一种液冷设备及焊接方法与流程
本发明涉及焊接加工领域,尤其涉及一种液冷设备及焊接方法。
背景技术:
1、在焊接过程中使用二氧化碳气体保护焊可以减少飞溅,二氧化碳气体保护焊也可以降低成本。因此二氧化碳在焊接过程中广泛应用。
2、在二氧化碳保护焊接工件时,在焊接过程中会产生大量的热量,导致工件在焊接后发生严重变形,影响工件的焊接精度。为解决管梁类零件的二氧化碳保护焊焊接变形问题,往往需要花费大量的精力来开展夹具的调试工作,更有甚者,部分无法调整的问题需要专门开发一套校正工装来开展尺寸校正。大大增加了工装的开发成本和零件的生产制造成本。
技术实现思路
1、本发明的主要目的是提出一种液冷设备及焊接方法,尤其涉及一种液冷设备,旨在解决现有的焊接过程中产生大量的热量导致焊接精度低的问题。
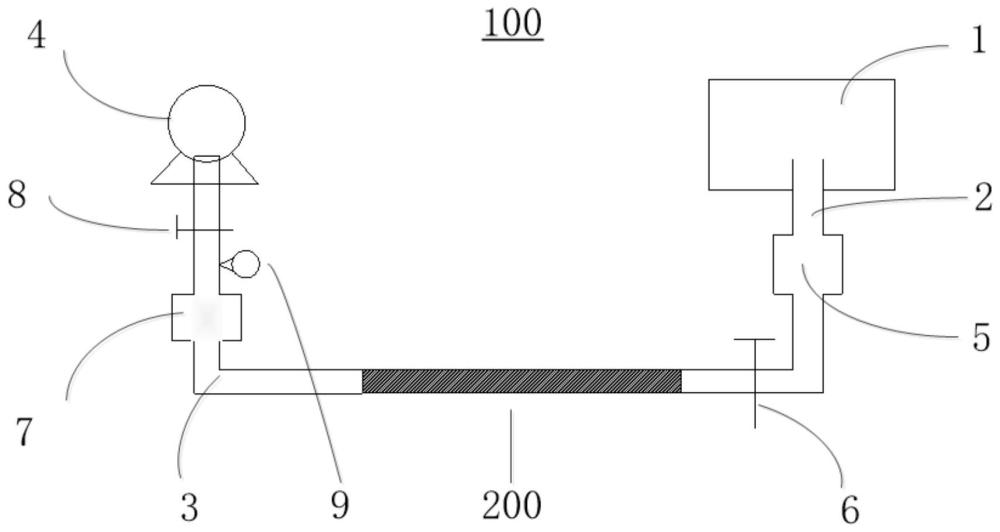
2、为实现上述目的,本发明提出的一种液冷设备,其中所述液冷设备包括:水箱、第一连接管、第二连接管、气泵、第一开闭件;水箱用于储存冷却液;第一连接管,一端与所述水箱连通设置,另一端用于和所述管梁件的一端连通设置;第二连接管一端用于和所述管梁件的另一端连通设置;气泵设置于所述第二连接管的另一端上,用于将所述冷却液抽入所述管梁件内;第一开闭件、第二开闭件分别设置于所述第一连接管、所述第二连接管上,用于开闭所述第一连接管和所述第二连接管的管路。
3、可选地,所述液冷设备包括第一观测件,所述第一观测件固定设置于所述第一连接管上且位于所述第一开闭件和所述水箱之间,所述第一观测件至少部分透明设置。
4、可选地,所述液冷设备包括第二观测件,所述第二观测件固定设置于所述第二连接管上且位于所述第二开闭件和所述第二连接管用于和所述管梁件连接的一端之间,所述第二观测件至少部分透明设置。
5、可选地,所述第一连接管包括第一管路段,所述第一管路段具有与所述第一观测件连通的第一端和用于与所述管梁件连通的第二端,所述第一端在上下方向上位于所述第二端的上方位置;
6、所述第二连接管包括第二管路段,所述第二管路段具有与所述第二观测件连通的第三端和用于与所述管梁件连通的第四端,所述第三端在上下方向上位于所述第四端的上方位置。
7、可选地,所述液冷设备包括真空表,所述真空表设置于所述第二连接管上,且位于所述第二开闭件和所述第二观测件之间。
8、本发明还提出一种一种焊接方法,所述焊接方法包括以下步骤:
9、提供一种液冷设备和管梁件;
10、将所述第一连接管和所述第二连接管分别与所述管梁件的两端连通;
11、关闭所述第一开闭件,开启所述第二开闭件;
12、启动气泵,以在所述管梁件内形成负压;
13、开启所述第一开闭件;
14、对所述管梁件进行焊接。
15、可选地,开启所述第一开闭件之后还存在以下步骤:
16、通过所述第二观测件观测所述冷却液达到第二设定位置处,依次关闭所述第一开闭件、所述第二开闭件和所述气泵。
17、可选地,所述开启所述第一开闭件的步骤之前,还存在以下步骤:
18、关闭所述第二开闭件;
19、在所述真空表示数变化量小于等于预设值时,判断所述第一开闭件和所述第二开闭件之间的密封性正常;
20、开启所述第二开闭件;
21、在所述真空表示数变化量大于预设值时,判断所述第一开闭件和所述第二开闭件之间的密封性异常;
22、更换所述第一连接管和所述第二连接管;
