一种非标钛合金异形管材及其加工方法与流程
本发明涉及管材加工,尤其涉及一种非标钛合金异形管材及其加工方法。
背景技术:
1、钛及钛合金因为具有较多的优点,所以在我国的航空航天、化工、冶金及造船等领域中应用较为广泛。然而,在现有方案中,针对异形管材的加工方法多为不锈钢管材加工方法,而针对钛合金管材的加工方法,其加工质量也较低,例如,加工得到的管材表面存在拉伤或氧化。现有技术中缺少对非标钛合金异形管材进行加工的有效方法。
2、因此,如何提供一种能够高质量对管材进行加工的非标钛合金异形管材加工方法,成为本领域亟待解决的技术问题。
技术实现思路
1、为了解决上述技术问题,本发明提供了一种非标钛合金异形管材及其加工方法,该方法对钛合金管材表面喷涂石墨喷剂并进行热拉拔,并在热拉拔后进行热处理和精修,使得加工得到的管材光滑无伤,且能够去除拉拔应力,加工效果好。
2、基于同一发明构思,本发明具有两个独立的技术方案:
3、1、一种非标钛合金异形管材的加工方法,包括:
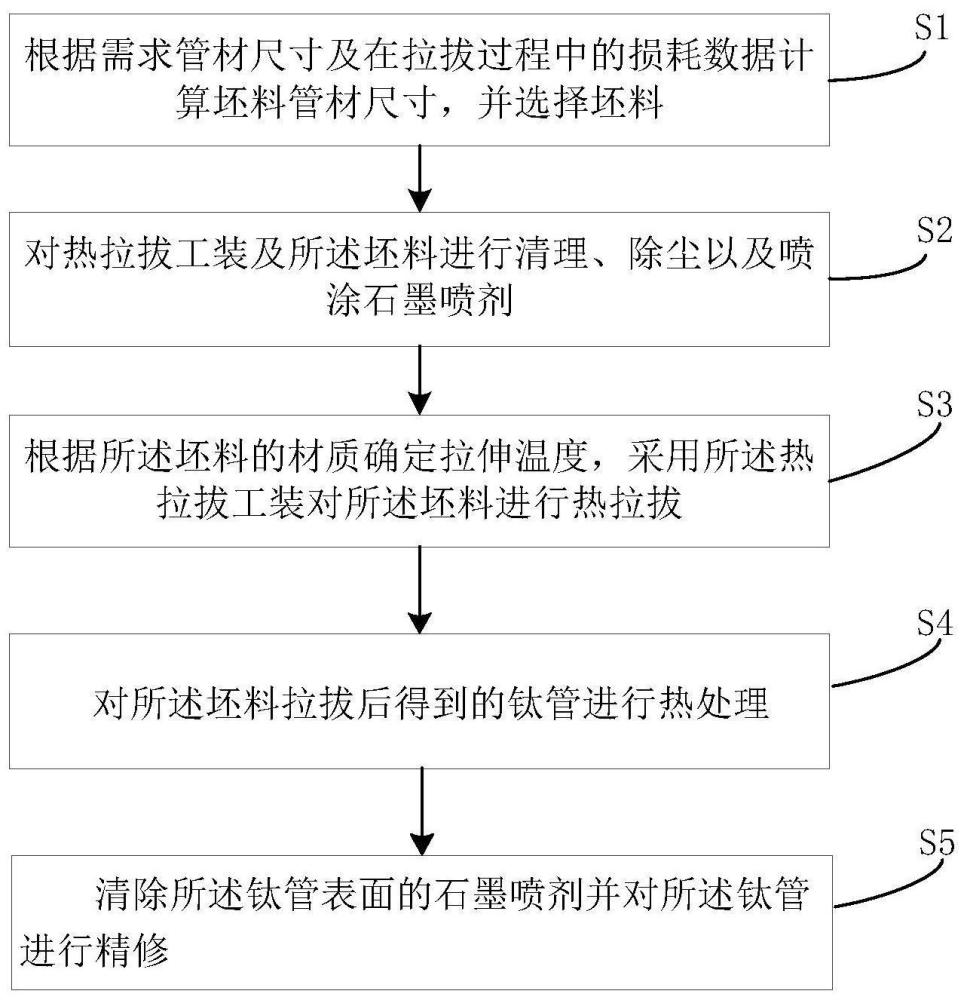
4、s1、根据需求管材尺寸及在拉拔过程中的损耗数据计算坯料管材尺寸,并选择坯料;
5、s2、对热拉拔工装及所述坯料进行清理、除尘以及喷涂石墨喷剂;
6、s3、根据所述坯料的材质确定拉伸温度,采用所述热拉拔工装对所述坯料进行热拉拔;
7、s4、对所述坯料拉拔后得到的钛管进行热处理;
8、s5、清除所述钛管表面的石墨喷剂并对所述钛管进行精修。
9、进一步地,步骤s2包括如下步骤:
10、使用240目砂纸对工装型面区域进行清理;
11、使用压缩空气对工装型面区域进行除尘;
12、使用石墨喷剂在工装型面区域进行喷涂,喷涂均匀无堆积;
13、对所述坯料重复上述步骤。
14、进一步地,所述拉伸温度为600℃至800℃。
15、进一步地,若所述坯料为α型钛合金或近α型钛合金,则所述拉伸温度为600℃至700℃。
16、进一步地,若所述坯料为α-β型钛合金,则所述拉伸温度为700℃至800℃。
17、进一步地,热拉拔采用吨位为1吨的拉拔机,拉拔力及拉拔速度恒定。
18、进一步地,步骤s4包括如下步骤:
19、对所述钛管进行线切割加工,去除两端因拉拔造成的变形部分,得到满足图纸要求的管材;
20、将所述钛管放入热处理工装内并通过螺栓进行紧固;
21、将所述热处理工装及钛管放入真空热处理炉中热处理;
22、待炉温降温至100℃以下,开启炉门,将所述热处理工装放置于安全区域自然冷却,冷却后取出所述钛管。
23、进一步地,热处理温度根据所述钛管的材质及所述热处理工装热膨胀系数确定。
