时,PLC控制器发出停机指令和模高补偿指令,冲床滑块先停到上死点,然后滑块调整马达根据模高补偿指令进行滑块的模高调整,当模高调整量达到与模高补偿量相等时,PLC控制器控制冲床重新启动进行加工;优点是有效地保证了冲床的模高保持在允许误差范围内,避免产生冲床过负荷停机、模具损伤以及产品质量缺陷等问题。
技术研发人员:盛国涛,张文,缪海楠,包松东,田志永,张国顺
受保护的技术使用者:金丰(中国)机械工业有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!