23、将所述第一连接管和所述第二连接管分别与所述管梁件的两端连通。
24、可选地,对所述管梁件进行焊接之后,还存在以下步骤:
25、开启所述第一开闭件和所述第二开闭件;
26、启动气泵,以在所述管梁件内形成正压。
27、可选地,启动气泵,以在所述管梁件内形成正压之后,还存在以下步骤:
28、通过第一观测件观测冷却液达到第一设定位置处,依次关闭所述第一开闭件、所述第二开闭件和所述气泵;
29、拆除所述第一连接管和所述管梁件之间的连接,以及所述第二连接管和所述管梁件之间的连接。
30、本发明提供的技术方案中,通过第一连接管和第二连接管使管梁件的两端分别连通水箱和气泵,气泵将水箱中的冷却液吸取至管梁件内部以对管梁件进行降温。
技术特征:
1.一种液冷设备,用于对管梁件降温,其特征在于,包括:
2.如权利要求1所述的液冷设备,其特征在于,所述液冷设备包括第一观测件,所述第一观测件固定设置于所述第一连接管上且位于所述第一开闭件和所述水箱之间,所述第一观测件至少部分透明设置。
3.如权利要求2所述的液冷设备,其特征在于,所述液冷设备包括第二观测件,所述第二观测件固定设置于所述第二连接管上且位于所述第二开闭件和所述第二连接管用于和所述管梁件连接的一端之间,所述第二观测件至少部分透明设置。
4.如权利要求3所述的液冷设备,其特征在于,所述第一连接管包括第一管路段,所述第一管路段具有与所述第一观测件连通的第一端和用于与所述管梁件连通的第二端,所述第一端在上下方向上位于所述第二端的上方位置;
5.如权利要求1所述的液冷设备,其特征在于,所述液冷设备包括真空表,所述真空表设置于所述第二连接管上,且位于所述第二开闭件和所述第二观测件之间。
6.一种焊接方法,其特征在于,所述焊接方法包括以下步骤:
7.如权利要求6所述的焊接方法,其特征在于,所述液冷设备为如权利要求3至权利要求4中任一所述的液冷设备,开启所述第一开闭件之后还存在以下步骤:
8.如权利要求7所述的焊接方法,其特征在于,所述液冷设备为如权利要求5所述的液冷设备,所述开启所述第一开闭件的步骤之前,还存在以下步骤:
9.如权利要求6所述的焊接方法,其特征在于,对所述管梁件进行焊接之后,还存在以下步骤:
10.如权利要求9所述的焊接方法,其特征在于,所述液冷设备为如权利要求2至权利要求4中任一所述的液冷设备,启动气泵,以在所述管梁件内形成正压之后,还存在以下步骤:
技术总结
本发明公开一种液冷设备及焊接方法,其中所述液冷设备包括:水箱、第一连接管、第二连接管、气泵、第一开闭件;水箱用于储存冷却液;第一连接管一端与所述水箱连通设置,另一端用于和所述管梁件的一端连通设置;第二连接管一端用于和所述管梁件的另一端连通设置;气泵设置于所述第二连接管的另一端上,用于将所述冷却液抽入所述管梁件内;第一开闭件、第二开闭件分别设置于所述第一连接管、所述第二连接管上,用于开闭所述第一连接管和所述第二连接管的管路。本发明提供的技术方案中,通过第一连接管和第二连接管使管梁件的两端分别连通水箱和气泵,气泵将水箱中的冷却液吸取至管梁件内部以对管梁件进行降温。
技术研发人员:张锦宙,张瑞俊,马正伟,康顺成,周锦东,黎宇嘉,张源,侯志明,庞贤师,玉达泳
受保护的技术使用者:东风柳州汽车有限公司
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!