24、进一步地,步骤s5中,采用240目砂纸对所述钛管进行精修。
25、2、一种非标钛合金异形管材,采用上述方法制成。
26、本发明提供的非标钛合金异形管材及其加工方法,至少包括如下有益效果:
27、(1)对钛合金管材表面喷涂石墨喷剂并进行热拉拔,并在热拉拔后进行热处理和精修,使得加工得到的管材光滑无伤,且能够去除拉拔应力,加工效果好;
28、(2)对坯料和热拉拔工装表面喷涂石墨喷剂,在拉拔的过程中行程顺滑,得到的零件表面质量较好,无较重拉伤;
29、(3)对拉拔后的钛管进行热处理时放入真空热处理炉中,有效防止钛管氧化,避免导致后续无法加工。
技术特征:
1.一种非标钛合金异形管材的加工方法,其特征在于,包括:
2.根据权利要求1所述的方法,其特征在于,步骤s2包括如下步骤:
3.根据权利要求1所述的方法,其特征在于,所述拉伸温度为600℃至800℃。
4.根据权利要求3所述的方法,其特征在于,若所述坯料为α型钛合金或近α型钛合金,则所述拉伸温度为600℃至700℃。
5.根据权利要求3所述的方法,其特征在于,若所述坯料为α-β型钛合金,则所述拉伸温度为700℃至800℃。
6.根据权利要求1所述的方法,其特征在于,热拉拔采用吨位为1吨的拉拔机,拉拔力及拉拔速度恒定。
7.根据权利要求1所述的方法,其特征在于,步骤s4包括如下步骤:
8.根据权利要求7所述的方法,其特征在于,热处理温度根据所述钛管的材质及所述热处理工装热膨胀系数确定。
9.根据权利要求1所述的方法,其特征在于,步骤s5中,采用240目砂纸对所述钛管进行精修。
10.一种非标钛合金异形管材,其特征在于,采用如权利要求1-9任一所述方法制成。
技术总结
一种非标钛合金异形管材及其加工方法,涉及管材加工技术领域,方法包括:根据需求管材尺寸及在拉拔过程中的损耗数据计算坯料管材尺寸,并选择坯料;对热拉拔工装及所述坯料进行清理、除尘以及喷涂石墨喷剂;根据所述坯料的材质确定拉伸温度,采用所述热拉拔工装对所述坯料进行热拉拔;对所述坯料拉拔后得到的钛管进行热处理;清除所述钛管表面的石墨喷剂并对所述钛管进行精修;该方法对钛合金管材表面喷涂石墨喷剂并进行热拉拔,并在热拉拔后进行热处理和精修,使得加工得到的管材光滑无伤,且能够去除拉拔应力,加工效果好。
技术研发人员:崔庆龙,陈健,赵倩倩,贺晓峰,杨敏,丛宇鹏,王好强,张群,李忠原
受保护的技术使用者:航天海鹰(哈尔滨)钛业有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!