一种热检联锁保护方法及装置与流程
本发明涉及钢铁生产应用领域,尤其涉及一种热检联锁保护方法及装置。
背景技术:
1、轧钢厂热卷产线卷取区域热金属检测器主要有hmd601(安装在层冷区域出口)、hmd602(1#卷取机入口)、hmd604(2#卷取机入口)、hmd606(3#卷取机入口);卷取区域带钢头、尾位置跟踪主要采用位置逻辑计算跟踪+热检信号修正的方式,通过热检信号对控制系统计算的带钢头尾位置进行修正,保证带钢头、尾位置跟踪准确性;但日常生产过程中常出现热检信号故障(热检有钢、无钢信号检测异常、热检信号闪断等),导致卷取机区域内废钢事故,影响产线生产稳定顺行。
技术实现思路
1、鉴于以上现有技术存在的问题,本发明提出一种热检联锁保护方法及装置,主要解决现有卷取区域热检信号故障导致带钢头尾位置跟踪不准确堆废钢事故重复发生的问题。
2、为了实现上述目的及其他目的,本发明采用的技术方案如下。
3、本申请提供一种热检联锁保护方法,包括:
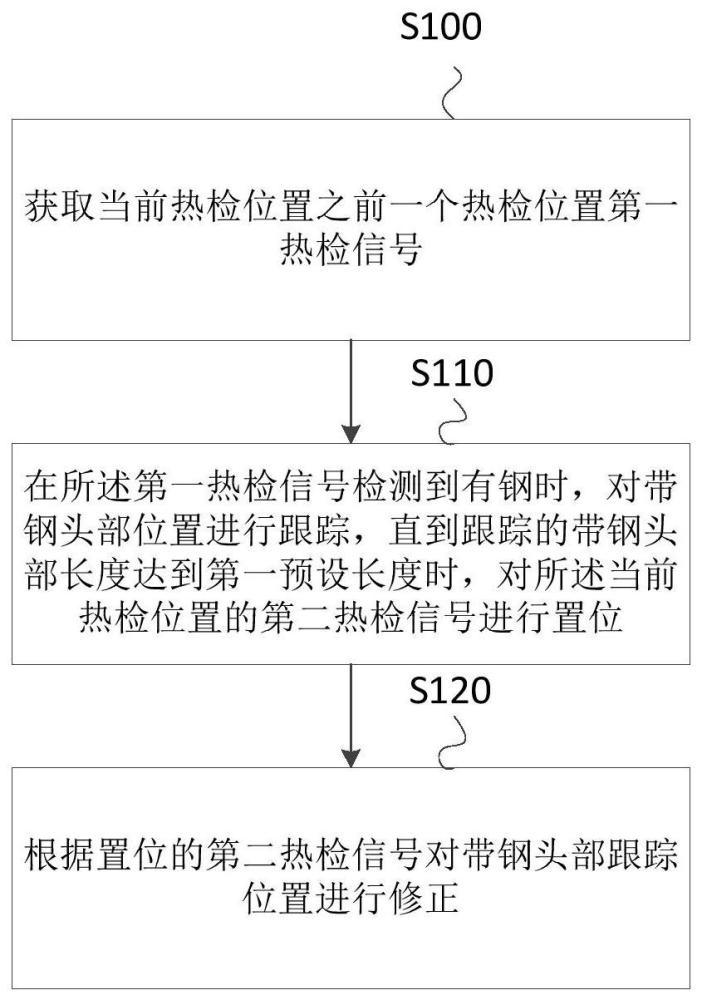
4、获取当前热检位置之前一个热检位置第一热检信号;
5、在所述第一热检信号检测到有钢时,对带钢头部位置进行跟踪,直到跟踪的带钢头部长度大于第一预设长度时,对所述当前热检位置的第二热检信号进行置位;
6、根据置位的第二热检信号对带钢头部跟踪位置进行修正。
7、在本申请一实施例中,获取当前热检位置之前一个热检位置第一热检信号之后,还包括:在所述第一热检信号检测到抛钢时,对带钢尾部位置进行跟踪,直到跟踪的带钢尾部长度大于第二预设长度时,对所述当前热检位置的第二热检信号进行复位;根据复位的第二热检信号对带钢尾部跟踪位置进行修正。
8、在本申请一实施例中,所述第一预设长度的计算方式包括:获取所述当前热检位置与前一个热检位置之间的距离,记为第一距离;将所述第一距离与第一有效窗口长度之差作为所述第一预设长度。
9、在本申请一实施例中,所述第二预设长度的计算方式包括:将所述第一距离与第二有效窗口长度之差作为所述第二预设长度。
10、在本申请一实施例中,对所述当前热检位置的第二热检信号进行置位包括:将所述第二热检信号由第一电平置位为第二电平,其中所述第一电平为无钢信号,第二电平为有钢信号。
11、在本申请一实施例中,对所述当前热检位置的第二热检信号进行复位包括:将所述第二热检信号由第二电平复位为第一电平。
12、本申请还提供一种热检联锁保护装置,包括:热检信号采集模块,用于获取当前热检位置之前一个热检位置第一热检信号;位置跟踪模块,用于在所述第一热检信号检测到有钢时,对带钢头部位置进行跟踪,直到跟踪的带钢头部长度达到第一预设长度时,对所述当前热检位置的第二热检信号进行置位;位置修正模块,用于根据置位的第二热检信号对带钢头部跟踪位置进行修正。
13、如上所述,本发明一种热检联锁保护方法及装置,具有以下有益效果。
14、本申请通过前一个热检位置的热检信号进行带钢头尾位置跟踪,只有在带钢头部或尾部跟踪位置大于对应预设长度时,当前热检位置的热检信号(有钢或无钢信号)才有效,保证带钢头尾部跟踪位置的准确性,可有效避免在线热检信号故障导致带钢头尾位置跟踪错误堆钢或废钢事故的重复发生,提升卷取区域生产稳定性及连续性。
技术特征:
1.一种热检联锁保护方法,其特征在于,包括:
2.根据权利要求1所述的热检联锁保护方法,其特征在于,获取当前热检位置之前一个热检位置第一热检信号之后,还包括:
3.根据权利要求2所述的热检联锁保护方法,其特征在于,所述第一预设长度的计算方式包括:
4.根据权利要求3所述的热检联锁保护方法,其特征在于,所述第二预设长度的计算方式包括:将所述第一距离与第二有效窗口长度之差作为所述第二预设长度。
5.根据权利要求1所述的热检联锁保护方法,其特征在于,对所述当前热检位置的第二热检信号进行置位包括:将所述第二热检信号由第一电平置位为第二电平,其中所述第一电平为无钢信号,第二电平为有钢信号。
6.根据权利要求5所述的热检联锁保护方法,其特征在于,对所述当前热检位置的第二热检信号进行复位包括:将所述第二热检信号由第二电平复位为第一电平。
7.一种热检联锁保护装置,其特征在于,包括:
技术总结
本申请提供一种热检联锁保护方法及装置,该方法包括:获取当前热检位置之前一个热检位置第一热检信号;在所述第一热检信号检测到有钢时,对带钢头部位置进行跟踪,直到跟踪的带钢头部长度大于第一预设长度时,对所述当前热检位置的第二热检信号进行置位;并根据置位的第二热检信号对带钢头部跟踪位置进行修正。本申请可有效提高带钢头尾位置跟踪的准确性,避免热检信号故障导致堆废钢事故的重复发生,提升卷取区域生产稳定性及连续性。
技术研发人员:袁伟,郝小强,古利涛,兰金辉,张量,周杨,齐元龙
受保护的技术使用者:重庆钢铁股份有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!